COURS
d’Exploitation des chemins de fer
Ulysse Lamalle
Tome III
LA VOIE
Fascicule I
Le Ballast, Les Traverses, Les Rails, Les Appareils de la Voie, Virage et Translation
LA VOIE
FASCICULE I
PREMIÈRE PARTIE
DEUXIÈME PARTIE
Chapitre I. - Traverses en bois
Chapitre II. - Les traverses métalliques
Chapitre III. - Traverses en béton armé
Chapitre IV. - Pose de la voie
Chapitre V. - Entretien de la voie
Mécanisation des travaux d'entretien et de renouvellement de la voie
TROISIÈME PARTIE
Chapitre I. - Évolution du rail
Chapitre III. - Profils des rails
Chapitre IV. - Longueur des rails
Chapitre V. - Calcul de la section du rail
Chapitre VII. - Usure et durée des rails
Chapitre IX. - Le cheminement des rails
QUATRIEME PARTIE
Chapitre I. - Les branchements
Chapitre IV. - Appareils de manœuvre des aiguillages
CINQUIÈME PARTIE
VIRAGE ET TRANSLATION DES VÉHICULES DE CHEMINS DE FER
Abrasion (ballast), 7
Accessoires de la voie, 1
Aciers au manganèse, 186
Aciers nickel-chrome, 186
Aciers spéciaux (rails), 116
Aiguillages, 147
Aiguillages monoblocs, 168
Aiguilles, 146
Aiguilles courbes, 147, 156
Aiguilles de déviation, 150
Aiguilles de dilatation, 175
Aiguilles droites, 147, 154
Aiguilles élastiques, 147
Aiguilles en profil spécial, 170
Aiguilles flexibles, 147
Aiguilles rigides, 147
Aiguilles talonnables, 147
American Ry Engineering Aion, 92, 93
Analyse chimique (rails), 110
Ancre anti-cheminante, 144
Angle d'éboulement, 18
Angle de croisement, 149
Anti-cheminant, 143
Antiseptiques, 24
Appareils de la voie, 145
Appareils de manœuvre à disque, 224
Appareils de manœuvre Büssing, 227
Appareils de manœuvre des aiguillages, 194, 200, 224
Appareils de manœuvre des aiguillages système A.C.E.C., 213
Appareils de mesure, 41
Appareils de verrouillage, 221
Appareils de virage, 234
Appareils non soudables, 97
Appareils Siemens, 209
Appareils soudables, 97
Arc de branchement, 146, 155, 159, 161
Arrachement (résistance à l'-), 37
Arsénifères (composés -), 83
Athus-Angleur (traverse -), 53
Attaches des traverses en béton, 66
Attaches du rail, 35, 41
Attaches du rail Angleur, 46
Attaches du rail Haarmann, 50
Attaches du rail Ougrée, 45
Attaches du rail par crapaud, 44
Attaches du rail rhénane, 50
Austénite, 119
Auto-tracteur, 77
Avantages des traverses en bois, 41
Ballast, 1, 3
Ballast (choix du -), 8
Ballast (coefficient du -), 11
Basalte, 8
Baumann (empreinte -), 110
Bauschinger, 7
Béthel (procédé -), 28, 32
Bolt-lock, 229
Boulonnage des traverses, 26
Boulonneuse, 77
Boulons d'éclisse, 128
Boulon-tirefond, 67
Bourrage de la voie, 70
Bourrage du ballast, 3, 17
Bourrage (intensité du -), 12
Bourramètre, 42
Bourrelet du rail, 87
Bourroir, 77
Branchement, 1, 145, 167, 170
Branchement dissymétrique, 148
Branchement double, 148
Branchement enchevêtré, 148
Branchement en courbe, 170
Branchement symétrique, 148
Bretelle, 187
Brinnel (dureté -), 110
Burnet (procédé -), 28
Calcul de la section du rail, 104
Calcul de l'ornière, 150
Calcul des branchements, 154
Cale graduée, 75
Carbonate de soude, 16
Carbone, 112
Carottes d'essais, 31
Cellules pleines, 28, 30
Cellules vides, 28, 30
Cendrées (ballast de -), 6
Champ d'action du compensateur, 205
Changement des voies S. N. C. B., 163
Changement de voie à aiguilles flexibles, 165
Charge par traverse, 84
Cheminement des rails, 138
Cheminement différentiel, 138, 141
Cheminement (remèdes contre le -), 142
Chemins de fer du Midi, 32
Chemins de fer japonais, 11
Chemins de fer suisses, 55
Chêne, 23
Chevauchement (cheminement), 138, 141
Chlorate de soude, 14
Chlorure de zinc, 24
Choix du ballast, 8
Circuits de virage, 235
Classification (aciers), 118
Classification (ballast), 7
Clips, 51
Coefficient du ballast, 11
Coins David, 94
Commande électrique d'aiguilles des T.U.B., 217
Commutateur d'économie, 211
Compensateurs, 199, 202
Compensateurs à brins inclinés, 203
Compensateurs à brins parallèles, 204
Composés arsénifères, 33
Composition chimique, 111, 112, 116
Composition du bois, 33
Compound (rail -), 117
Conception du joint, 127
Congo belge, 10, 49
Congrès de Rome, 102, 104
Construction des aiguilles, 164, 168
Construction des aiguilles droites, 164
Construction des aiguilles flexibles, 167
Construction des branchements, 148
Construction des croisements, 185
Construction des traverses, 185
Construction d'un chemin de fer, 2
Contrainte (rail sous -), 101
Contrerail, 176, 181
Contrôle de la qualité des rails, 108
Courbe (pose des appareils de voie en -), 170
Courbure uniforme (branchement), 161
Coussinet de glissement, 169
Crampons, 35
Crampons à ressort, 35
Crampons Macbeth, 35
Crapauds (attache par -), 45
Créosote, 24, 28, 30, 32
Cribleuse, 78
Croisement, 145, 154, 176, 185
Croisement aigu, 145
Croisement obtus, 145
Curr (rails de -), 80
Danger de la traversée, 182
Danger du croisement, 179
Dansomètre, 75
Déclimètre, 42
Dégarnisseuse-cribleuse, 78
Délardeuse, 77
Dénivellation longitudinale, 74
Dénivellation transversale, 74
Dépréciation du ballast, 12
Désherbage, 13
Désherbage chimique, 14
Désherbage manuel, 14
Désherbage mécanique, 14
Désherbeur (groupe -), 15
Désoxydant, 112
Destruction mécanique des traverses, 22
Détecteur de pointe, 221
Détecteur mécanique, 229
Deval (machine -), 7
Diagramme des prix (ballast), 9, 10
Diagramme des prix (créosote), 31
Diagramme des prix (rails), 105
Diagramme des prix (traverses), 22
Dilatation (aiguille de -), 175
Dimensions des traverses, 18, 48
Dimensions du ballast, 8
Double liaison, 187
Dressage de la voie, 3, 70
Durée des rails, 114
Dureté Brinell, 110
Ecartement des traverses, 20
Eclissage à fourrure en bois, 129
Eclisse, 128
Eclisse à tête libre, 92
Eclisse César, 131
Eclisses cornières, 128
Eclisses de raccord, 132
Eclisses double cornière, 128
Eclisses plates, 128
Efforts de compression, 101
Efforts dynamiques, 83
Efforts longitudinaux, 3, 85
Efforts statiques, 83
Efforts transversaux, 3, 85
Efforts verticaux, 83
Elasticité du ballast, 4
Empreinte Baumann, 110
Entretien de la voie, 72, 76
Entretien en recherche, 72
Entrevoie, 2
Epaisseur du ballast, 3
Epreuve au choc, 7
Epreuve d'abrasion, 7
Epreuve de gélivité, 7
Epreuve d'hygrométrie, 7
Eprouvette Mesnager, 109
Espagne, 2
Essais du ballast, 7
Essences dures, 21
Essences tendres, 20
Eutectique, 119
Eutectoïde, 119
Evolution du rail, 79
Examen macrographique, 110
Examen micrographique, 110
Examen pétrographique, 7
Extrahomètre, 41
Faces trapézoïdales (rail), 89
Ferrite, 118
Flambement de la voie, 101
Fluage du béton, 65
Forage des rails, 111
Forage des traverses, 27
Forme des aiguilles, 147
Forme des traverses, 20, 48
Fossés d'assèchement, 2, 4
Four Martin, 119
Frettage des traverses, 27
Galvanisés (tirefonds -), 37
Garantie (rails), 113
Garniture Lakhovsky, 40
Garniture Streitz., 41
Garniture Thiollier, 62
Gélivité (ballast), 7
Généralités (voie), 1
Gneiss, 8
Granit, 8
Gravier, 6
Gravier de carrière, 6
Gravier de rivière, 6
Great Western Ry, 82
Grès, 8
Griffon (attache -), 39
Groupe désherbeur, 15
Grover (rondelle -), 129
Hautzschel (expérience de -), 11
Hêtre, 23, 26, 33
Huiles d'antracène, 16
Huiles de pétrole, 16
Imprégnation des traverses, 23, 24, 28
Inclinaison de rails, 17, 87
Inclusions, 108
Intensité du bourrage, 12
Jauge de la voie, 2, 82
Joint à pont, 129
Joint appuyé, 135
Joint de dilatation, 99
Joint en porte à faux, 136
Joint parfait, 130
Joint (rail), 127
Joint soutenu, 139
Joint suspendu, 136
Joints alternés, 137
Joints concordants, 137
Joints chevauchés, 137
Lacune (croisement), 176
Laitier, 5
Laitier concassé, 5
Laitier fin, 6
Laitier granulé, 5
Lakhovsky (garniture -), 40
Largeur de la voie, 82
Largeur de l'ornière, 162
Lattes de cheminement, 144
Levier à double action, 195
Levier à simple action, 194
Levier rhénan, 195
Levier Vanneste, 196
Liaison (double -), 170
Limonite granuleuse, 11
Longueur des aiguilles, 152
Longueur des branchements, 149, 153
Longueur des rails, 99, 102
Longueur (mise à -), 110
Macbeth, (crampon -), 35
Manganèse, 112
Manœuvre à distance des aiguilles, 198
Manœuvre électrique des aiguilles, 208
Manœuvre électrique d'une liaison, 212, 216
Martensite, 120
Martin (four -), 119
Mattes de plomb, 8
Mattes de zinc, 8
Maxhütte (procédé -), 123
Mécanisation des travaux, 71
Mélange créosote et pétrole, 32
Mélèze, 23
Mentonnet de la roue, 88
Mentonnet tranchant, 88
Mesure (appareils de -), 31
Métal (rails), 108
Métalliques (selles -), 42
Meulage (rails), 77
Mire, 74
Module d'élasticité, 101
Neuves-Maisons (procédé -), 122
Nivellement de la voie, 3, 70
Niveau Van den Berghe, 74
Ornière, 150
Ornière de protection, 178
Ougrée-Marihaye, 51
Parachèvement du rail, 110
Parasites du bois, 23
Patin du rail, 92
Pattes de lièvres, 176
Pédale de calage, 231
Pédale électrique, 233
Pédale mécanique, 232
Perceuses, 77
Perlite, 118
Perméabilité du ballast, 4
Pétrographique (examen), 7
Phosphore, 113
Pierres concassées, 5, 45
Pin, 23
Pin des Landes, 32
Piste, 2
Plaque Ramy, 38
Plaques tournantes, 1, 145
Plateforme (voie), 1
Poids des rails, 100
Poids des traverses en bois, 55
Poids des traverses métalliques, 55
Poids d'un m3 de ballast, 9
Poids spécifique (ballast), 7
Pointe de cœur, 177
Ponts tournants, 1, 145, 153, 176
Ponts tournants à deux appuis, 240
Ponts tournants à équilibrage central, 239
Ponts tournants à trois appuis (Mundt), 240
Porphyre, 8
Portée d'éclissage, 90
Portugal, 2
Pose de la voie, 70
Pose du rail, 34
Pose en courbe des appareils de voie, 170
Pose inclinée du rail, 89
Pose verticale du rail, 89
Position relative des joints, 136
Pourriture du bois, 23
Poulie de verrouillage, 230
Pression statique sur le ballast, 18
Pression statique sur la plateforme, 18
Prix de la créosote, 31, 32
Prix des rails, 105, 106
Prix des traverses, 22, 23, 54, 69
Prix du ballast, 9, 10
Procédé Bertrand-Thiel, 119
Procédé d'imprégnation, 23
Procédé Duplex, 119
Procédé Talbot, 119
Procédé Thomas, 119
Profil des rails, 86
Profil renforcé, 97
Profil transversal (voie), 1
Protection offerte par le contrerail, 178
Qualités du ballast, 4
Quartzite, 8
Rail, 1
Rail à bords parallèles, 82
Rail à double bourrelet, 82, 86, 94
Rail à ornière, 86
Rail à patin, 86
Rail compound, 117
Rail contre-aiguille, 156
Rail de Curr, 80
Rail de raccord, 133
Rail de Reynolds, 80
Rail de Vignole, 86
Rail en fer forgé, 82
Rail en fonte, 81
Rail saillant, 81
Rail subondulé, 82
Railway, 80
Ramy (plaque -), 38
Raquette de virage, 235
Rayon de courbure uniforme, 161
Rebords (selle à -), 43
Recouvrement des traverses, 13
Réduction du nombre de joints, 182
Refroidissement des rails, 111
Relevage de la voie, 70
Remèdes contre le cheminement, 142
Renouvellement de la voie 76, 77
Résilience, 109
Retassure, 108
Retrait du béton, 65
Revision méthodique intégrale, 72
Reynolds (rail de -), 80
Roches éruptives, 5
Roches schisteuses, 5
Roches sédimentaires, 5
Rodange (procédé de -), 124
Rôle du ballast, 3
Rondelle Grover, 129
Rondelle Vossloh, 129
Roussissure du bois, 24
Rüping (procédé -), 29, 32, 33
Russie, 2
Rütgers (procédé -), 28, 33
Sable, 6
Sabotage, 27
Sandberg (procédé -), 121
Scie, 77
Séchage des traverses, 25
Section des aiguilles, 168
Sécurités (les -), 220
Ségrégation, 108
Selle anti-cheminement Winsby, 143
Selle à rebords, 43
Selle intercalaire, 67
Selle métallique, 42
Selle (rôle de la -), 42
Silicium, 112
Solidité (ballast), 4
Sonneville (traverse -), 63
Sorbite, 120
Soudure à l'arc, 134
Soudure alumino-thermique, 134
Soudure des rails, 133
Soudure électrique par résistance, 134
Soudure oxy-acétylénique, 134
Soufflage, 73
Soufflage mesuré, 73
Soufre, 112
Soulèvement de la voie, 101
Streitz (garniture -), 41
Sulfate de cuivre, 24, 32
Sulfocyanures, 16
Superstructure, 1
Système Siemens (aiguillage), 190
Table (traverse), 48
Talon (aiguille), 157, 169
Talonnabilité, 147
Température critique, 119
Tension dans les rails, 84
Termites, 67
Tirefond, 36, 39
Tirefonnage, 34
Tirefonneuse, 77
Thiollier (garniture -), 67
Thomas (procédé -), 119
Torsiomètre, 42
Toxicité du bois, 25
Tracé de l'aiguille courbe, 157
Tracé de l'aiguille de la voie directe, 162
Tracé du branchement, 151
Tracé de l'aiguille à aiguilles droites, 163
Tracé de l'aiguille à aiguilles flexibles, 166
Traitement des éclisses, 132
Traitement thermique, 117, 125
Tramways, 97, 103
Transbordeur, 211
Transbordeur à fosse, 241
Transbordeur mi-surbaissé, 242
Transbordeur sans fosse, 242
Transbordeur surélevé, 242
Transmissions à double fil, 201
Transmissions funiculaires, 201
Transmissions mécaniques, 199
Transmissions par fluide, 189, 207
Transmissions rigides, 199
Traversée, 145, 182, 185, 187
Traversée anglaise, 187
Traversée jonction, 18
Traversée jonction à aiguilles extérieures, 193
Traversée jonction double, 188
Traversée jonction simple, 188
Traversée oblique, 182
Traversée rectangulaire ou à grand angle, 184
Traverses, 1, 13, 17
Traverses danseuses, 4, 74
Traverses demi-rondes, 2
Traverses en béton armé, 17, 58
Traverses en béton Calot, 58
Traverses en béton monobloc, 58
Traverses en béton Orion, 59
Traverses en béton précontraint, 17, 58, 64, 65
Traverses en béton précontraint Franki-Bagon, 65
Traverses en béton S. N. C. B., 69
Traverses en béton Sonneville, 63
Traverses en béton Vagneux, 61
Traverses en bois, 17, 18, 41, 54, 55, 58
Traverses métalliques, 17, 48, 54, 58
Traverses mixtes, 58
Traverses rectangulaires, 20
Tree-nails, 40
Triangle de virage, 236
Triangle de virage à fleurons, 237
Triangle de virage étoilé, 237
Tringle d'écartement, 146
Troostite, 120
Tunnels (rails dans les -), 103
Types d'aiguillages, 147
Types de croisement, 154
Unité technique internationale, 150
Unterlageziffer, 12
Usinage des aiguilles, 108
Usure des éclisses, 130
Usure latérale, 115, 126
Usure ondulatoire, 117
Usure par abrasion, 115
Usure par écrasement, 115
Usure par oxydation, 128
Usure (rail), 114
Usure verticale, 88, 114
Verrou-aiguille, 224
Verrou circulaire, 201, 222
Verrou de calage, 220
Verrouillage (appareils de -), 221
Verrouillage Saxby, 220
Vibrage du béton, 65
Virage du matériel, 1, 2, 3
Virole VV, 41
Viseur, 74
Vossloh (rondelle -), 129
Winkler (hypothèse de -), 11
Winsby (selle anti-cheminement -), 143
Les éléments constitutifs de la superstructure de la voie sont : le ballast, les traverses, les rails et leurs accessoires.
En dehors de la voie courante, les nécessités de l'exploitation exigent que certaines voies se coupent et que d'autres puissent communiquer entre elles. Pour atteindre ces buts, on substitue à la voie courante des dispositifs connus sous le nom d'appareils de la voie, ce sont les branchements et les traversées.
Les installations de la voie comportent encore des engins ou des dispositifs spéciaux qui servent au virage du matériel roulant, ce sont les plaques tournantes, les ponts tournants et les circuits de virage.
Enfin, les transbordeurs permettent le transfert des véhicules d'une voie sur une autre voie parallèle.
Fig. 1. - Profil transversal d'une ligne à double voie.
Fig. 2. - Profil transversal d'une ligne à simple voie.
Les rails sont fixés aux traverses qui reposent sur le ballast. Celui-ci s'étale horizontalement extérieurement aux rails sur une longueur d'environ un mètre.
Le profil transversal d'une ligne à double voie, à circulation rapide, en alignement droit et établie en plaine, est représenté figure 1. La figure 2 donne le profil en travers d'une ligne à simple voie.
Le rapprochement des deux figures montre que la largeur d'une ligne à double voie (14 mètres environ) est de 40 % seulement plus grande que celle d'une ligne à simple voie (10 mètres environ) ; mais le nombre de trains que, normalement, l'on peut faire passer par 24 heures dans chaque sens sur une ligne à double voie est triple de celui que permet une ligne à simple voie (± 72 trains contre ± 24).
Lors de la construction d'un chemin de fer, on se borne à l'origine à établir une ligne à simple voie ; mais, même dans ce cas, si l'on entrevoit que, dans l'avenir, le trafic sera très important, on achète dès le début une bande de terrain assez large pour pouvoir recevoir ultérieurement la deuxième voie.
Les ouvrages d'art (tunnels, ponts en maçonnerie) sont construits dès l'origine pour deux voies. Quant aux ponts métalliques, on construit dès le début les piles et culées pour deux voies, réservant à plus tard la pose des tabliers de la deuxième voie.
La jauge de la voie, c'est-à-dire la distance comprise entre les bords intérieurs des bourrelets des rails, est de 1,435 m (note 002_1), ce qui, en tenant compte de la largeur ordinaire de la surface de roulement, donne 1,500 m environ d'axe en axe des rails (note 002_2).
La plateforme des terrassements présente, de part et d'autre de son axe, une pente transversale d'au moins 3 centimètres par mètre pour assurer l'écoulement des eaux qui traversent la couche de ballast.
A l'extérieur des voies, on ménage des fossés d'assèchement ainsi que des pistes pour la circulation du personnel d'entretien et de surveillance. Pour faciliter la circulation des engins mécaniques d'entretien, la largeur de ces pistes a été portée à 0,80 m.
L'espacement entre les voies doit permettre à deux trains de se croiser sans se frôler, même dans le cas où une portière de voiture viendrait à s'ouvrir. En pleine voie, la largeur de l'entrevoie ne peut être inférieure à 2 mètres (note 002_3). En France, en Hollande, en Allemagne et aux États-Unis la tendance est de porter la largeur de l'entrevoie à 2,50 m.
Dans les gares, on donne à l'entrevoie une largeur de 3 mètres au moins.
Si les traverses reposaient directement sur la plateforme, elles s'enfonceraient plus ou moins dans le terrain naturel dont la résistance est généralement insuffisante pour supporter la charge transmise par les traverses ; le nivellement de la voie serait compromis. La résistance du sol est d'ailleurs très inégale. En outre, sur un sol imperméable, les traverses baigneraient souvent dans l'eau et les gelées détermineraient des soulèvements locaux des rails.
On évite ces inconvénients en interposant, entre les traverses et la plateforme, une couche de ballast d'une hauteur suffisante pour que la pression reçue par les traverses, sous l'action des charges roulantes, se répartisse aussi uniformément que possible sur une plus grande surface de la plateforme.
Mais le ballast ne doit pas seulement assurer aux traverses une position stable dans le sens vertical (maintien du nivellement de la voie), mais aussi dans le plan même de la voie, en résistant aux efforts transversaux qui tendent à déformer le tracé (maintien du dressage de la voie) et aux efforts longitudinaux qui tendent à faire cheminer les rails et les traverses (séparément et conjointement) et à fermer les joints de dilatation.
Le « bourrage » du ballast sous la traverse conserve à la voie son nivellement correct. Il freine aussi les déplacements longitudinaux et transversaux car, dès qu'une tendance au déplacement se manifeste, il naît un frottement résistant entre la traverse et le ballast.
Les efforts longitudinaux et transversaux sont également combattus par les banquettes de ballast contrebutant les extrémités des traverses, et par le ballast introduit entre les traverses jusqu'au niveau de la face supérieure de celles-ci.
L'épaisseur minimum généralement admise pour la couche de ballast entre la plateforme et la face inférieure des traverses est de 30 centimètres.
Elle dépend de la charge des essieux, car il s'agit de répartir celle-ci sur une surface d'autant plus grande que la charge sera plus élevée (fig. 3). Pour une charge supplémentaire P', l'excédent de hauteur H' fournira le complément de surface S' nécessaire.
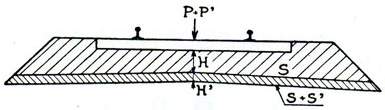
Fig. 3
Un bon ballast doit présenter les qualités suivantes : perméabilité, élasticité, solidité, se prêter au bourrage, ne pas être gélif, ne pas se désagréger sous l'influence des agents atmosphériques.
Perméabilité. - Le ballast doit assurer un bon écoulement des eaux car l'eau qui reste dans le ballast y forme finalement de la boue, les traverses qui s'y appuient sont mal assises (traverses boueuses ou danseuses) ; cette eau se congèle en hiver, d'où gonflement du ballast et soulèvement de la voie. En outre, la voie gelée perd son élasticité.
Si le ballast est insuffisamment perméable, les pluies y creusent des ravinements qui créent des porte à faux compromettant l'assiette de la voie.
Un ballast souillé est un ballast qui a perdu sa perméabilité parce que ses vides se sont remplis de cendrées tombant des foyers des locomotives, de poussières de charbon, de déchets de ballast, de matières étrangères de toute nature.
Après avoir traversé le ballast, les eaux viennent au contact de la plateforme et s'écoulent vers les fossés d'assèchement à la faveur de la pente de 3 % donnée à la plateforme (fig. 1 et 2). En cas de besoin, on réalise un drainage de la plateforme elle-même.
Elasticité. - Celle-ci dérive de la mobilité relative des éléments constituant le ballast. Pour qu'elle soit bonne, il faut que les pierrailles soient de dimensions suffisamment grandes et qu'elles soient bien calibrées.
Le ballast doit conserver son élasticité et ne pas former sous les traverses une masse compacte, comprimée sous le poids des trains et ne « revenant » pas lorsque la charge a disparu.
Solidité. - Le ballast doit être assez dur pour résister aux chocs provoqués par les charges roulantes (broiement) et pour supporter l'action destructrice des outils de bourrage (émiettement). Un ballast tendre ou poreux se désagrège rapidement, il absorbe l'humidité qui retient les poussières et les corps étrangers. Toutes choses égales, le ballast pourra être d'autant plus fin qu'il sera plus dur.
Etant fixés sur les qualités que doit offrir le ballast, recherchons quels sont les matériaux qui les possèdent.
Parmi les produits naturels, nous rencontrons les pierres concassées, les graviers, le sable ; parmi les produits artificiels, les laitiers, les scories, les cendrées (d'usines ou de dépôts de locomotives).
Pierres concassées. - Leurs qualités et leurs défauts dérivent des caractères des roches dont elles sont extraites.
Les roches éruptives, compactes, massives, exemptes de porosité, non gélives et dépourvues de stratification ou de joints de clivage, résistent parfaitement aux agents atmosphériques (ex. porphyre, granit, basalte, gneiss, diorite).
Parmi les roches sédimentaires, seules celles de formations primaires, peuvent fournir des pierres suffisamment dures pour constituer un ballast de bonne qualité.
Elles sont sujettes à se fendre dans le sens de la stratification, néanmoins, les roches siliceuses (grès, quartzites) résistent bien aux altérations dues aux agents atmosphériques. Les roches calcaires s'altèrent par dissolution et par l'abondance des joints ; cependant, les calcaires durs peuvent donner un ballast de bonne qualité.
Les roches schisteuses, donnant de l'argile par altération, sont peu recommandables.
Le laitier se présente sous trois aspects : concassé, granulé ou fin.
a) Le laitier concassé provenant des crassiers des hauts-fourneaux peut généralement rivaliser avec les meilleurs ballasts.
Par suite des arêtes vives de ses éléments, il détériore les chaussures des agents qui circulent ou travaillent dans la voie.
Cependant, si le laitier contient de la chaux vive, il manifeste une tendance à se déliter. Quand il provient d'anciens crassiers, cet inconvénient n'est plus à craindre car si, à l'origine, il contenait de la chaux, celle-ci a eu le temps de s'éteindre.
Les laitiers concassés de production récente ne peuvent être ni vitreux, ni poreux, ni spongieux.
Le laitier concassé n'est pas très abondant parce qu'il est utilisé dans la fabrication des ciments, du béton, etc.
b) Le laitier granulé est obtenu en coulant le laitier dans l'eau froide à sa sortie du haut-fourneau.
Il faut éviter qu'il soit spongieux.
La laitier granulé est inférieur à la cendrée mais vaut mieux que le sable. A l'encontre de la cendrée, il ne favorise pas la végétation. Si on l'emploie sur les lignes secondaires, c'est en raison de son prix peu élevé.
c) Quant au laitier fin, qui est constitué de déchets de laitier concassé, il est peu recommandable. La marche sur le laitier fin est pénible et désagréable. Par ailleurs, le laitier fin conserve parfois des propriétés pouzzolaniques, il fait alors prise à la longue en formant des blocs durs semblables à des moellons, on le réserve généralement aux voies accessoires.
Le gravier. - Il se compose de cailloux roulés, préalablement calibrés au trommel et soumis au lavage. On peut aussi se servir de gravier concassé, mais celui-ci est peu utilisé parce que plus coûteux.
Le gravier doit être propre, c'est-à-dire exempt d'argile qui lui enlèverait sa grande perméabilité. Mais il peut contenir un peu de sable qui l'empêche d'être trop roulant.
Le gravier de carrière, extrait d'anciens lits de rivière, contient généralement de l'argile en assez forte proportion ; de ce chef, il est moins bon que le gravier de rivière qui en est exempt.
Par suite de la forme arrondie des galets, le bourrage d'un ballast de gravier est plus difficile.
Des essais faits en Allemagne ont démontré la supériorité des pierres cassées par rapport au gravier.
Le ballast de gravier, trop mobile, ne convient guère pour les lignes sur lesquelles circulent des trains rapides ou des trains remorqués par des locomotives à essieux fortement chargés (18 tonnes et plus).
Les cendrées. - Les cendrées d'usines et de locomotives ne constituent qu'un ballast médiocre mais assez employé sur les lignes à faible trafic et dans les voies secondaires des gares parce qu'on se le procure facilement et à bas prix. Le bourrage des cendrées se fait aussi avec facilité.
Malheureusement, la cendrée favorise la végétation (note 006), elle s'écrase sous l'action des charges roulantes, elle s'agglomère et perd ainsi à la fois sa perméabilité et son élasticité. Les cendrées d'usines utilisant le charbon pulvérisé doivent être rejetées parce que trop ténues.
Cependant, la cendrée est utilisée comme premier ballast sur les lignes neuves, même importantes, établies en remblai, soit sur toute l'épaisseur du ballast soit sur une grande partie de celui-ci.
Grâce à ce procédé, la ligne s'affaissant par le tassement des remblais, il est aisé de niveler la voie en replaçant des cendrées sous les traverses, alors que le relèvement d'un ballast de pierrailles est coûteux.
On économise ainsi le ballast qui, descendant avec le remblai ou pénétrant dans celui-ci, serait perdu.
Après un an ou deux, lorsque le tassement du remblai a cessé, on parachève la pose au moyen de ballast de pierrailles.
La cendrée est encore utilisée comme assise entre les terres argileuses et le ballast de pierrailles car elle empêche l'argile de refluer dans le ballast.
En Belgique, sur des lignes à faible trafic, on a, pour réduire les dépenses, mis à l'essai un ballast de cendrées de 20 centimètres d'épaisseur, surmonté d'une couche de gros ballast sur 10 centimètres d'épaisseur.
Le sable. - Généralement mêlé à des matières terreuses, le sable manque de perméabilité. Par suite de la petitesse de ses éléments, il est facilement entraîné par les eaux ou soulevé par le vent. Ces défauts le classent derrière les cendrées. On ne l'emploie guère que sur des lignes très secondaires et eu égard aux circonstances locales. En Belgique, on ne l'utilise pas comme ballast.
Lors de sa réception, le ballast, s'il s'agit d'un matériau nouveau, est soumis à des essais divers :
Lorsque la pierre est connue, on peut se contenter de vérifier le calibrage et la propreté.
Il apparaît que si l'on veut classer les matériaux de ballastage d'après leurs qualités, on peut, toutes choses égales, les ranger dans l'ordre suivant :
Le ballast, constituant le support commun des traverses, le choix à faire entre les qualités diverses a une très grande importance. Ce choix est conditionné par :
Les pays qui disposent de plusieurs espèces de ballast les emploient toutes en plus ou moins grande quantité, réservant les meilleures aux voies principales. En procédant de la sorte, on évite de donner un monopole à certains producteurs. En mettant les fournisseurs en concurrence, même si les qualités ne s'équivalent pas absolument, on arrive à un abattement des prix.
En Belgique, on emploie indifféremment le ballast concassé de porphyre, de grès, de calcaire dur et de laitier, en ayant égard aux ressources locales, aux prix en carrière et aux frais de transport.
Aux chemins de fer belges, les pierrailles et le laitier sont fournis normalement au calibre 40 X 60 mm (la longueur étant mesurée en diagonale).
Le ballast est calibré au trommel ou à la grille à secousses, le criblage à la fourche à la carrière étant interdit parce que laissant à désirer.
Lorsque la dimension dépasse 60 mm, le bourrage devient difficile.
Pour obtenir la perméabilité maximum, les dimensions doivent être aussi uniformes que possible, sinon les éléments les plus petits combleraient les vides laissés entre les plus gros. Cette uniformité donne de la compacité au ballast et favorise une répartition régulière des pressions sur la plateforme.
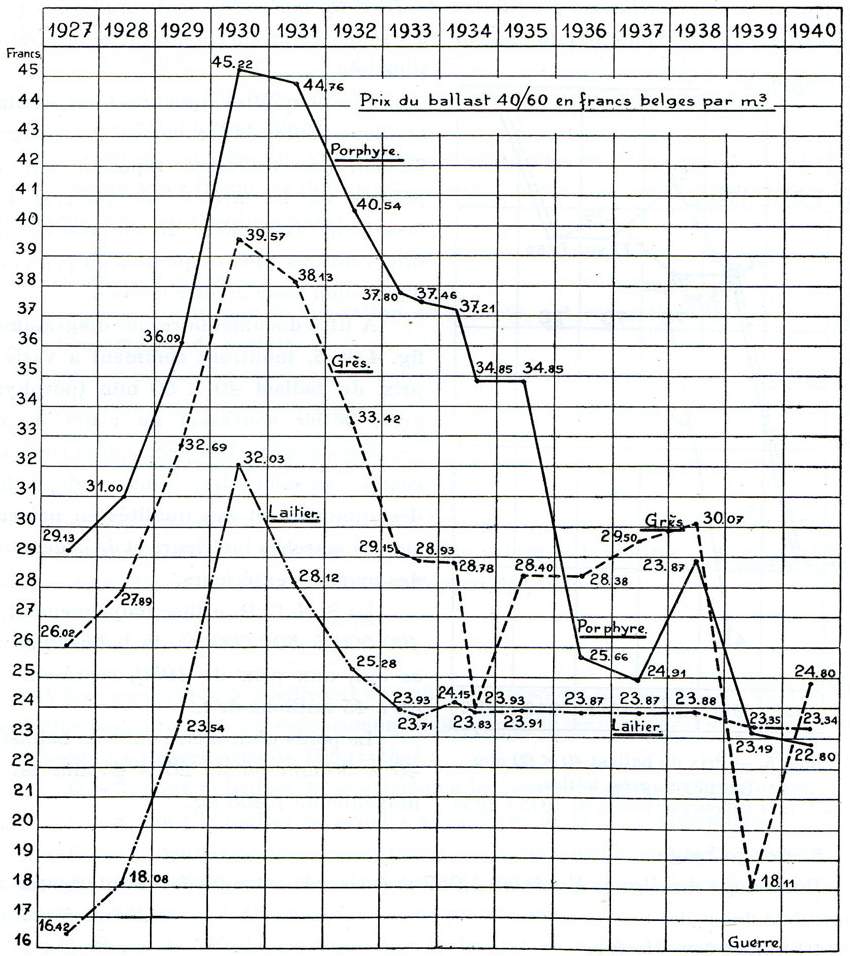
Fig. 4. - Prix du ballast 40 X 60 mm (porphyre, grès, laitier) en francs belges par m³, de 1927 à 1940.
Si le ballast 40 X 60 mm est le type normal, on emploie également du 10 X 50 mm, meilleur marché, mais de qualité inférieure. On l'utilise sur les lignes à faible circulation ainsi que dans les gares où les gros éléments fatiguent les agents des manœuvres (note 010).
Quant aux grenailles ou plaquettes de 10 X 25 mm, elles sont employées pour le nivellement des voies par le procédé du « soufflage mesuré » dont il sera question plus loin.
Les plaquettes procurent un contact meilleur contre les traverses. Avec le gros ballast, les traverses reposent sur les pointes ou les arêtes des pierres, d'où tassement irrégulier. Il en résulte des interventions plus fréquentes du personnel d'entretien pour niveler la voie.
A titre documentaire, les diagrammes, fig. 4 et 5, montrent comment a varié le prix du ballast 40 X 60 mm (porphyre, grès, laitier concassé) au cours de ces dernières années. Ces prix comportent des écarts considérables, ceux-ci dépendent des quantités et des qualités en présence sur les marchés intérieurs et de la demande des marchés extérieurs.
La S. N. C. B. utilise moyennement de 400.000 à 500.000 m³ de ballast par an, ce qui, aux prix de 1950, représente de 36 à 45 millions de f.
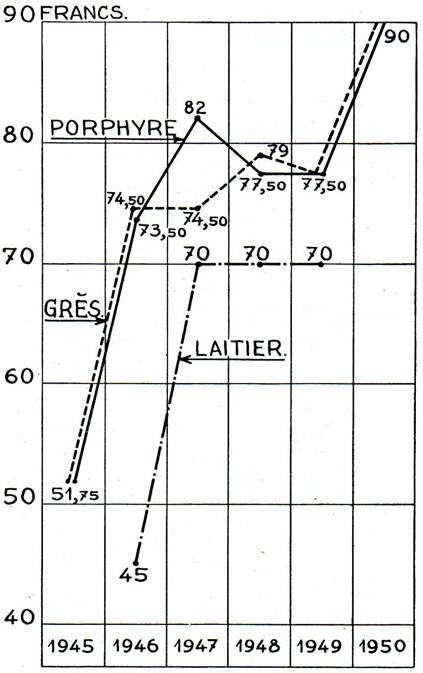
Fig. 5. - Prix du ballast 40 X 60 mm (porphyre, grès, laitier) en francs belges par tonne, de 1945 à 1950.
Le poids d'un mètre cube de ballast de 40 X 60 mm ou de 20 X 40 mm est en moyenne de 1.400 kg.
Ballastage des lignes à voie de 1,067 m (mesurée entre les faces intérieures des bourrelets des rails) :
1°) Ballast provisoire.
On emploie la terre ordinaire ou la terre sablonneuse que l'on trouve sur les à-côtés de la voie.
On utilise :
Le ballastage en limonite granuleuse se comporte bien. Cependant il exige des rechargements assez fréquents (tous les 2 ou 3 ans) lorsqu'il repose sur une plateforme sablonneuse et compressible (Kasaï).
Le ballast, constituant la fondation de la voie, est caractérisé par ce que l'on appelle le coefficient de ballast.
Si p est la pression exercée sur l'unité de surface du ballast,
l'enfoncement élastique correspondant y de la traverse sera d'autant plus faible que le ballast résistera mieux ; on peut écrire (fig. 6) :
dans laquelle C représente le coefficient de ballast.
Cette formule, dite de Winkler, exprime la valeur de la contre-pression du ballast sur l'unité de surface d'appui des traverses.
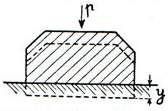
Fig. 6
Puisque ![]() , on peut dire encore que le coefficient de ballast correspond au nombre de kg par cm² nécessaire pour produire un enfoncement élastique de la traverse égal à un centimètre. D'après les expériences de Hautzschel :
, on peut dire encore que le coefficient de ballast correspond au nombre de kg par cm² nécessaire pour produire un enfoncement élastique de la traverse égal à un centimètre. D'après les expériences de Hautzschel :
C = 3, pour le ballast de gravier étendu directement sur la plateforme,
C = 8, pour le ballast de gravier sur couche de fond de pierrailles,
C = 18, pour le ballast de pierres cassées sur couche de fond de pierrailles.
Les chemins de fer japonais estiment que la valeur de C est égale à 5 pour une plateforme médiocre et à 13 pour une bonne plateforme.
L'hypothèse de Winkler admet que le ballast se comporte comme un corps élastique et, dans les limites des efforts ordinaires, uniformément élastique. Elle admet encore que toutes les caractéristiques du ballast et de l'assiette (terrain, bourrage, etc.) sont constantes pour toute la surface de l'appui de la traverse.
Bien entendu, comme le nom l'indique, la notion de coefficient de ballast s'applique à l'enfoncement de la traverse mesuré sur l'épaisseur du ballast proprement dit, celui-ci étant supposé reposant sur une plateforme fixe.
En d'autres termes, la mesure de la dénivellation de l'assise supérieure du ballast ne donne pas la valeur exacte de ce coefficient puisque cette dénivellation comprend également l'affaissement de la plateforme.
Les allemands disent plus justement : « Unterlageziffer » c.-à-d. « coefficient des couches inférieures » ou « coefficient de sous-sol ».
L'expérience montre, en effet, que lorsqu'une traverse déterminée s'affaisse sous la charge d'un essieu, le sous-sol descend en même temps que la traverse considérée, dans une moindre mesure souvent (note 012).
En outre, l'affaissement du sous-sol n'est pas limité à l'aplomb de la seule traverse chargée, cet affaissement s'étend aux traverses voisines, tout en s'affaiblissant, et cela, indépendamment de la charge que la raideur du rail reporte sur celles-ci.
Il s'ensuit que dans les hypothèses que l'on introduit lors du calcul du profil d'un rail, ce n'est pas la grandeur de l'affaissement absolu d'une traverse qu'il faut considérer mais bien la différence d'affaissement de deux traverses voisines c.-à-d. l'affaissement relatif de la traverse.
Le ballast en service se déprécie :
Pour conserver ou rendre au ballast ses qualités premières, il faut :
Le criblage se fait mécaniquement ou à la main, en lançant le ballast au travers de grilles métalliques. Il n'est rentable que si la proportion de bon ballast est encore suffisante.
Le bourrage est plus intense au point d'application de la charge, c'est-à-dire sous le rail et sur 40 cm à 50 cm de part et d'autre du rail (en Belgique : 40 cm).
Au delà, l'intensité va décroissant.
De cette façon, la flexion de la traverse au passage des trains se produit également sur toute la longueur et on évite son basculement ou sa rupture.
Le bourrage de la voie se vérifie par percussion, au moyen d'une canne en acier terminée par une boule également en acier. Le choc sur la traverse rend un son plein ou un son creux selon que le bourrage est suffisant ou non.
Le recouvrement des traverses présente l'avantage de soustraire les traverses et les patins des rails à l'action de la chaleur solaire ce qui, d'une part, peut réduire la dilatation et, partant, la contrainte (note 013) des rails de grande longueur et, d'autre part, est favorable à la conservation des traverses en bois. Comme nous le verrons plus loin, si la contrainte est admise actuellement pour les rails, il y a intérêt à la réduire dans la mesure du possible.
Le recouvrement a, par contre, l'inconvénient de rendre les attaches du rail aux traverses peu visibles et moins accessibles, d'où risque de relâchement des attaches.
Les attaches recouvertes se rouillent aussi plus rapidement.
Le recouvrement retarde encore l'assèchement des traverses mouillées. Il rend précaire l'isolement électrique des circuits de voie.
A l'heure actuelle, on attache la plus grande importance à la bonne fixation et à la conservation des attaches, c'est pourquoi on renonce généralement au recouvrement des traverses. On estime, par ailleurs, que la masse entière du ballast doit être employée là où son utilisation est la meilleure, c'est-à-dire sous les traverses, entre les traverses, ainsi que pour contrebuter les extrémités des traverses. Le ballast est un matériau coûteux et tout excédent représente une dépense inutile.
La végétation herbacée qui se développe plus ou moins rapidement dans le ballast en altère les qualités.
Les plantes, obstruant les intervalles du ballast, contrarient l'écoulement des eaux de pluie. Eu pourrissant, les plantes forment de l'humus qui favorise la végétation à la saison suivante.
La plateforme devient humide, les traverses finissent par danser dans la boue qui remonte à la surface du ballast.
On doit donc procéder périodiquement au désherbage.
Le désherhage manuel à la pelle ou à la rasette est coûteux ; il est imparfait car les racines restent dans le sol et repoussent après quelques semaines. Ces procédés réalisent d'ailleurs un éclaircissage qui fortifie les plantes qui restent.
Désherbeuses mécaniques. - Les désherbeuses mécaniques comportent essentiellement :
Leur vitesse de circulation est de 5 km/h.
Le coût du désherbage mécanique reviendrait à la moitié environ de ce que coûte le même travail fait à la main.
Le désherbage mécanique présente l'avantage d'ameublir le ballast en dehors des « moules » des traverses, sans déranger l'assiette de celles-ci.
A remarquer que dans les gares, à cause des obstacles (tringles, fils, lanternes, etc.), le désherbage se fait à la main ou chimiquement.
Signalons encore que, sur certains réseaux américains, on procède à la destruction des herbes au moyen de brûleurs.
Désherhage chimique. - Actuellement, on a de plus en plus recours au désherbage chimique par arrosage au moyen d'un liquide caustique, le plus souvent une solution de chlorate de soude. L'agent destructeur est l'oxygène naissant mis en liberté par le chlorate et qui oxyde la matière organique de la plante.
Après un arrosage, on constate généralement que toute trace de végétation a disparu, tout au moins en ce qui concerne les plantes annuelles. Il ne reste que quelques plantes vivaces (prêles, liserons, orties et tussilages) pour lesquelles un second arrosage est nécessaire.
On choisit le printemps pour le premier arrosage, donc d'avril à mai, en commençant, bien entendu, par les régions où la végétation est le plus précoce. Le cas échéant, on procède au second arrosage quelques semaines après. Il est à remarquer que le chlorate doit agir sur les racines et que, si les plantes sont montées en graines, celles-ci ne sont pas détruites par le liquide herbicide.
Les groupes désherbeurs sont conçus de manière que le mélange herbicide puisse être répandu uniformément, quels que soient la vitesse de circulation du groupe, le niveau du liquide dans la citerne et le profil en long de la ligne.
Le groupe peut être accroché à un train de voyageurs ou de marchandises, mais le plus souvent on se sert d'un train spécial.
Il est possible de proportionner le dosage ou le débit à l'importance des herbes à détruire.
Enfin, au fur et à mesure que le degré de stérilité du ballast augmente, certaines parties de lignes peuvent n'être arrosées qu'une fois par an.
Un groupe désherbeur avec citerne de 40 m³ permet d'arroser 100 kilomètres de voie simple sans réapprovisionnement et de couvrir 200 kilomètres de voie simple par journée de 8 heures.
Le succès de l'opération dépend non seulement de la concentration de la solution, mais aussi de l'époque du traitement, de la pulvérisation du liquide, de la nature du sol et surtout du plus ou moins d'abondance des pluies qui peuvent tomber dans la période qui suit l'arrosage.
Il ne faut jamais procéder au désherbage :
Quant à la résistance des herbes, elle est fonction de leur nature, de leur âge et de la puissance de leur système radiculaire. A remarquer que la germination des plantes s'étend sur plusieurs semaines et comme il faut détruire les dernières graines qui ont germé, on comprend qu'il puisse y avoir utilité à procéder à un deuxième arrosage, indépendamment de la résistance plus ou moins grande des herbes.
A l'époque de son introduction à la S. N. C. B., en 1929, le désherbage à la main revenait à 13 centimes le m² dans la cendrée et à 25 centimes dans le ballast dur ; le désherbage chimique ne coûtait que 8 centimes, quel que fût le ballast et pour deux arrosages.
En Allemagne, en 1927, on désherba au chlorate de soude 15.000 kilomètres de voie. La dépense, y compris l'eau, la locomotive et le personnel, fut de 50 RM. par kilomètre de voie, tandis que le désherbage à la main coûtait 140 RM. Il y a donc une économie de ![]() (note 015)
(note 015)
Le chlorate de soude présente l'inconvénient sérieux d'exploser très facilement sous un choc ou par friction et, une fois enflammé, d'activer singulièrement la combustion des matières organiques avec lesquelles il se trouve en contact.
En Belgique, on ajoute au chlorate de sonde un peu de carbonate de soude, afin d'atténuer le danger d'incendie (note 016).
On admet qu'il faut 15 grammes de chlorate par m² à chaque arrosage (150 kg par hectare).
On s'accorde à reconnaître que le traitement chimique est la meilleure méthode d'élimination des herbes dans les voies : il est rapide, économique et efficace. Il maintient une voie propre pendant plus longtemps que les autres procédés.
Depuis un certain temps, on oriente les recherches vers l'emploi d'huiles d'antracène ou de pétrole qui, répandues en émulsion, procureraient une stérilisation du sol plus durable et coûteraient moins cher.
Remarque. - Pour rendre plus efficaces les arrosages herbicides, il conviendrait de chercher à réduire le développement de la végétation herbacée aux abords des voies ferrées, notamment sur les talus. La présence sur ceux-ci d'une végétation ligneuse (acacias, genêts, etc.) constituerait, dans une certaine mesure, un obstacle à la croissance des végétaux herbacés. Ceux-ci produisent généralement des graines en abondance qui se répandent sur la voie ferrée à un moment où la stérilisation de celle-ci est déjà atténuée par les pluies du fait de la grande solubilité du chlorate et, dès lors, peuvent y germer en quantité suffisante pour provoquer un nouvel envahissement de la voie par la végétation.
Enfin, d'aucuns préconisent de traiter les abords des voies ferrées et les excédents d'emprise, dépôts de cendrées, terrains plus ou moins à l'abandon, par des sulfocyanures qui, plus sûrement que le chlorate, tueraient les plantes vivaces. Il faut alors nécessairement veiller à ce que les terrains voisins ne soient pas éclaboussés de sulfocyanure parce qu'il en résulterait du danger pour le bétail.
Le rôle des traverses est de maintenir les rails à l'écartement normal et de répartir la charge que les rails reçoivent des essieux sur une étendue suffisante de ballast pour ne pas dépasser une certaine charge unitaire.
Sous quelles conditions les traverses rempliront-elles convenablement cet office ?
C'est à la fois une question de surface et une question de résistance.
Il faut :
Il convient encore :
En ce qui concerne la longueur des traverses remarquons que l'écartement des rails (points d'application de la charge) étant invariable,
On rencontre, à l'heure actuelle, trois types de traverses :
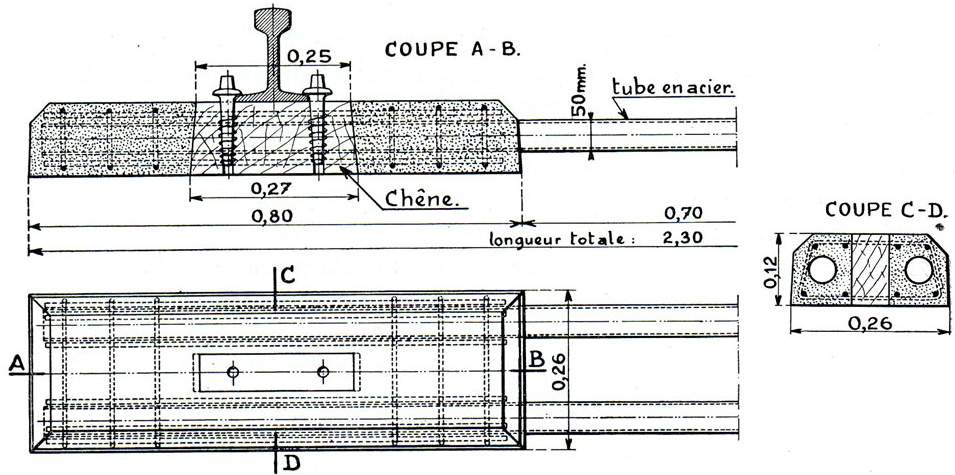
A la S. N. C. B., les traverses en bois mesurent 2,60 m de longueur sur 28 cm de largeur à la base et 14 cm d'épaisseur.
En Allemagne, 2,70 m x 26 cm x 16 cm.
En France, 2,50 m à 2,70 m x 20 à 30 cm x 12 à 15 cm.
La surface d'appui d'une traverse ordinaire de 2,60 m x 0,28 étant de 7.280 cm², la pression statique sur le ballast, supposée uniformément répartie serait, dans le cas d'un essieu de locomotive chargé de 24 tonnes (note 018), de ![]() . Mais si l'on tient compte de ce que la traverse n'est bourrée que sur ± 45 cm de part et d'autre du rail, cette pression statique sur le ballast devient :
. Mais si l'on tient compte de ce que la traverse n'est bourrée que sur ± 45 cm de part et d'autre du rail, cette pression statique sur le ballast devient :
![]() (ballast).
(ballast).
Si le bourrage n'existe que sur 40 cm, cette pression monte à 5 kg/cm².
Quelle est, pour cette charge de 24 tonnes par essieu, la pression statique unitaire sur la plate-forme AB (fig. 7) au moment où les deux roues passent au milieu de la traverse ?
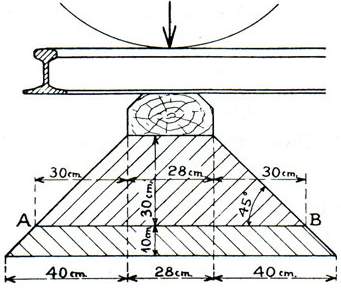
Fig. 7
Considérons une traverse isolée de 2,60 m X 0,28 m posant sur son moule de ballast de 30 cm de hauteur.
L'angle d'éboulement naturel du ballast étant estimé à 45°, nous nous placerons dans des conditions peut-être un peu trop favorables, si nous estimons que la transmission de la charge se fait aussi dans la limite de cet angle. Dans ces conditions, la largeur de l'appui AB sera de 0,88 m, la longueur CD (fig. 8) de 2 X (± 1,50 m) = ± 3 m, la surface de transmission à la plateforme sera de 2,64 m², soit une charge unitaire de :
![]() (Plateforme).
(Plateforme).
Or, un terrain de qualité médiocre peut déjà supporter 1 kg/cm², le sable 2 kg/cm², les terres de 3 à 4 kg/cm².
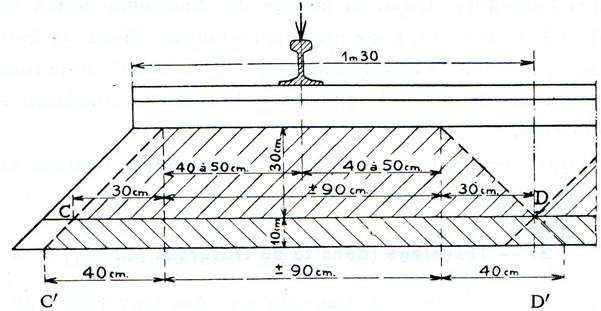
Fig. 8
Si la charge par essieu était plus élevée ou le sol plus mauvais, une augmentation de l'épaisseur du ballast résoudrait la question. Ainsi, un ballast de 0,40 m d'épaisseur (fig. 7) fournirait une surface d'appui de 1,08 m x 3,20 m (note 019_1) = 3,4560 m² de sorte qu'avec une charge de 30 tonnes par essieu, par exemple, la charge unitaire serait ![]() sensiblement identique à la précédente.
sensiblement identique à la précédente.
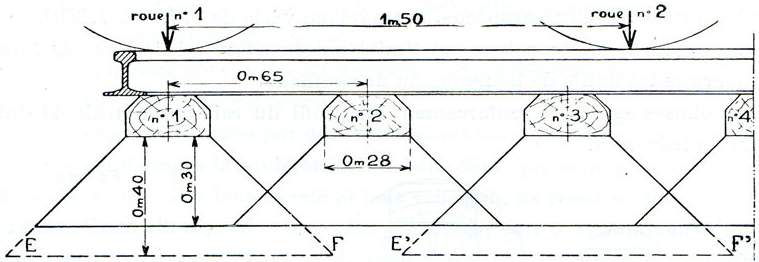
Fig. 9
Mais le problème ainsi considéré n'est pas tout à fait exactement posé car il faut l'étendre au cas de plusieurs traverses voisines (fig. 9).
La distance minimum entre deux essieux est de 1,50 m, l'écartement courant d'axe en axe des traverses est de 0,65 m, voire 0,60 m sur les voies très chargées (note 019_2).
Nous négligeons la raideur du rail c'est-à-dire la solidarité des traverses.
La figure 9 montre que les moules interfèrent déjà avec 0,30 m d'épaisseur. Si donc, la traverse n° 2 était chargée en son milieu comme la traverse n° 1, l'augmentation de l'épaisseur du ballast ne modifierait pas les conditions de sollicitation et n'aurait pour effet que d'augmenter l'élasticité du ballast.
En fait, dans l'exemple choisi, la charge du deuxième essieu porte entre les traverses n° 3 et n° 4 et, dès lors, pour une épaisseur de 40 cm de ballast, la charge sur la 1re traverse se transmet en profondeur sur l'étendue EF de la plateforme.
Remarquons qu'une trop grande épaisseur de ballast retarderait sans utilité la stabilisation de la voie.
Dans tout ce qui précède, nous n'avons envisagé que les charges statiques, nous parlerons des efforts dynamiques dans la 3me partie, chap. II.
Nous avons dit que l'écartement d'axe en axe des traverses était de l'ordre de 0,65 m. Cependant, à la S. N. C. B., ce sont des considérations de vitesse qui, en raison de l'impact, définissent le travelage à adopter en voies principales :
Sur les autres réseaux européens, le travelage varie de 1.400 à 1.600.
Le resserrement du travelage est limité par la nécessité de pouvoir introduire dans l'intervalle les outils de bourrage ou de soufflage.
Toutes choses égales, le renforcement du profil du rail permettrait de diminuer le nombre de traverses.
 |
 |
 |
| Fig. 10 Rondin |
Fig. 11 | Fig. 12 Grume |
Les profils usuels sont :
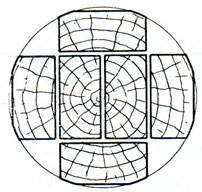
1°) la section semi-ronde (fig. 10) provenant de rondins sciés en deux suivant l'axe longitudinal ;
2°) la section rectangulaire ou traverse plate (fig. 11) provenant ou bien de grumes équarries sciées en deux ou en quatre suivant la longueur, voire en un plus grand nombre de traverses si les dimensions transversales de la poutre équarrie le permettent (fig. 12) ou bien encore de rondins auxquels on a enlevé une dosse inférieure, une dosse supérieure et deux dosses latérales.
Avec la section semi-circulaire, il faut entailler davantage le bois pour que la surface d'appui du patin du rail soit en rapport avec la charge des essieux les plus lourds (fig. 13). Comme l'épaisseur doit néanmoins être suffisante pour permettre ultérieurement un certain nombre de resabotages, la traverse semi-ronde devra, toutes choses égales, avoir une hauteur totale plus grande qu'une traverse rectangulaire.
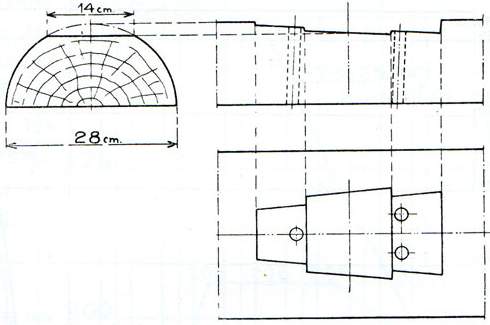
Fig. 13 à 15. - Sabotage de la traverse.
Quant à la section rectangulaire, elle doit, à base égale, être extraite de troncs d'arbres de plus grand diamètre, d'où l'emploi de bois de meilleure qualité.
Le choix des essences est conditionné :
Pour des voies parcourues par des trains nombreux, rapides ou à essieux lourdement chargés, on donnera la préférence aux bois durs qui sont plus résistants mais qui coûtent plus cher. Par leur dureté et leur cohésion, ils résistent mieux aux efforts verticaux qui tendent soit à rompre les traverses, soit à endommager la surface d'appui des rails ; de même, ils résistent mieux aux efforts horizontaux qui tendent à ébranler les attaches.
Les essences tendres, à bon marché, seront réservées aux voies secondaires sur lesquelles ne circulent que des trains peu fréquents, de vitesse réduite ou à faible charge par essieu ; la modicité des recettes de ces lignes ayant pour corollaire obligé une exploitation très économique.
Cependant, les raisons de densité de trafic et d'économie pourront parfois fléchir devant les difficultés d'approvisionnement, quitte à recourir à un renouvellement plus fréquent. Mais dans ce cas, dans l'établissement du prix de revient, il faudra tenir compte de la dépense de main d'œuvre (poses et déposes de la voie).
Certains spécialistes estiment que dans les voies bien établies et bien entretenues, c'est-à-dire là où l'on a le souci constant du bon conditionnement des attaches et où l'on remédie aux défauts éventuels du bourrage, la mise hors service des traverses résulte moins de leur destruction mécanique que de la consomption du bois, au bout de 20 à 25 ans, sous l'effet des intempéries.
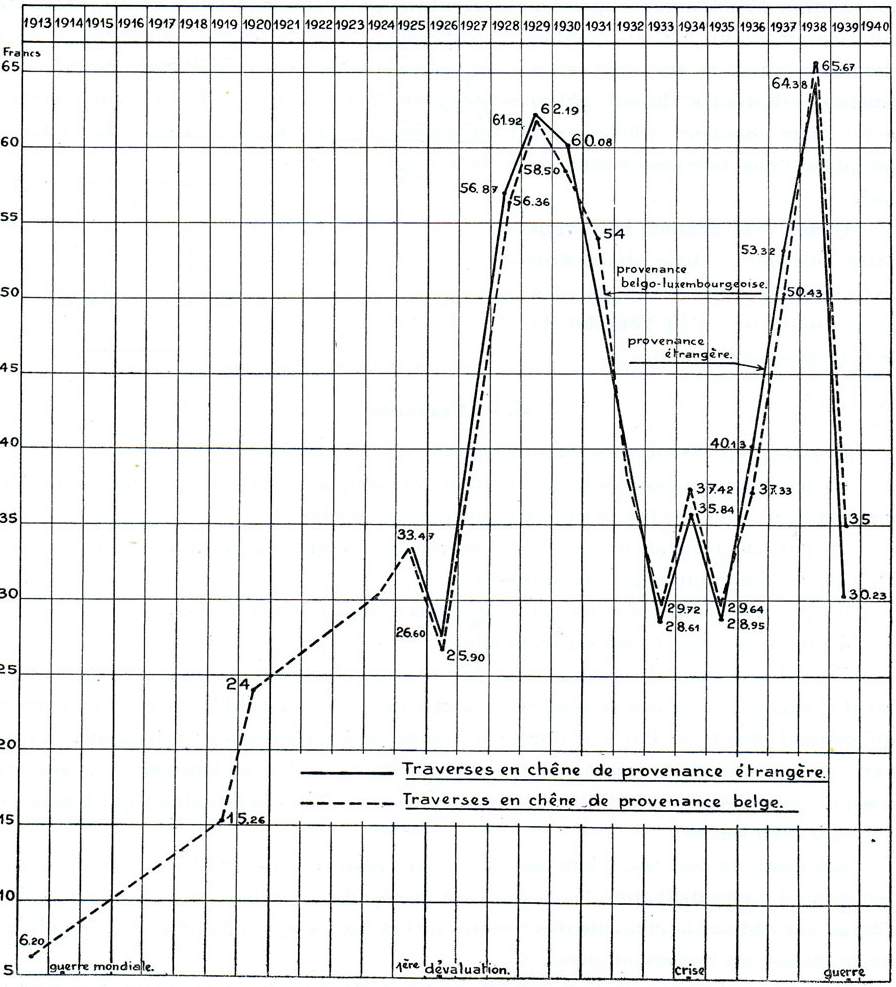
Fig. 16. - Prix payés par les chemins de fer belges pour les traverses en bois de 1913 à 1940.
Parmi les bois durs, le chêne et le hêtre sont les plus employés ; parmi les essences tendres, le sapin, le pin et le mélèze.
En Belgique, en ce qui concerne les traverses en bois, on n'emploie en principe que des traverses en chêne. Celles-ci, avant la dernière guerre, provenaient pour les trois quarts environ de France, de Pologne et de Yougoslavie. Pour le surplus, les chemins de fer belges emploient toutes les pièces que les forêts du pays peuvent leur fournir, mais la production indigène en traverses ne dépasse pas 150.000 pièces par an et, encore, ce chiffre comprend-il 25 % environ de traverses en hêtre.
Lors de la réception des traverses, les cahiers des charges précisent les qualités que les bois doivent présenter, les défauts dont ils doivent être exempts ainsi que les tolérances admises.
A titre documentaire, les diagrammes, fig. 16 et 17, donnent une idée de la variation des prix payés par les chemins de fer belges pour les traverses en bois. On constate que ces prix varient du simple au double selon qu'il y a pléthore ou insuffisance de traverses sur les marchés intérieur et extérieur.
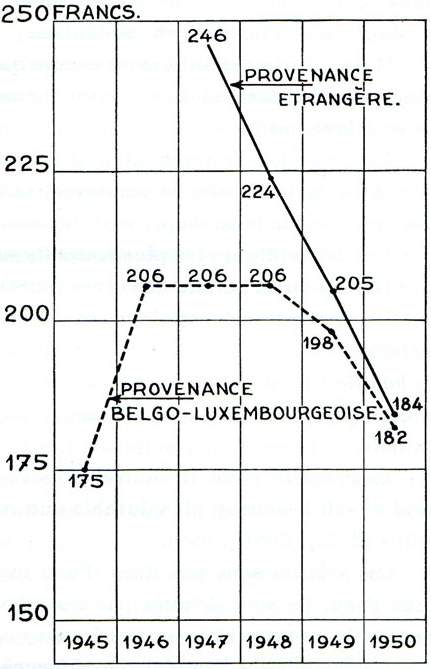
Fig. 17. - Prix payés par la S. N. C. B. pour les traverses en bois de 1943 à 1930.
L'étude de cette opération relevant de la Chimie Industrielle, nous résumerons simplement la question aux considérations suivantes :
La pourriture du bois est due essentiellement à l'action de champignons qui se nourrissent des tissus ligneux et les détruisent.
Or, pour vivre et se développer, ces parasites du bois demandent une température favorable et certaines quantités d'air, d'humidité et de nourriture. Pour rendre les bois imputrescibles, il faut donc supprimer l'une des quatre conditions nécessaires à la croissance des champignons.
Pour les traverses, partiellement enfouies dans le ballast et exposées aux intempéries, il n'est pas possible d'empêcher la pourriture en agissant sur l'air ou sur la température ou sur l'humidité ; il ne reste qu'à chercher à empoisonner la nourriture. Dans ce but, on imprègne les traverses d'un produit chimique qui fait du bois un produit toxique pour les champignons.
Mais il faut nécessairement encore que la matière injectée dans le bois puisse y pénétrer assez facilement et qu'en même temps, cette matière ne se volatilise pas et ne se délaye pas.
Les procédés d'imprégnation des traverses diffèrent les uns des autres, soit par la nature de la substance employée, soit par les moyens mis en œuvre pour la faire pénétrer dans le bois.
Les antiseptiques les plus courants sont : la créosote, les solutions de chlorure de zinc (ZnCl2) ou de sulfate de cuivre (CuSO4).
La créosote est certainement le plus efficace, mais elle coûte cher. C'est un mélange d'huiles lourdes provenant de la distillation, entre 200° et 355°, du goudron de houille (note 024). Son poids spécifique varie de 1 à 1,1. On ne doit pas la confondre avec la créosote pure, employée en médecine, celle-ci étant un produit de la distillation du bois.
La créosote étant insoluble dans l'eau, il se conçoit que l'imprégnation par ce produit soit beaucoup plus durable que celle résultant de l'emploi des antiseptiques salins (ZnCl2, CuSO4, etc.).
Ces sels ne sont pas fixés d'une manière indélébile par le bois. Étant solubles dans l'eau, ils sont délavés par les eaux de pluie et, au bout d'un certain temps, perdent leurs propriétés protectrices.
L'économie de l'emploi du chlorure de zinc dépend beaucoup des conditions climatériques. Il prolonge efficacement la durée de service des traverses dans les climats secs, mais dans les régions où les pluies sont abondantes et l'atmosphère humide, le traitement au chlorure est influencé défavorablement par l'action de l'eau.
Dans les traverses traitées au chlorure de zinc, on remarque ordinairement une roussissure de la fibre, roussissure qui varie avec les différentes espèces de bois. Les traverses présentent alors une apparence de dessèchement et, avec le temps, les couches concentriques annuelles se séparent et les fibres de chaque couche se disloquent. Il en résulte que la durée de résistance de la traverse aux agents mécaniques diminue et que l'antiseptique est délavé plus rapidement.
La créosote présente, au contraire, une aptitude à lier les fibres qui est d'autant plus grande que la teneur en matière résineuse est plus forte.
Certains spécialistes estiment qu'une quantité de 50 grammes seulement de créosote injectée par décimètre cube suffit pour garantir la toxicité du bois. Généralement, selon l'essence, ce taux est dépassé (on atteint souvent de 80 à 100 grammes). L'excédent au-delà de 50 grammes est d'abord un facteur de sécurité mais sert, en second lieu, de moyen pour agglutiner les fibres (note 025).
En ce qui concerne le sulfate de cuivre, on a constaté, pour le surplus, que les traverses imprégnées de ce produit, pourrissaient très rapidement au contact des attaches ; c'est là évidemment un défaut grave, l'attache étant le point sensible de la résistance de la voie.
Les traverses doivent être extraites de bois contenant le moins de sève possible, par conséquent, de bois abattus en hiver (du début d'octobre à fin février).
L'écorçage et le débitage en traverses doivent suivre de près l'abattage pour que la sève ne soit pas coagulée, ce qui obstruerait les canaux du bois et rendrait plus difficile la pénétration ultérieure de l'antiseptique.
Les traverses fraîchement débitées contiennent une certaine quantité d'eau, or, pour obtenir une bonne imprégnation, il ne peut y rester que 30 % d'eau. Les traverses doivent donc préalablement être séchées. Pour atteindre ce degré de siccité, elles doivent, après écorçage éventuel, séjourner à l'air, en piles ouvertes (c'est-à-dire présentant des vides permettant la circulation de l'air entre les pièces). Le chêne doit ainsi sécher pendant six mois et le hêtre pendant un an.
Le hêtre est beaucoup plus délicat que le chêne du point de vue de sa conservation, c'est le bois qui se décompose le plus facilement. A la S. N. C. B., c'est à Ostende que les traverses en hêtre sont entreposées. Là, sous l'influence des vents, du soleil et de l'air salin de la mer, les traverses se conservent et se sèchent très bien pendant la période d'un an préalable à l'imprégnation.
Les chantiers de séchage à l'air doivent être orientés de façon à tirer le meilleur parti des vents dominants.
On peut accélérer la dessication en abritant les pièces sous des hangars énergiquement ventilés.
La dessication des traverses est plus prompte si elles proviennent d'arbres qui, après abattage et écorçage, ont été flottés. En peu de temps, l'eau remplace la sève et, après le retrait des arbres de l'eau, la dessication s'opère rapidement en plein air.
Du fait que la partie extérieure de la traverse sèche plus vite que les couches intérieures, les traverses ont une tendance à se gercer pendant le séchage, c'est-à-dire à se fendiller dans le sens rayonnant.
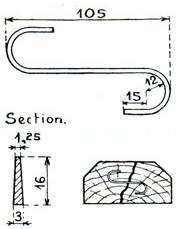
Fig. 18 à 20
Préalablement à la pose et pour parer à un fendillement excessif, on place des esses en travers des amorces des fentes qui se produisent aux abouts des traverses. Ces esses sont constituées d'une bande de tôle de section rectangulaire en acier (de 3 mm d'épaisseur et de 16 mm de largeur) et repliées en forme d'S (avec une longueur totale 10 à 15 cm) (fig. 18 à 20).
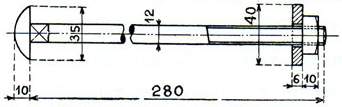
Fig. 21
L'esse, chassée de force au marteau dans l'about de la traverse au travers de la fente naissante, s'oppose à l'élargissement de celle-ci.
Quand les fentes s'amplifient, on boulonne l'about de la traverse (fig. 21). A 10 cm de l'about, on fore un trou de 14 mm de diamètre perpendiculairement à l'axe longitudinal, on y passe un boulon de 12 mm de diamètre et de 28 à 30 cm de longueur.
Dans le cas des traverses très fendues, on prend soin, pendant le serrage de l'écrou du boulon, de maintenir les lèvres de la fente fermées au moyen d'un serre-joint.
Le hêtre présentant une grande propension à se fendre, on prend la précaution aux chemins de fer belges, de boulonner aux deux bouts toutes les traverses en hêtre avant l'empilage.
Après pose, les fentes qui se produisent facilitent l'introduction de l'air, de l'eau, des poussières et des matières terreuses et, par suite, le développement des champignons destructeurs du bois.
Lorsque les fentes se présentent au droit des tirefonds de fixation du rail à la traverse, elles rendent inopérant le resserrage périodique de ces attaches.
Frettage. - Aujourd'hui, par suite de la rareté des traverses en bois et de leur prix élevé, on cherche à prolonger leur vie par le frettage.
Les frettes sont en acier doux de 10 x 4 mm de section ou en feuillard galvanisé de 25 x 1 mm ou encore en fil de fer galvanisé de 4,4 mm de diamètre.
Le frettage est effectué soit sur place dans la voie, soit dans les chantiers de régénération des traverses. La fente est d'abord fermée à la presse et la frette est ensuite placée au moyen d'un tendeur approprié.
Le frettage, très répandu en France, s'est révélé si efficace que, pour prévenir la formation des fentes, la S. N. C. F. envisage même de l'appliquer systématiquement à toutes les traverses neuves au moment de leur façonnage.
Remarque concernant le chêne. - Certains réseaux emploient le chêne sans préparation antiseptique. Ils l'utilisent alors sous forme de traverses parallélipipédiques. Dans ce cas, le bois doit absolument être exempt de cœur et d'aubier.
Les traverses demi-rondes subissent l'imprégnation et alors l'aubier est conservé ; c'est lui qui est surtout pénétré par l'antiseptique ; le bois parfait, d'un tissu très serré, ne reçoit qu'une quantité beaucoup moindre d'antiseptique.
Après séchage, les traverses sont sabotées et forées.
Le sabotage, c'est la formation de l'entaille (inclinée au 1/20 ou horizontale) qui doit recevoir le patin du rail ou la selle métallique intercalaire (fig. 13 à 15).
Le sabotage est pratiqué à la machine automatique, soit par scies verticales, limitant les parois de l'entaille, et couteaux horizontaux, exécutant l'entaille en profondeur, soit par couteaux verticaux formant toupie.
Sur le même bâti de machine, les traverses sont amenées (par chaîne sans fin et taquets d'entraînement) sous les foreuses électriques. Là, on perce à la machine automatique 4 ou 6 ou 8 trous (verticaux ou inclinés au 1/20, cylindriques ou tronconiques) dans lesquels seront vissés les tirefonds de fixation du patin du rail et de la selle métallique à la traverse au moment de la pose de la voie.
Le perçage à la main a une tendance à donner un trou oval ou agrandi ; le perçage mécanique remédie complètement à cet inconvénient. Le temps nécessaire est de 2 à 3 secondes par trou.
Le sabotage et le forage, pratiqués avant l'imprégnation, évitent la destruction de la protection constituée par le préservatif. Par ailleurs, cette double opération améliore le traitement chimique puisqu'elle facilite l'entrée de l'antiseptique dans le bois.
Un dispositif d'évacuation automatique amène les traverses, ainsi préparées, sur des wagonnets qui sont tirés avec leur plein chargement par cabestan électrique dans les cylindres où s'effectue l'imprégnation.
Tous les procédés efficaces se rattachent au traitement des traverses dans un cylindre fermé en vue de refouler sous pression l'antiseptique dans le bois.
Les procédés sous pression ont pour objet essentiel :
Les traitements sous pression peuvent se ranger en deux catégories :
a) Le procédé de la cellule pleine qui tend à remplir les vides intercellulaires du bois aussi complètement que possible avec l'antiseptique.
Lorsque l'antiseptique utilisé est la créosote, la méthode est connue sous le nom de procédé Bethell (note 028_1).
Lorsqu'on emploie le chlorure de zinc, c'est le procédé Burnet.
Enfin, lorsqu'on a recours à un mélange de créosote et de chlorure de zinc, c'est le procédé Rütgers.
b) Le procédé de la cellule vide par lequel on réalise de même une pénétration aussi complète que possible mais avec l'emploi d'une quantité minimum d'antiseptique. Le procédé courant est le système Rüping avec l'emploi de créosote (note 028_2).
1re phase. - Les traverses sont introduites dans le cylindre dans lequel on fait le vide (schéma fig. 22).
2me phase. - Sans rompre le vide, on remplit complètement le cylindre du liquide antiseptique.
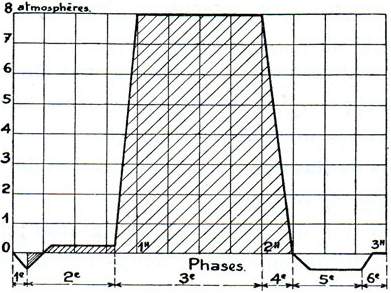
Fig. 22. - Traitement à «cellules pleines». Procédé Bethell.
Le vide préalable (1re phase), outre qu'il accélère l'entrée du liquide dans le cylindre, permet de le refouler dans le bois plus rapidement et avec une pression moindre que lorsqu'il faut que l'antiseptique déplace ou comprime l'air renfermé dans le bois.
3me phase. - Une fois le cylindre plein, une quantité supplémentaire d'antiseptique est refoulée dans le cylindre par une pompe foulante ou par air comprimé et la pression est poussée progressivement jusqu'à 8 à 12 kg par cm² selon la nature du bois, de manière à faire entrer la créosote jusqu'au refus dans les vaisseaux.
4me phase. - On diminue ensuite la pression et on extrait ce qui reste de liquide dans le cylindre.
5me phase. - On fait de nouveau le vide pour enlever ce qui reste d'antiseptique et aussi pour pouvoir retirer les traverses du cylindre le plus tôt possible.
6me phase. - On peut enfin réintroduire l'air, ouvrir le cylindre et retirer les traverses.
La durée totale du traitement est d'environ 3 heures.
La caractéristique du procédé est donc de produire préalablement le vide dans les cellules, puis de « remplir » celles-ci de créosote au moyen de la pression, d'où le nom de « cellules pleines ».
Les parties hachurées du diagramme représentent les périodes pendant lesquelles les traverses sont plongées dans la créosote.
Ici, on ne procède pas à un vide préliminaire. Dans ces conditions, pour pénétrer dans le bois, le liquide antiseptique doit déplacer et, dans une certaine mesure, comprimer l'air contenu dans le bois.
1re phase. - Les traverses étant introduites dans les cylindres (note 029) au lieu donc de faire le vide, on retarde l'entrée du liquide antiseptique dans le bois en soumettant les traverses à une pression d'air initiale P variant avec la nature du bois à imprégner, de 3 1/2 à 5,3 kg par cm².
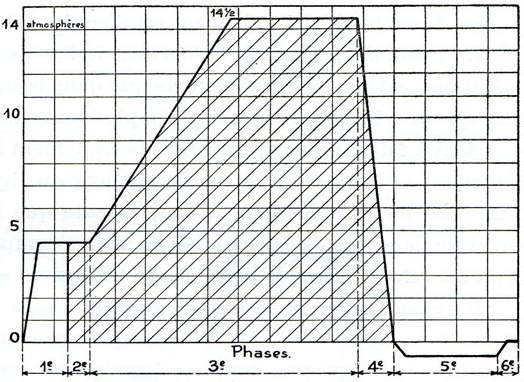
Fig. 23. - Traitement à «cellules vides».
Procédé Rüping.
Cette pression a pour but de faire ouvrir les canaux et cellules du bois et de les remplir d'air comprimé à la pression P.
2me phase. - Cette pression étant maintenue, on refoule dans le cylindre la créosote dont la fluidité a été rendue aussi grande que possible par un chauffage préalable prolongé (80° pour le chêne, 90° pour le hêtre), fluidité que l'on maintient par un courant de vapeur traversant des serpentins installés dans les cylindres.
3me phase. - On comprime ensuite la créosote à une pression qui doit être égale au moins à 2P (mais qui atteint 14 1/2 atmosphères à la S.N.C.B.). Dans cette phase, l'air qui remplit les canaux du bois y est fortement comprimé, son volume est considérablement réduit et la créosote pénètre dans ces canaux.
La pression 2 P est maintenue assez longtemps pour assurer une pénétration complète de la créosote dans le bois.
4me phase. - On vide le cylindre de la créosote qu'il contient, puis on le met en communication avec l'atmosphère.
Alors l'air qui était comprimé dans les cellules du bois se détend et en chasse la créosote mais en laissant les parois des cellules enduites d'une couche de créosote.
5me phase. - L'on active l'exsudation de la créosote par l'action du vide, action qui est prolongée plus ou moins selon la dose d'antiseptique que l'on désire laisser dans le bois.
6me phase. - On réadmet l'air, on ouvre le cylindre et on retire les traverses.
La durée totale du traitement est d'environ 4 heures.
En résumé, on constate qu'après remplissage du cylindre (2me phase), le cycle des opérations est à peu près le même que dans le traitement à cellules pleines (Bethell) sauf que le vide final est maintenu plus longtemps. Cependant les résultats obtenus sont tout à fait différents, car, dans le traitement à cellules vides (Rüping), lors de la réduction de la pression et de la vidange du liquide (4me phase), l'air qui avait été comprimé dans le bois se détend, détente que le vide final accentue encore, l'air renfermé dans le bois est expulsé en même temps qu'une partie de la créosote qui avait été refoulée dans le bois dans le traitement sous pression.
Il s'ensuit qu'on badigeonne en quelque sorte de créosote les parois des cellules et des canaux du bois, sans y laisser, comme dans le procédé Bethell, une grande quantité d'antiseptique, tout en imprégnant complètement toutes les parties perméables du bois. Il en résulte une économie de 25 à 40 % de créosote en comparaison avec le procédé « Bethell».
A la S. N. C. B., aussi longtemps que les traverses furent créosotées par le procédé « Bethell », on constatait qu'au bout de quelque temps, une grande partie de la créosote s'écoulait dans le ballast.
Les réservoirs d'où l'antiseptique est refoulé dans les cylindres sont pourvus d'indicateurs de jauge ou sont montés sur des bascules de sorte que des lectures directes sur les fléaux de celles-ci accusent la quantité d'antiseptique absorbée et les progrès du traitement.
A titre de contrôle, on peut peser les traverses immédiatement avant et après le traitement et déterminer par cette double pesée le poids exact d'antiseptique retenu dans le bois.
On prélève sur les traverses imprégnées des « carottes » de 4 mm de diamètre sur 14 cm de longueur qui permettent d'apprécier comment le traitement a opéré en profondeur.
Les chiffres ci-dessous, qui résultent de la pratique courante de la S. N. C. B. dans ses chantiers de créosotage de Wondelgem (Gand), traduisent excellemment l'économie du système Rüping. A noter que le prix de la créosote varie selon les conditions du marché, de 0,40 à 1,30 fr le kg et que près d'un million de traverses sont créosotées par année.
| Quantité de créosote employée par traverse | |||
| en chêne | en hêtre | ||
| Bethell | Rüping | Bethell | Rüping |
| 6 1/2 kg | 4 kg | 20 à 22 kg | 12 à 15 kg |
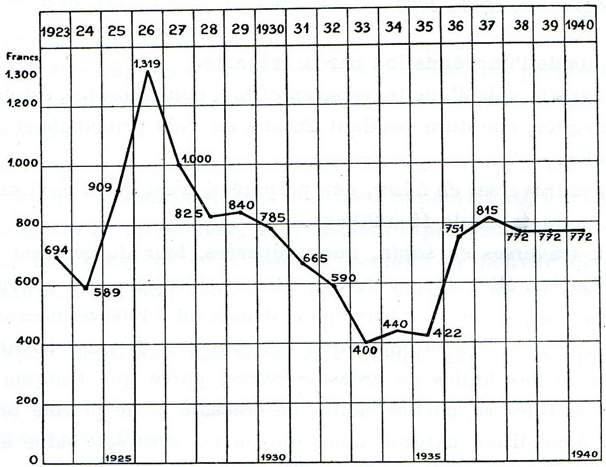
Fig. 24. - Prix par tonne de la créosote de 1923 à 1940.
Les figures 24 et 25 montrent comment a varié le prix payé pour la créosote par la S. N. C. B.
Aussi la S. N. C. B. n'emploie-t-elle plus que le procédé Rüping. Ce dernier système est également courant en Allemagne, en Italie et en Hollande.
On constate que, par comparaison avec le procédé Bethell, le système Rüping assure une répartition plus uniforme de la créosote dans toute l'épaisseur de l'aubier du chêne (note 032). Dans le hêtre, il est également possible d'atteindre toute la profondeur du bois.
Dès l'année 1909, les chemins de fer du Midi avaient, pour la préservation de leurs traverses en pin des Landes, substitué le procédé Rüping, avec l'emploi de créosote, au système Bethell, avec utilisation de sulfate de cuivre.
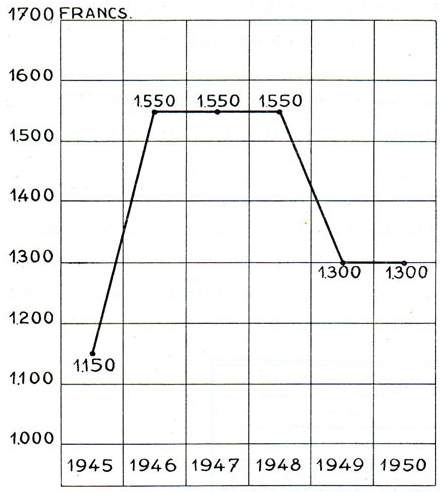
Fig. 25. - Prix payés par tonne par la S. N. C. B. pour la créosote de 1945 à 1950.
Le pin, comme le hêtre, est très onéreux à injecter à la créosote jusqu'au refus, en raison de la grande quantité de liquide antiseptique qu'il absorbe.
La durée dans la voie d'une traverse en chêne, non créosotée, est de 10 à 12 ans, tandis qu'imprégnée, elle dure pendant 20 ans en voie principale et de 20 à 25 ans en voie accessoire.
La durée des traverses en hêtre, non préparées, n'est que d'environ 8 ans ; après imprégnation, la durée est de 15 à 20 ans.
Quant aux traverses en sapin, non préparées, leur durée n'est que de 5 ans environ ; imprégnées, elles durent de 8 à 12 ans. Toutefois, on constate un déchet important après le séjour en voie principale, déchet dû à l'usure mécanique.
Remarque. - D'aucuns estiment que l'on fait une dépense inutile en injectant les traverses avec des huiles de créosote pures, parce que l'emploi de mélanges moins chers constitués en parties égales de créosote et de pétrole brut a donné de bons résultats, à condition naturellement que la traverse soit saine à la réception, qu'elle soit suffisamment séchée avant l'imprégnation et qu'elle soit imprégnée complètement et uniformément, dans toutes ses parties imprégnables, à raison de 100 grammes par dm³ en moyenne. Il y a là une source d'économie qui mérite de retenir l'attention des expérimentateurs.
Pour atténuer l'inconvénient que présente le chlorure de zinc de se « délaver » sous l'action des eaux de pluie et pour réaliser en même temps une économie de créosote, Rütgers a imaginé d'injecter dans la traverse un mélange de créosote et de chlorure de zinc.
Le chlorure pénètre dans les parties profondes du bois et la créosote enrobe les couches superficielles de manière à rendre le délavage impossible. Cependant, à la pratique, le mélange n'est pas suffisamment intime pour donner une pénétration uniforme du liquide et la créosote ne recouvre pas assez régulièrement la surface pour éviter complètement le délavage.
Au lieu d'employer un mélange de chlorure et de créosote, peut-être serait-il préférable de recourir à deux opérations distinctes : d'abord, imprégnation au chlorure, ensuite imprégnation à la créosote. Dans de telles conditions, le chlorure soluble serait enrobé d'une couche de créosote insoluble.
Pour le hêtre, les chemins de fer belges emploient le double Rüping, c'est-à-dire l'opération répétée.
Le hêtre doit être imprégné totalement, à l'exception des parties de cœur rouge où la créosote ne peut pas entrer par suite de l'occlusion absolue des vaisseaux par des matières inertes.
Le grand défaut que présentait le hêtre avant l'emploi du double Rüping, résidait en ce fait que ce bois étant très sensible à la pourriture, les traverses insuffisamment imprégnées en profondeur, pourrissaient rapidement à l'intérieur alors que l'extérieur était bien conservé. Or, l'examen occulaire ne pouvait déceler ce dépérissement prématuré. C'est pour remédier à cet inconvénient qu'on a recours au double Rüping.
Dans le hêtre, sont forés des trous de diffusion afin de faciliter l'accès de la créosote.
Il existe un procédé suédois de conservation des bois par imprégnation de composés arsénifères.
Une solution aqueuse d'acide arsénique, d'arséniate de soude, de bichromate de soude et de sulfate de zinc, après pénétration dans l'aubier, donne des arséniates de zinc et de chrome insolubles qui offrent une bonne protection contre les champignons les plus nocifs.
Les bois à traiter passent 24 heures dans la solution froide.
Après l'imprégnation, dans les cas où des selles d'appui métalliques sont prévues, on procède au tirefonnage, c'est-à-dire que l'on fixe les selles sur les traverses au moyen de tirefonds mis en place par une machine électromécanique.
Les traverses imprégnées sont pourvues d'un clou millésime qui permet de contrôler leur âge.
A la Société Nationale, à l'occasion de l'expédition des traverses vers les lieux d'utilisation, le chargement sur wagons est fait automatiquement au moyen d'une chaîne à taquets, mue par un moteur électrique.
Les traverses non expédiées immédiatement après créosotage, sont empilées en piles mortes (c'est-à-dire jointivement).
Le chantier de Wondelgem créosote moyennement par année :
± 700.000 traverses en chêne
± 300.000 traverses en hêtre
± 1.000.000 traverses.
Pour éviter l'écrasement des fibres du bois, il faut que le rail pose sur la traverse par une surface suffisante, d'où la nécessité de pratiquer une entaille dans les traverses demi-rondes (fig. 13 à 15).
La largeur du patin du rail standard de 50 kg par mètre courant de la S. N. C. B. est de 14 cm ; il est prescrit, pour les traverses intermédiaires, que la longueur d'appui du rail, mesurée suivant l'axe de celui-ci, soit d'au moins 14 cm ce qui donne une surface d'appui minimum de quelque 200 cm² et correspond à une pression unitaire statique (note 034) maximum de 60 kg/cm² au droit de chaque roue d'un essieu de locomotive chargé de 24 tonnes ![]() .
.
Pour les traverses voisines des joints de rail, la longueur d'appui est supérieure et fixée, à la S. N. C. B., à 18 cm au lieu de 14 cm.
Avec les traverses de section rigoureusement rectangulaire, l'entaille ne serait pas nécessaire pour réaliser la surface d'appui minimum, mais une entaille est néanmoins pratiquée parce que ses épaulements extérieurs s'opposent efficacement à l'élargissement de la voie quand les rails supportent des efforts transversaux. Ces épaulements réduisent la fatigue des attaches.
Sans entaille, les efforts transversaux en question finiraient par écarter les rails, les têtes des tirefonds intérieurs pourraient ne plus porter sur le patin du rail et celui-ci pourrait se renverser ; enfin, les tirefonds extérieurs seraient exposés au déversement et les trous s'ovaliseraient.
Les rails à patin sont fixés aux traverses en bois par des crampons ou par des tirefonds avec ou sans interposition d'une selle métallique.
a. - Le crampon n'est plus guère utilisé que dans les voies industrielles. C'est un clou en fer de section carrée ou octogonale (fig. 26 et 27). La pointe est biseautée perpendiculairement aux fibres du bois ou elle est fraisée en tronc de cône afin que le clouage n'ait pas pour effet de fendre la traverse.
La tête du crampon présente un bec qui s'appuie sur le patin du rail et deux ailes latérales qui permettent d'extraire le crampon de la traverse au moyen d'un levier à fourche.
On enfonce les crampons au marteau dans des trous forés à l'avance à un diamètre égal aux 2/3 de la largeur du crampon.
Les crampons étant simplement cloués, il se conçoit qu'ils se détachent facilement du rail et alors celui-ci danse sur la traverse. Sous les efforts transversaux, les crampons se déversent et l'écartement des deux rails ne se maintient pas exactement. Pour ces raisons, on leur substitue de plus en plus des tirefonds.
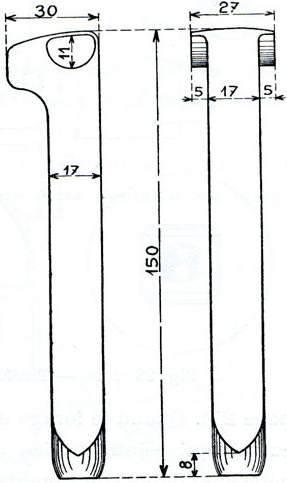
Fig. 26 et 27. - Crampon.
Chose inattendue, les Anglais qui, actuellement, abandonnent le rail à double bourrelet pour adopter à leur tour le rail Vignole, reviennent aux crampons. Il s'agit en l'espèce de crampons présentant une certaine élasticité :
L'avenir dira quelle sera leur résistance à l'arrachement, leur résistance au déversement, l'efficacité et la permanence de la pression sur le patin du rail.
b. - Le tirefond est une grosse vis à bois, fig. 28 et 29, que l'on met en place au moyen d'une clé à moufle. A cet effet, la tête se termine par un prisme carré.
Ce prisme porte lui-même une marque en relief (par exemple B) pour empêcher que l'ouvrier ne soit tenté d'enfoncer le tirefond au marteau. Des coups de marteau répétés écraseraient la marque et trahiraient la faute de l'agent.
Enfin, les bras de la clé à moufle ont une longueur déterminée pour que l'ouvrier ne dépasse pas une certaine limite dans son effort de serrage et ne finisse par plier le tirefond ou le faire « tourner fou » dans son logement. Il va sans dire qu'il est interdit aux ouvriers d'allonger le bras de levier de la clé à moufle.
La tête du tirefond déborde largement pour serrer le patin du rail sur la traverse. Ce serrage est nécessaire pour empêcher le renversement du rail sous les efforts transversaux s'exerçant à son sommet ; pour éviter son soulèvement sous l'effet des efforts verticaux agissant de bas en haut ; enfin, pour combattre le cheminement du rail sur la traverse.
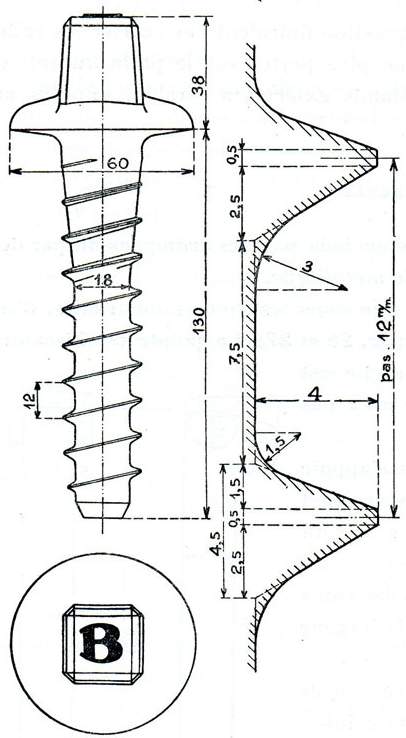
Fig. 28 et 29. - Tirefond.
Le vissage du tirefond est rendu possible par le percement préalable des trous à la machine au chantier d'imprégnation (voir page 27). Quand le forage doit se faire à la main sur place, on se sert de tarières à cuiller qui rejettent bien au dehors le bois qu'elles coupent ; les tarières à filet hélicoïdal débourrent mal le trou et déchirent le bois.
Le filet de la vis a pour section droite un triangle scalène dont le côté supérieur est presque perpendiculaire à l'axe ce qui accroît la résistance à l'arrachement. Lorsque la section est en forme de triangle isocèle, le tirefond présente une certaine tendance à se dévisser. Enfin, le pas du filet doit être assez grand pour que le bois compris entre deux filets consécutifs fasse solidement corps avec le restant du bois.
A la S. N. C. B., on fore le trou du tirefond à un diamètre de 1 mm plus grand que le diamètre du noyau du tirefond pour éviter de faire éclater le bois par le serrage. Cela n'a pas pour effet de diminuer la résistance à l'arrachement. Les expériences à l'extrahomètre l'ont d'ailleurs prouvé. Le frottement ajoute peu de chose à la résistance à l'arrachement ; celle-ci, à nombre égal de filets en prise, dépend essentiellement de la hauteur du bois entre deux filets.
C'est pour cela, qu'à la S. N. C. B., le pas restant le même, la hauteur du filet a été réduite.
On cherche aussi à ce que le filet soit coupant pour que l'ouvrier n'ait pas à vaincre une résistance trop grande au serrage et pour qu'il s'aperçoive, par la résistance plus grande qu'il éprouve, du moment précis où la tête du tirefond touche le patin du rail. A ce moment commence le serrage sur le rail et l'ouvrier doit être attentif à ne pas l'exagérer.
Certaines machines à tirefonner sont réglées pour une résistance de serrage déterminée, elles se débraient lorsque cette résistance est atteinte.
Parfois, on galvanise les tirefonds pour les protéger de l'oxydation. C'est le cas à la S. N. C. B. dans les tunnels, dans les tranchées humides et dans le voisinage d'industries qui répandent des gaz nocifs dans l'atmosphère.
Alors qu'un crampon, chassé dans un bois dur, ne présente guère qu'une résistance à l'arrachement de quelque 2.200 kg, un tirefond, vissé à fond dans le même bois, offre une résistance d'environ 7.000 kg.
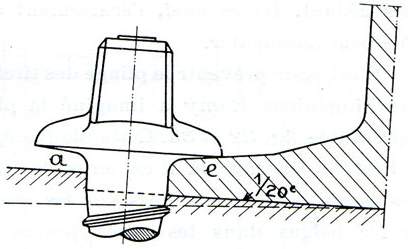
Fig. 30
Sous l'effet des charges roulantes, le bois se comprime et l'entaille de la traverse s'approfondit. Il est nécessaire de rabattre les épaulements a de l'entaille en temps utile afin de dégager le collet des tirefonds car il est essentiel que le serrage se fasse effectivement sur le patin du rail en e (fig. 30) et non sur l'épaulement a de l'entaille. Cependant cet approfondissement de l'entaille ne se poursuit pas indéfiniment car la compression du bois augmente sa compacité. La compression devient pratiquement nulle après le passage d'un certain nombre de tonnes de trains.
On se rend compte de ce que le serrage de la tête du tirefond s'exerçant latéralement à l'axe de celui-ci, ce mode de fixation du rail est encore quelque peu primitif et présente une certaine précarité. Dans la pose par simples tirefonds, on constate que la dilatation et le cheminement des rails provoquent un glissement de ceux-ci sur les traverses ce qui prouve que la pression des tirefonds n'est pas très grande.
Aussi les tirefonds doivent-ils être toujours bien serrés ; sinon, au passage des trains, les rails battent sur les traverses ; ce battement s'accentue très vite, occasionnant une destruction rapide des portées des traverses. De ce chef aussi, les tirefonds sont soumis à des efforts dynamiques de bas en haut qui détériorent les fibres du bois en contact avec le filet.
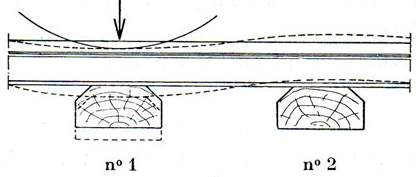
Fig. 31
Remarquons encore que lorsqu'une roue porte sur la traverse n° 1, le rail tend à prendre la forme représentée sur la figure 31 de sorte que le patin du rail, au droit de la traverse n° 2, exerce une poussée de bas en haut sur la tête du tirefond, poussée qui peut se traduire par un choc s'il existe du jeu entre le patin et la tête du tirefond.
De même, lorsqu'on emploie une selle métallique intercalaire, si les tirefonds ne sont pas serrés, le rail bat sur la selle. La traverse subit une destruction mécanique rapide, la selle s'incruste dans le patin du rail.
Cependant, il faut prendre garde car, sous une pression de vissage trop forte, il arrive parfois que les tirefonds plient et même, dans les bois tendres, qu'ils se déversent, c'est-à-dire que leur axe s'incline, le bois cédant. De ce chef, l'écartement de la voie peut augmenter.
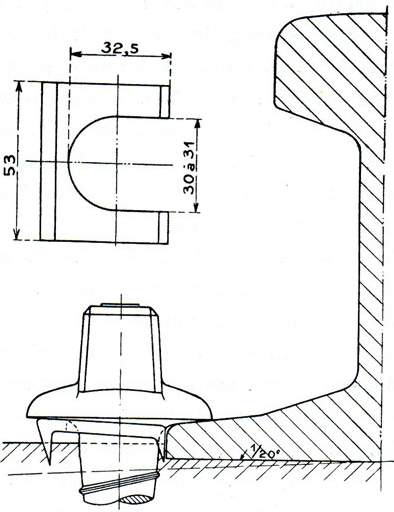
Fig. 32 et 33. - Plaque Ramy.
C'est pour prévenir le pliage des tirefonds que l'ingénieur Ramy a imaginé la plaque représentée fig. 32 et 33. Cette plaque épaule le tirefond du côté où il est en porte à faux. Des essais ont été entrepris sur les chemins de fer belges dans les voies posées avec traverses entaillées de 5 mm (sans selles métalliques) ; ils ont montré que le nombre de tirefonds visiblement pliés était moindre avec la plaque Ramy que sans plaque. Mais on a constaté d'autre part que lorsque l'entaille de la traverse sous le patin du rail s'approfondissait, il arrivait que le tirefond serrait sur la plaque et ne serrait plus sur le patin. La plaque Ramy est utilisée sur certains chemins de fer secondaires et sur certains tramways.
Dans un modèle plus récent, les deux branches de la plaque sont réunies, fig. 34, de manière à former un taquet T qui porte sur le patin du rail et a pour effet, en coinçant le patin, d'empêcher le déplacement de celui-ci dans le sens transversal.
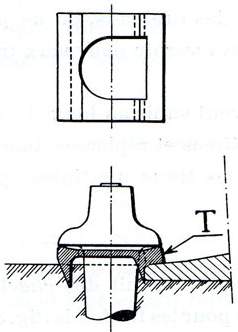
Fig. 34. - Plaque Ramy avec taquet de coincement du rail.
Un système d'attache, d'origine française et qui jouit actuellement d'une certaine vogue est représenté fig. 35. C'est le « griffon ». Il est constitué d'une lame en acier à ressort légèrement cintrée et percée d'un trou allongé, sur laquelle le tirefond presse bien symétriquement. L'extrémité de la lame, repliée à angle droit, repose sur une plaquette métallique rainurée afin de ne pas détériorer le bois.
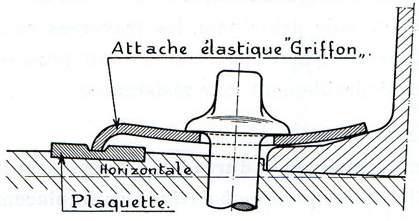
Fig. 35. - Le griffon.
Le nombre et la disposition des tirefonds varient avec les caractéristiques du trafic (vitesse, nombre de trains, charge par essieu) et aussi avec le tracé de la ligne (alignement droit ou courbe).
 |
 |
 |
| Fig. 36 | Fig. 37 | Fig. 38 |
Sur les lignes secondaires, on se contente de fixer le rail par deux tirefonds par traverse, l'un à l'intérieur, l'autre à l'extérieur de la voie (fig. 36). Pour ne pas intéresser les mêmes fibres du bois et éviter ainsi que celui-ci ne se fende, l'un des tirefonds est vissé à droite de l'axe de la traverse, l'autre à gauche.
Sur les voies à grand trafic, ainsi que dans les courbes, on place trois tirefonds disposés en quinconce, deux à l'extérieur et un à l'intérieur, puis inversement, par alternance (fig. 37). Sur les chemins de fer français, cependant, les tirefonds sont placés comme le montre la figure 38.
Lorsque les fibres du bois sont détériorées par les filets des tirefonds, on ne peut plus serrer les tirefonds d'une manière durable, on doit alors forer de nouveaux trous à côté des anciens et cheviller ceux-ci.
A la suite des resabotages et des reforages qu'elles doivent subir au long de leur existence en voie principale, les traverses en bois sont retirées et replacées dans les voies accessoires, leur épaisseur n'étant plus suffisante et les trous multiples ayant réduit considérablement leur résistance.
Pour augmenter la durée des traverses en bois tendre, on introduit des chevilles (tree-nails) ou tampons en bois dur aux emplacements prévus pour les tirefonds (fig. 39).
On procède de même quand on veut prolonger la vie des traverses usées à l'endroit des attaches.
Ces chevilles sont généralement vissées dans le bois. La partie supérieure est conique et, lors du vissage à fond, elle forme joint étanche contre l'humidité.
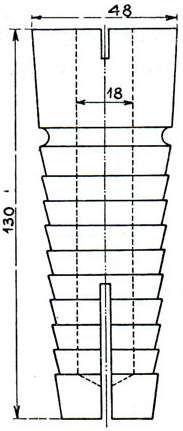
Fig. 39 Tree-nail.
La résistance à l'arrachement des tirefonds dans les bois tendres est faible et, très tôt, ils « tournent fou », ayant pris du jeu dans leur logement.
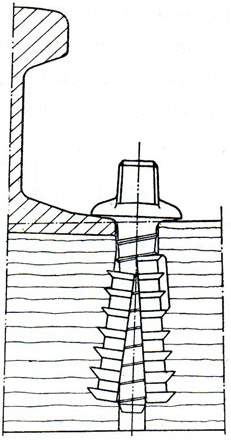
Fig. 40 Garniture Lakhovsky.
Quand les tirefonds « tournent fou », on est obligé de cheviller les anciens trous et d'en percer de nouveaux à côté. La garniture de l'ingénieur Lakhovsky s'emploie en lieu et place des chevilles. Elle se compose (fig. 40) de deux coquilles métalliques qui, réunies, forment un cylindre dont la surface externe est munie de saillies circulaires. Quant à la surface interne, elle est tronc-conique et taraudée au pas du tirefond ordinaire.
En vissant le tirefond dans la garniture, celui-ci, s'engageant de plus en plus, force les deux coquilles à s'écarter progressivement et à pénétrer dans la traverse.
On retrouve ce souci d'améliorer la résistance à l'arrachement du tirefond dans la garniture Streitz et dans la virole VV.
Une bande métallique, fournie droite, épouse la forme du filet du tirefond. On l'enroule sur un mandrin simulant un tirefond, puis on en garnit le tirefond avant de l'engager.
Le dispositif, représenté fig. 41, consiste en une virole en tôle mince enroulée en spires jointives mais non soudées. La virole a la largeur du pas du tirefond. On enfonce préalablement la virole dans le bois, on visse ensuite le tirefond qui trouve dans le bois un logement légèrement rétréci.
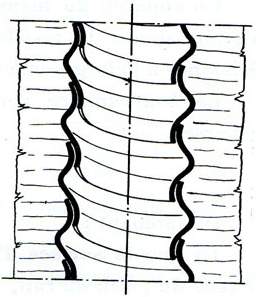
Fig. 41. - Virole VV.
Indépendamment de leur élasticité et de leur faible sonorité, les traverses en bois présentent encore les avantages suivants :
L'extrahomètre indique sur un cadran la résistance maximum à l'arrachement des divers types d'attaches dans une traverse.
Le torsiomètre accuse la résistance au « tournage fou » des tirefonds. Cet appareil peut enregistrer jusqu'à 200 kg, chiffre jamais atteint en pratique.
Le déclimètre mesure la résistance à la traction latérale et au renversement des diverses attaches. Il enregistre jusqu'à 4 tonnes.
Un appareil du même genre, placé entre les deux rails soumis à une pression latérale, donne la résistance au renversement des rails et attaches ainsi que la résistance à l'élargissement de la voie. Le cadran indique jusqu'à 25 tonnes.
Le bourramètre permet d'étudier les différentes méthodes de bourrage des traverses.
Du moment :
on peut asseoir directement le rail sur la traverse sans interposition de selles métalliques. Mais, lorsqu'on emploie des traverses en bois tendre, il est indispensable, en alignement droit comme en courbe, d'armer la traverse de selles métalliques sur lesquelles pose le patin du rail (fig. 43 et 44) sinon, le patin pénétrerait dans la traverse.
Par ailleurs, dans les bois tendres, les attaches se déformant latéralement, il faut les multiplier (par exemple 4 tirefonds au lieu de 2 ou 3) ou bien les « tree-nailler ».
Le rôle essentiel de la selle est d'agrandir la surface d'appui du rail sur la traverse et de réduire de ce chef la fatigue de celle-ci. Ainsi, dans le cas d'une selle d'appui de 38,5 cm x 13 cm = 500 cm² (note 042_2), la pression statique unitaire, au droit de chaque roue d'un essieu de locomotive chargé de 24 tonnes, tombe à ![]() .
.
A la S. N. C. B., même avec des traverses en bois dur les selles métalliques sont employées :
Avec les selles anciennes, minces, légères et sans rebords (fig. 42), fixées à la traverse par les mêmes crampons ou tirefonds qui retenaient le patin du rail, la forme du patin du rail s'imprimait dans la plaque. Celle-ci se pliait fréquemment de part et d'autre de l'arrête du patin. Des fissures s'amorçaient aux angles des trous de passage des crampons.
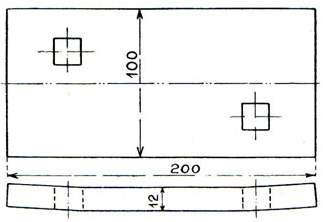
Fig. 42. - Selle métallique mince.
Peu à peu, les selles, fabriquées en acier laminé, ont été renforcées et pourvues de rebords (fig. 43 et 44).
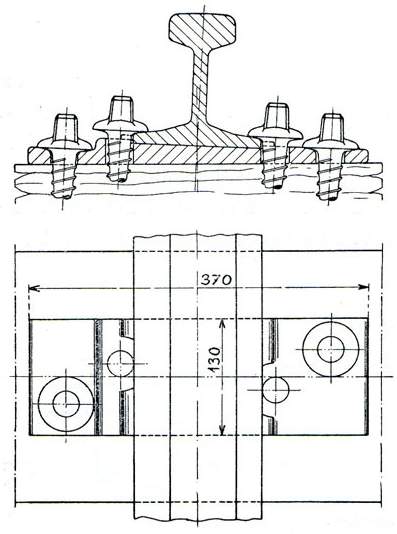
Fig. 43 et 44. - Selle à rebords.
Les rebords permettent de réduire le sabotage aux traverses demi-rondes et même de le supprimer aux traverses rectangulaires.
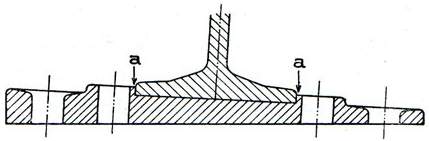
Fig. 45
Les rebords retiennent le patin des rails lorsque ceux-ci sont sollicités par des efforts transversaux. Si l'on prend soin que les trous pratiqués dans la selle pour le passage des attaches ne débordent pas sur l'arrête intérieure a des rebords de la selle (fig. 45) le patin du rail portera exclusivement contre les rebords et sur toute l'étendue de ceux-ci. Sans doute, la selle tendra à se déplacer et forcera encore sur les tirefonds, mais cet effort sera partagé entre tous les tirefonds.
Enfin, l'épaisseur des rebords doit être inférieure à celle du patin, sinon, le tirefond porte sur le rebord de la selle et, du côté opposé, ne serre plus le patin du rail (note 044).
Les selles à rebords présentent donc l'avantage de solidariser les attaches des deux côtés du rail, réduisant ainsi de moitié leur fatigue ou, à effort transversal égal, d'augmenter la résistance des attaches au déplacement latéral du rail. On constate qu'en l'absence de rebords, tous les efforts transversaux sont supportés par les seuls tirefonds extérieurs et il arrive que ceux-ci soient cisaillés entre le patin du rail et la plaque.
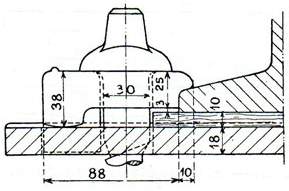
Fig. 46
Attache par tirefond et crapaud.
Comme pour la pose sans selle, la tête du tirefond est en porte à faux du côté opposé au patin ; le tire-fond risque de se plier ou de se déverser. On peut prévenir ces inconvénients en serrant la tête du tire-fond contre un crapaud (fig. 46) qui, d'un côté, prend appui sur la selle et de l'autre, sur le patin du rail ; le crapaud peut d'ailleurs prendre sa position d'équilibre grâce à la forme cylindrique de sa face d'appui sur la selle.
Avec le crapaud, la surface de contact avec le patin du rail est incomparablement plus grande qu'avec la tête du tirefond, par conséquent, le serrage est beaucoup mieux assuré et les risques d'usure fortement diminués. Par ailleurs, et nous y reviendrons, ce serrage énergique est essentiel avec les rails de grande longueur (27 mètres et plus) parce qu'il faut restreindre la dilatation en maintenant le rail sous contrainte.
Sur les réseaux qui posent leurs rails avec une inclinaison de 1/20, on donne d'emblée à la face supérieure de la selle, la pente voulue vers l'intérieur de la voie.
Il s'agit en l'espèce de selles dont le rebord extérieur est remplacé par un crochet retenant l'une des ailes du patin (fig. 47). De ce côté, le tirefond ne sert donc plus qu'à fixer la selle.
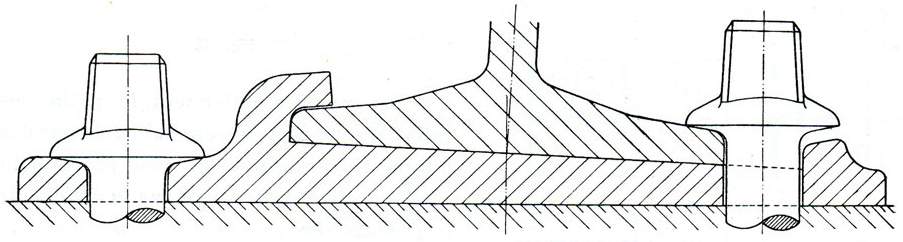
Fig. 47. - Selle à crochet.
Ce dispositif a été employé sur une grande échelle dans les voies en courbe de la S. N. C. B., mais on a reconnu son inefficacité à cause du jeu qui ne tarde pas à se produire entre le crochet et le patin, jeu, qui ne pouvant pratiquement être supprimé, provoque l'élargissement de la voie. Il existait d'ailleurs un jeu initial par suite des tolérances admises pour l'épaisseur des patins.
Dans les voies modernes, on est arrivé à séparer nettement les deux fonctions : fixation de la selle sur la traverse, attache du rail à la selle.
Des tirefonds fixent la selle sur la traverse tandis que d'autres tirefonds maintiennent le rail sur la selle (fig. 43 et 44).
Les selles modernes permettent d'attacher d'avance au chantier les selles sur les traverses. L'on se trouve ainsi dans les conditions les meilleures pour donner à l'écartement futur des rails la précision voulue (alignement droit ou courbe).
Mais l'efficacité de l'attache par tirefonds résulte de deux éléments :
Nous avons déjà souligné la précarité de cette deuxième fonction (page 37) par suite du pliage du tirefond, de son déversement, du jeu qui se produit entre la tête et le patin.
La pose à l'intervention d'un crapaud (fig. 46) apparaît, du point de vue des principes, déjà supérieure mais les systèmes d'attaches modernes appliqués aux traverses métalliques (dont il sera question plus loin) semblent résoudre plus parfaitement le problème. Il ne faut donc pas s'étonner de ce que ces systèmes aient été transportés sur les traverses en bois lorsque celles-ci sont pourvues de selles métalliques (fig. 48 et 50).
Le système inspiré de la traverse métallique d'Ougrée (fig. 48 et 49) procure une solidarité complète entre le rail et la traverse en bois par suite du serrage par clavettes du patin du rail sur la selle métallique. Ce serrage énergique supprime le « cheminement » (note 045) des rails sur la traverse.
Sans doute, la longueur de la clavette donne à la voie une certaine rigidité mais les clavettes rendent possibles l'établissement et le maintien entre les deux files de rails d'un écartement tout à fait exact.
Remarquons cependant qu'à la longue, les crochets s'ouvrent, les clavettes s'usent irrégulièrement (parties en contact et parties non en contact), si bien que le serrage devient précaire et sans possibilité pratique de rappel de l'usure et l'on constate des chutes de clavettes dans la voie. La traverse Ougrée-Marihaye, théoriquement parfaite, n'a donc pas toujours donné à l'usage les résultats escomptés.
Quant à l'attache système « Angleur-Athus » pour traverses métalliques, représentée figures 50 et 51, l'emploi du crapaud en forme d'U renversé, évite la raideur de l'attache « Ougrée » et donne à l'ensemble une certaine élasticité (encore accrue par la présence d'une rondelle élastique sous l'écrou de fixation), élasticité à laquelle beaucoup de spécialistes de la voie attachent de l'importance.
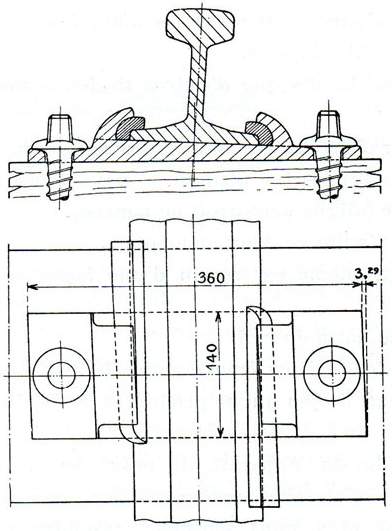 |
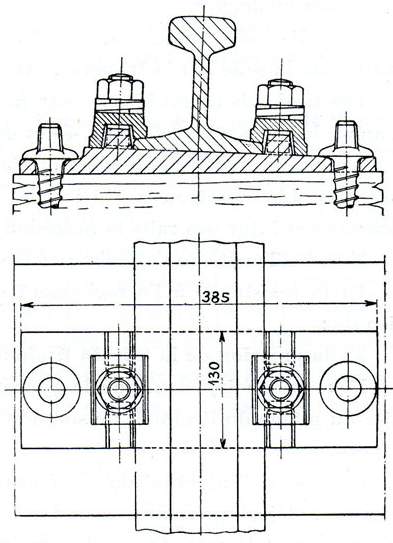 |
| Fig. 48 et 49. - Selle avec attache du rail par clavettes système « Ougrée-Marihaye», fixée par tirefonds sur la traverse en bois. | Fig. 50 et 51. - Selle avec attache du rail par crapauds système « Angleur-Athus», fixée par tirefonds sur la traverse en bois. |
D'après des expériences, faites à la S. N. C. B., une voie équipée de selles « Angleur-Athus » présente dans son ensemble une raideur transversale à peu près identique à la raideur verticale des deux rails.
Déjà, sur la ligne électrique Bruxelles-Anvers, posée en rails de 54 mètres (note 046), les attaches avec selles type Angleur ont été appliquées aux traverses en bois non seulement dans les courbes mais aussi dans les alignements droits.
Actuellement, à la S. N. C. B., les selles d'appui « Angleur-Athus » sont employées d'une façon systématique aux traverses en bois des lignes importantes sur lesquelles le rail de 54 m est généralisé. La solidarité du rail et de la traverse fait intervenir le ballast dans la résistance longitudinale de la voie.
Si les selles sont employées sur une grande échelle par la plupart des réseaux, la question de leur généralisation est encore controversée.
Cependant, pour les traverses en bois tendre, l'utilité et l'efficacité de la selle sont incontestables.
Pour les traverses en bois dur, cela dépend de la largeur d'appui du patin, en d'autres termes, de la charge unitaire sur la traverse.
Dans les courbes de faible rayon, avec les traverses en bois dur, aussi bien qu'avec les traverses en bois tendre, les selles sont recommandables car, sous l'effet de la force centrifuge et malgré le dévers (note 047_1), les efforts transversaux sur le rail extérieur de la courbe sont très grands et les épaulements des entailles dans les traverses ne peuvent, à partir d'un certain rayon, opposer une résistance suffisante pour maintenir l'écartement de la voie. A cet égard, l'effort d'orientation a plus d'importance qu'une insuffisance de dévers car son ordre de grandeur est celui du poids qui charge l'essieu directeur.
On reproche à la selle de hâter l'usure du patin du rail et de rendre la voie plus dure.
On a cherché à parer à ce dernier inconvénient en interposant entre le rail et la selle une mince plaque de feutre ou de bois comprimé.
Peut-être aussi les réseaux qui n'emploient pas les selles métalliques sont-ils préoccupés par la question d'économie de premier établissement : à raison de deux selles de ± 12 kg chacune, par traverse et de ± 1500 traverses par km, cela fait 36 tonnes/km et représente un supplément de capital de premier établissement sérieux (note 047_2), mais il faut s'entendre car c'est la charge annuelle d'intérêts et d'amortissement qu'il faut rapprocher du supplément éventuel des frais d'entretien annuels des voies posées sans selles. C'est un bilan à établir dans chaque cas.
Enfin, l'essai des selles modernes avec attaches dérivées des traverses métalliques pose le problème sous un nouvel aspect.
Les traverses métalliques actuellement employées rappellent par leur forme celle d'une auge renversée (fig. 52 et 54). Cette forme, obtenue par laminage, s'inspire de la traverse métallique primitive Le Crenier ; elle fournit au rail une bonne surface d'appui, s'accroche bien dans le ballast et emboîte convenablement celui-ci.
Dimensions des traverses métalliques :
| S.N.C.B. | Allemagne | |
| Longueur de la traverse | 2,550 m | 2,500 m |
| Hauteur | 10 cm (Angleur) 9,5 cm (Ougrée) |
10 cm |
| Largeur de la base | 26,6 cm (Angleur) 26 cm (Ougrée) |
26 cm |
| Largeur de la table | 13,5 cm (Angleur) 13 cm (Ougrée) |
13,5 cm |
| Epaisseur de la table | 8 mm (Angleur) 11 mm (Ougrée) |
9 mm |
| Épaisseur des ailes | 8 mm (Angleur) (Ougrée) |
9 mm |
Les ailes latérales, légèrement obliques, se raccordent à la table par des pans coupés pour supprimer les coins qui se bourrent difficilement.
Les bords inférieurs des ailes, renforcés pour résister aux coups des outils de bourrage, présentent une section triangulaire qui facilite leur pénétration dans le ballast.
Quant aux bouts, ils sont emboutis à chaud à la presse de manière à fermer la traverse aux deux extrémités et emprisonner le noyau de ballast. Ces bouts présentent un épanouissement nervure qui offre une plus grande résistance au ripage transversal de la voie.
Ainsi conçue, la traverse métallique, bien bourrée, constitue un bon ancrage dans le ballast et s'oppose au déplacement longitudinal de la voie.
Les portées d'assise des rails sont généralement inclinées par rapport à la partie centrale de la traverse pour donner aux rails l'inclinaison de 1/20 vers l'axe de la voie (fig. 52 et 54).
Pendant longtemps, le point faible de la traverse métallique a été la présence des trous nécessaires pour les attaches de fixation du rail à la traverse. Ces trous rectangulaires, malgré leurs coins arrondis, constituaient l'amorce de fissures qui se formaient dans les angles et qui, se développant, entraînaient après un certain temps la déformation, voire la rupture de la traverse et sa mise hors service. La naissance des fissures était également favorisée par l'amincissement de la table dû à l'oxydation. Un autre écueil des anciens types de traverses métalliques était le déréglage de l'écartement.
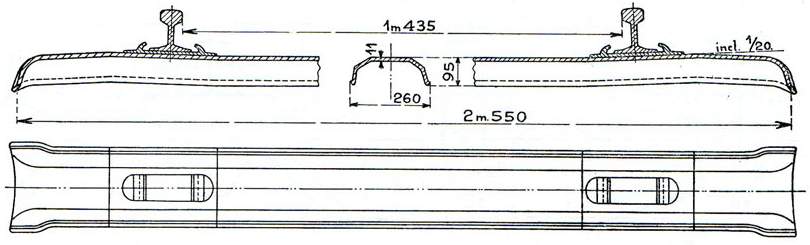
Fig. 52 et 53. - Traverse métallique système « Ougrée-Marihaye ».
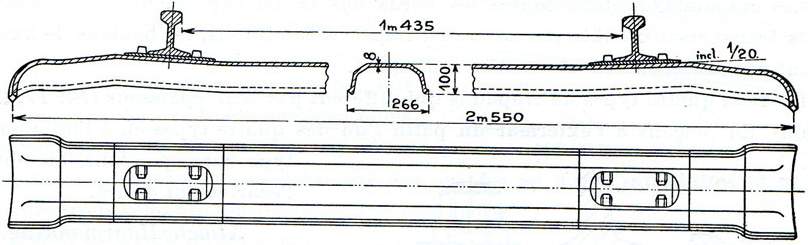
Fig. 54 et 55. - Traverse métallique système « Angleur-Athus ».
A titre didactique, nous rappellerons brièvement comment s'exerça l'ingéniosité des constructeurs pour assurer la fixité du rail, d'une part, et régler, d'autre part, l'écartement variable des rails dans les courbes malgré que les trous étaient percés dans les traverses d'après un gabarit unique.
Remarquons d'ailleurs que, pour des raisons économiques, les traverses avec trous pour le passage des attaches sont toujours utilisées sur les chemins de fer du Congo belge (fig. 56 et 57). Ces traverses, posées dans la voie à l'écartement de 1,067 m, mesurent 2 m de longueur et pèsent 42 kg.
On peut les ranger en deux systèmes caractéristiques :
Le patin du rail est maintenu par deux crapauds C1 C2 serrés par des boulons à tête plate B1 B2.
Pour introduire le boulon, on présente la tête plate (19 x 39 mm) parallèlement au long côté du trou rectangulaire (21 x 50 mm) de la traverse. Puis, on lui fait faire un quart de tour de manière que la tête se mette en croix avec le trou rectangulaire.
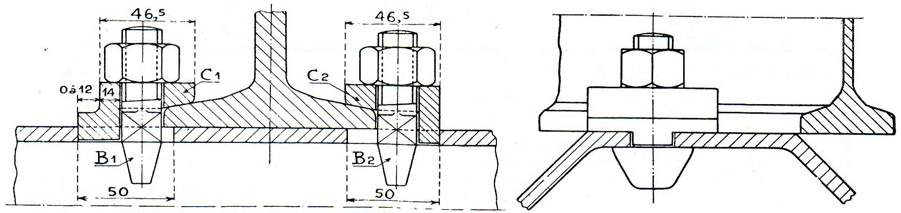
Fig. 56 et 57. - Attache rhénane pour traverse métallique.
Les crapauds, portant contre les bords des trous, supportent directement les efforts transversaux subis par les rails. Dans ces conditions, les boulons de fixation ne sont pas soumis à des efforts de cisaillement.
Il existe quatre types de crapauds qui diffèrent par leur épaisseur (14, 17, 23 et 26 mm). En plaçant à l'extérieur du patin l'un des quatre types et, à l'intérieur, le type correspondant, on obtient l'écartement désiré.
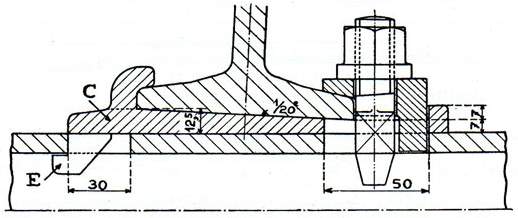
Fig. 58. - Attache Haarmann pour traverse métallique.
Entre le patin du rail et la traverse, on introduit une selle à crochet C présentant vers le bas un ergot E qui s'accroche sous la table de la traverse. Le patin est maintenu du côté intérieur de la voie par des crapauds serrés par des boulons, comme dans le système rhénan. Pour régler l'écartement, on dispose de quatre espèces de selles et de quatre types de crapauds.
Si le principe même de la traverse métallique s'est implanté difficilement sur certains réseaux, cela tient sans doute aux qualités incontestables de la traverse en bois dur créosote (note 051_1), mais surtout au déforcement de la traverse métallique par la présence des trous, origine de fissurations.
Diverses tentatives furent faites pour supprimer les trous (note 051_2), mais la vraie solution de ce problème ne fut trouvée que lorsqu'on eut recours à une selle soudée sur la table de la traverse. Ce fut là un progrès considérable.
Les systèmes d'attache modernes se rangent en deux catégories :
Le premier a été introduit en Belgique par la Société d'Ougrée-Marihaye ; le second, par la Société d'Angleur-Athus.
Le système de fixation des rails sur les traverses au moyen de cales est très ancien. Les Indes Anglaises notamment, emploient depuis 1878 des traverses métalliques comportant deux nez découpés dans la table et appelés « clips » entre lesquels le patin du rail est fixé par une cale (fig. 59).
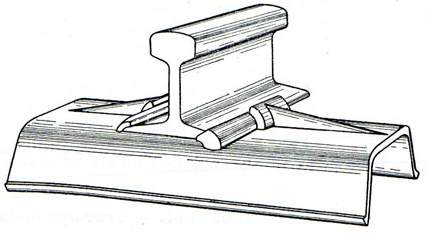
Fig. 59. - Attache du rail par « clips » sur traverse métallique.
Cependant le système d'attache par clips et cales conduit à la création de trous de grandes dimensions à l'endroit même où les efforts sont maxima. C'est à l'occasion d'une fourniture de traverses à clips pour les chemins de fer des Indes que les Usines d'Ougrée conçurent l'idée, de conserver les cales, mais de remplacer les clips par des agrafes en acier, introduites et ajustées dans des trous semi-circulaires beaucoup plus petits (note 051_3).
C'était certes un progrès, mais, en 1928, Ougrée créa une traverse nouvelle avec cale et selle à crochet soudée électriquement sur la traverse et supprimant complètement les trous (fig. 60 et 61).
Comme le montre la figure, les deux clavettes, introduites en sens inverse, entre le patin du rail et les crochets de la selle, assurent à l'assemblage une rigidité complète.
Par suite de cette solidarité du rail avec chaque traverse, les efforts longitudinaux s'exerçant sur les rails, sont répartis sur toutes les traverses, il s'ensuit que la résistance au déplacement de la voie est telle que le « cheminement » est pratiquement supprimé.
Enfin, le serrage énergique des clavettes maintient le rail sous contrainte et freine sa dilatation (note 052).
Le serrage des clavettes doit être surveillé de très près parce que, après un certain temps, on constate une tendance au desserrage (voir page 46).
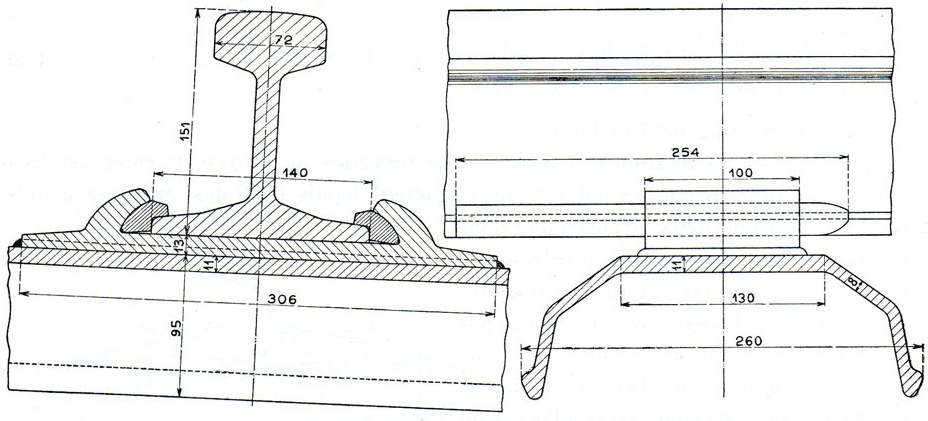
Fig. 60 et 61. - Traverse métallique système Ougrée-Marihaye avec selles soudées, attache par clavettes et table inclinée au 1/20.
La surlargeur en courbe est réglée comme suit :
Ce système remonte à 1928. Ici encore tout le dispositif d'attache est reporté au-dessus de la table de la traverse (fig. 62 et 63), mais la selle soudée porte des nervures entre lesquelles le patin du rail est encastré de manière à lutter contre les efforts transversaux.
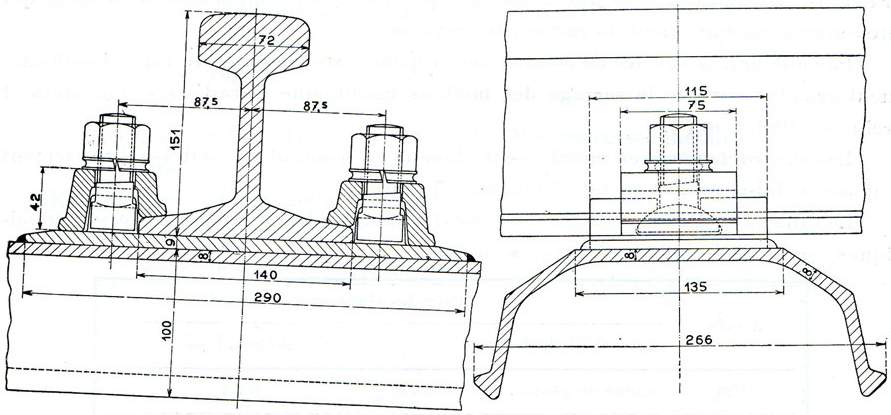
Fig. 62 et 63. - Traverse métallique système Angleur-Athus avec selles à nervures soudées, attache par crapauds et boulons et table inclinée au 1/20.
Les nervures de la selle présentent une encoche dans laquelle se loge la tête plate du boulon de fixation (fig. 64 à 67).
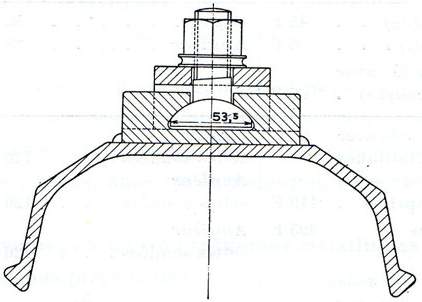 |
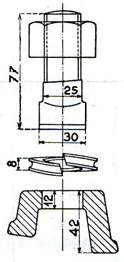 |
| Fig. 64 | Fig. 65 à 67 |
L'écrou du boulon serre, par l'intermédiaire d'une rondelle à ressort, le dos du crapaud en forme d'U renversé.
Le crapaud s'appuie d'un côté sur la selle, de l'autre sur le patin du rail. L'assemblage se caractérise par une certaine élasticité.
Le rail est donc maintenu d'une part par les nervures qui s'opposent au glissement vers l'extérieur et par les crapauds qui empêchent son renversement.
La tendance au cheminement est combattue par le serrage des boulons sur les crapauds, serrage qui crée une résistance par frottement supérieure à la force qui provoque le cheminement du rail sur la traverse.
Par ailleurs, la surface de contact des crapauds avec le patin du rail est suffisamment grande pour que le serrage des boulons maintienne le rail sous contrainte et freine sa dilatation (note 054).
Les surécartements en courbe sont obtenus en soudant les selles à l'écartement imposé ; celui-ci progresse de 2,5 mm en 2,5 mm.
Le tableau ci-dessous permet de se rendre compte des prix des traverses métalliques comparés à ceux des traverses en bois :
| Année | Prix des traverses | |
| en bois | métalliques | |
| 1928 | chêne créosoté : 70 F | 100 F |
| 1930 | chêne créosoté : 70 F | Ougrée 1°) à clavettes et trous : 106 F 2°) selles soudées : 106 F Angleur selles soudées : 88 F |
| 1935 | blanches (chêne) : 45 F créosotées (chêne) : 55 F chêne créosoté avec selles (en courbe) : 65 F |
Ougrée : 82 F Angleur : 82 F |
| 1938 | 1°) chêne créosoté avec 2 selles métalliques type Angleur - attaches comprises : 119 F | Ougrée selles soudées : 126 F Angleur Selles soudées : 126 F |
| 1950 | idem : 395 F | Angleur selles soudées : 426 F * |
| 1938 | 2°) chêne créosoté sans selle, attaches par tirefonds comprises : 85 F | |
| 1950 | idem : 242 F | |
* Estimation.
En 1950, à la S. N. C. B., il y avait 1.500.000 traverses métalliques en service en voies principales.
En 1949, les Chemins de fer fédéraux Suisses possédaient :
Les prix de revient étaient :
Les traverses en chêne viennent du pays.
Quant aux traverses métalliques, elles sont exclusivement importées.
On constate donc qu'en Suisse, les traverses métalliques coûtent moins cher que les traverses en bois, alors qu'en Belgique, c'est l'inverse.
Si nous nous plaçons des points de vue valeur technique et sécurité de la voie, nous pouvons, à l'heure actuelle, répondre sans hésitation : traverses en bois et traverses métalliques.
La valeur technique s'exprime par la capacité de résistance que la voie oppose aux efforts dynamiques du matériel roulant ainsi qu'aux influences atmosphériques.
La valeur d'une traverse peut s'estimer encore par la façon dont elle maintient l'écartement de la voie.
Bien entendu, nous supposons que nous avons affaire dans les deux cas à des voies parcourues par des trains rapides, nombreux et à charge par essieu élevée et que, par conséquent,
sont en rapport avec les conditions d'exploitation ainsi définies.
Le défaut capital de la traverse métallique (le trou pour l'attache) a disparu avec l'emploi des selles soudées ; l'attache elle-même s'est perfectionnée au point de maintenir le rail sous contrainte lors des dilatations. On peut dire que la traverse métallique a rejoint la traverse en bois dur créosotée. Mais il reste à avoir égard :
1°) Conditions locales.
On donnera la préférence à la traverse en bois :
Notons cependant que les chemins de fer fédéraux suisses emploient avec leurs traverses métalliques des dispositifs d'isolement entre la traverse et le patin du rail et entre les crapauds et le patin.
2°) Raisons économiques.
Les réseaux qui ne trouvent pas sur le marché national la quantité de bois dur suffisante pour leurs besoins annuels (note 057_1) et qui doivent acheter une partie de ce bois à l'étranger, peuvent indifféremment employer des traverses en bois ou des traverses métalliques.
Dans les mêmes conditions d'approvisionnement difficile en bois dur mais si le pays possède une industrie sidérurgique développée, tel est le cas de la Belgique, l'utilisation des traverses métalliques devient intéressante par le soutien qu'elle donne à l'industrie nationale et par le trafic qu'elle apporte au chemin de fer lui-même (charbon, coke, minerais).
Les traverses métalliques se prêtent moins facilement au soufflage (note 057_2) en ce sens qu'il faut soulever davantage les traverses, 21 cm contre 8 cm.
Remarquons qu'une traverse métallique à selle soudée ne convient que pour le profil de rail pour lequel elle a été fabriquée ; une traverse métallique équipée pour le rail de 50 kg/m, par exemple, ne pourrait être réemployée en voie accessoire en rails de 40 kg. Pour la même raison, les occasions de vendre des traverses métalliques comme traverses industrielles sont rares. Mais la traverse métallique hors service conserve une valeur mitraille intéressante.
C'est vers 1907 que commencèrent des essais sérieux de traverses en béton armé, notamment en France, en Italie et en Suisse. Ces essais furent provoqués par la difficulté de se procurer en quantité suffisante des traverses en bois dur (note 058) ou par le prix élevé atteint par les traverses métalliques dans les périodes de prospérité.
Les très nombreux types peuvent se rattacher à trois conceptions bien distinctes :
Premier système : traverses monobloc,
la traverse est une poutre qui rappelle par sa forme la traverse prismatique en bois. Ce sont les traverses Calot, Orion, etc. (fig. 68 à 73).
Second système : traverses mixtes,
la traverse est constituée de deux appuis à large empattement, dont l'écartement est maintenu par une entretoise. Ce sont les traverses Vagneux, S. N. C. B., Sonneville, etc. (fig. 75 à 77).
Troisième système : traverses en béton précontraint.
Le plus généralement, on dispose une selle en acier, en caoutchouc ou en bois comprimé entre le patin du rail et la portée d'appui de la traverse inclinée au 1/20.
Conçue à l'origine pour la pose du rail à double bourrelet avec coussinet à large base utilisé à l'époque par les chemins de fer du Paris-Orléans, elle a été ensuite essayée avec le rail à patin, notamment sur la région Nord des chemins de fer français (fig. 68 à 70).
Dans les deux cas, on interpose une plaque de bois comprimé entre la traverse et le patin du rail ou le coussinet.
L'attache primitive a été modifiée en vue d'obtenir une traverse électriquement isolante pour les cas où l'on utilise les circuits de voie (note 059). La traverse est pourvue au moulage de trous à filets creux. Dans ces trous, on visse des tree-nails en bois de charme créosote, pourvus de filets extérieurs.

Fig. 68 à 70. - Traverse prismatique en béton armé système Calot.
Lorsqu'on visse le tirefond dans le tree-nail, lisse intérieurement, les filets extérieurs du tree-nail s'appliquent contre les filets creux du béton et l'on obtient ainsi la résistance à l'arrachement désirée.
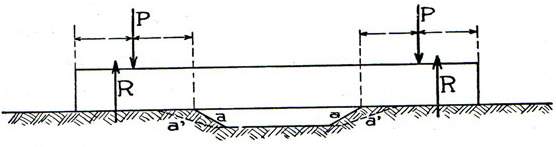
Fig. 71
Au bout d'un certain temps, le débourrage des têtes et le surbourrage de la partie médiane font que les traverses prismatiques en béton risquent de se fendre ou de se rompre en leur milieu. Grâce à son élasticité, la traverse en bois échappe à cet inconvénient. C'est pourquoi, il est prudent de dégager la partie médiane de la traverse en béton (fig. 71).
Le poids élevé, 225 kg, de la traverse Calot demande des moyens spéciaux de manutention, tels que des grues montées sur wagons.
Sa longueur est actuellement de 2,40 m.
D'après les essais effectués sur les lignes françaises de la région Nord, la traverse Calot conduirait à une économie de ballast de 0,400 m³ au mètre courant.
La traverse Orion, utilisée sur une grande échelle par les chemins de fer français, région du Midi et par les chemins de fer suisses, est représentée fig. 72 et 73.
D'une longueur de 2,20 m, elle se compose de deux parties portantes et d'une partie centrale très robuste.
En élévation, elle se caractérise par un surhaussement de la partie médiane qui trouve sa justification dans les considérations suivantes :
Nous avons déjà dit qu'avec les traverses prismatiques du type Calot on prend la précaution de dégager la partie médiane de la traverse pour éviter sa rupture, fig. 71. On peut craindre que les petits talus ainsi formés ne s'éboulent et passent de a en a'. Quand cela se produit, l'assiette des extrémités de la traverse est déséquilibrée, il en résulte des couples de flexion dangereux (fig. 71). Au contraire, la traverse Orion ne reposant sur le ballast que par ses semelles, la partie centrale échappe aux réactions du sol.
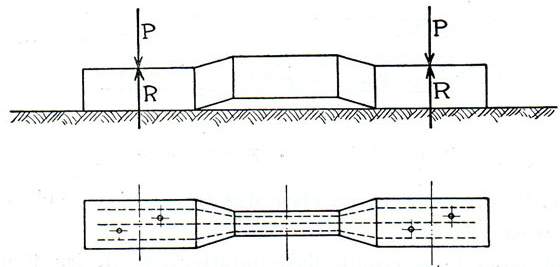
Fig. 72 et 73. - Traverse en béton armé système Orion.
Le mode d'attache consiste dans des noyaux de bois à section rectangulaire noyés dans le béton, à raison d'un par tirefond (fig. 74). Des quatre faces latérales, trois sont normales à la traverse mais la quatrième se présente en pan coupé. La section rectangulaire empêche le noyau de tourner lors du vissage ou du dévissage du tirefond ; le pan coupé empêche le noyau de remonter, assure le serrage du noyau dans son logement et facilite également son remplacement en le retirant par le dessous.
Fig. 74
L'isolement électrique des deux files de rails est assuré par les noyaux en bois, ce qui résoud le problème de l'utilisation de ces traverses sur les lignes équipées du block automatique par circuits de voie.
Sur les lignes à grande vitesse, on interpose une fourrure en bois comprimé entre le patin du rail et la traverse.
La traverse Orion pèse 200 kg.
Remarque. - L'expérience a montré que les ruptures et les détériorations des traverses en béton à poutre prismatique se produisent généralement :
La réduction de longueur a un effet sensible sur le poids de la traverse et, comme l'assise est généralement plus large, les traverses en béton ne mesurent guère que 2,20 m à 2,50 m alors que les traverses en bois mesurent 2,60 m et plus. La rupture au milieu peut d'ailleurs être évitée on bien en dégageant le ballast de la partie centrale (traverse Calot) ou en relevant le profil de la poutre en son milieu (traverse Orion).
A propos de la longueur et du calcul des traverses en béton armé, on lira avec intérêt les études de MM. DESPRETS et DE VEALI dans le Bulletin du Congrès International des Chemins de fer (note 061_1).
La traverse Vagneux est du type semi-rigide (fig. 73 à 77) et ce, pour parer au reproche que l'on adresse aux traverses prismatiques, à savoir : le bourrage accidentel de leur partie centrale peut déterminer des efforts de flexion capables de fissurer le béton.
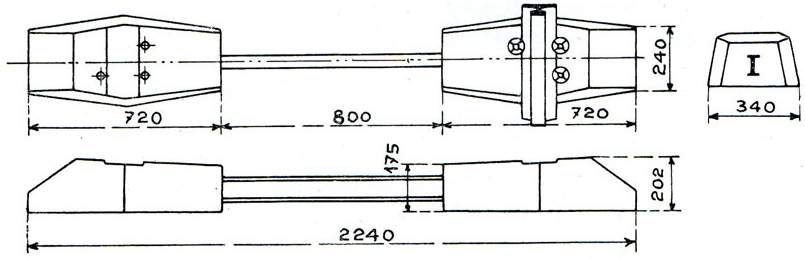
Fig. 75 à 77. - Traverse semi-rigide en béton armé système Vagneux.
La partie centrale est constituée d'une poutrelle métallique, de profil double T, qui s'encastre dans deux larges têtes en béton armé. Cette poutrelle (80 x 42 mm) est, d'une part, assez rigide pour maintenir l'écartement normal de la voie et la bonne inclinaison des rails et d'autre part, elle est suffisamment élastique pour absorber les principaux efforts de flexion et de torsion.
Le bourrage de la traverse est nécessairement localisé sous les deux têtes qui ont 72 cm de longueur et il est réparti symétriquement de chaque côté du rail.
L'attache est constituée par un tirefond vissé dans un logement venu de moulage ou bien le béton est consolidé par une garniture hélicoïdale Thiollier (fig. 78).
La spirale Thiollier est vissée sur un tirefond enduit au préalable de graisse et fixé dans le moule. La coulée effectuée et la prise faite, on retire le tirefond de la traverse, tandis que la spirale reste dans le béton.
Le logement présente un certain jeu, comblé par un mastic bitumineux très adhésif en vue d'assurer un serrage parfait de l'attache. La résistance à l'arrachement serait de 10 tonnes.
La figure 79 représente une variante d'attache par tirefond et crapaud, elle évite que la tête du tirefond soit en porte à faux du côté opposé au patin.
Lorsque la traverse doit être isolante électriquement (circuits de voie du block automatique), le logement du tirefond est constitué par une gaine en bakélite.
Les faces supérieures des deux blochets sont disposées avec une inclinaison de 1/20.
Au droit des rails, une encoche est pratiquée dans laquelle vient se placer la tablette élastique en bois comprimé.
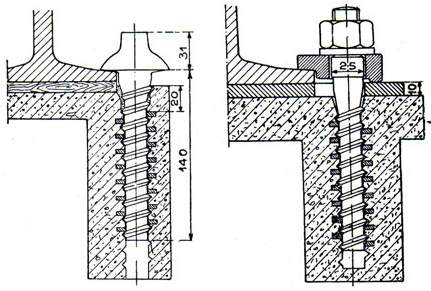 |
|
| Garniture hélicoïdale Thiollier. | |
| Fig. 78. - Attache par tirefond. | Fig. 79. - Attache par tirefond et crapaud. |
La traverse Vagneux est utilisée sur des lignes de la région française de l'ancien P. L. M., sur le P. L. M. algérien et sur les chemins de fer tunisiens.
D'après les essais, l'emploi de la traverse Vagneux permettrait une économie de ballast de 0,100 m³ au mètre courant de voie.
Cette traverse a été conçue pour remédier à la pénurie de traverses en bois et elle a été réservée exclusivement aux voies de garage.
Fig. 80 à 82. - Traverse mixte pour voies de garage de la S. N. C. B.
On a recherché avant tout la simplicité et l'économie.
La traverse est constituée de 2 blochets de section modeste et faiblement armés, réunis par 2 tubes à fumée en acier de chaudières de locomotives. Ces tubes sont recouverts de deux couches de minium de plomb.
Ces tubes forment entretoises et, comme ils traversent les blochets de part en part, ils contribuent à la résistance des blochets eux-mêmes.
Les tubes à fumée sont parfois remplacés par de vieux rails ou par des cornières.
C'est une traverse en béton armé ordinaire (non précontraint) constituée par 2 blochets massifs à assise large, réunis par une entretoise métallique qui traverse les blochets d'outre en outre et qui constitue l'ossature principale des blochets.
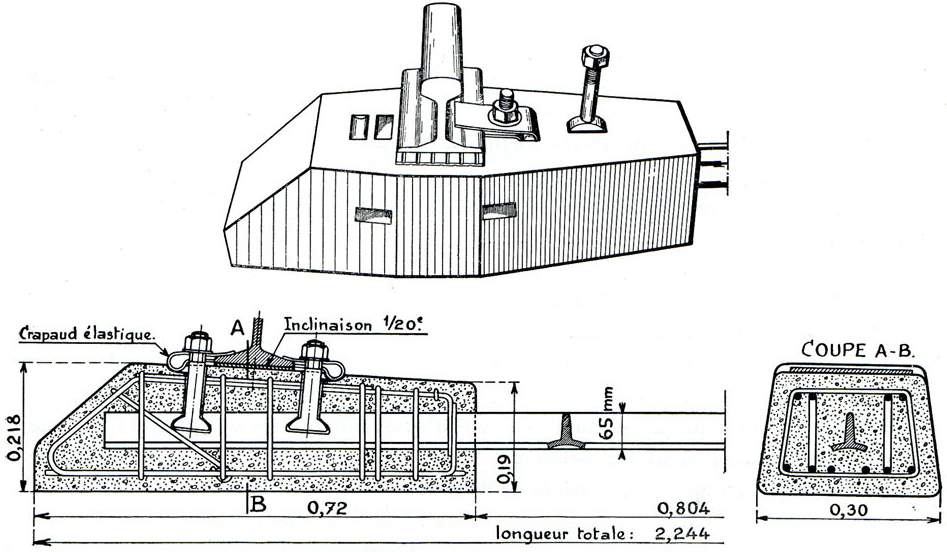
Fig. 83 à 85. - Traverse mixte Sonneville (S. N. C. F.).
La longueur de la traverse Sonneville est de 2,25 m, son poids d'environ 170 kg.
Les boulons d'attache prennent appui par leur tête plate, non pas sur le béton, mais bien sur les deux nez découpés dans l'entretoise métallique.
L'écrou de ces boulons presse sur un crapaud élastique constitué d'une lame d'acier à ressort repliée.
Enfin, le rail repose sur une semelle en caoutchouc cannelé.
Le serrage sur le patin du rail serait suffisant pour maintenir le rail sous contrainte et supprimerait le cheminement du rail sur la traverse.
Mise en place des boulons (fig. 86). - On introduit le boulon de fixation par la cheminée verticale C1C1, la tête étant placée en croix avec l'entretoise métallique.
On lui fait subir ensuite 1/4 de tour pour l'insérer dans l'échancrure de l'entretoise.
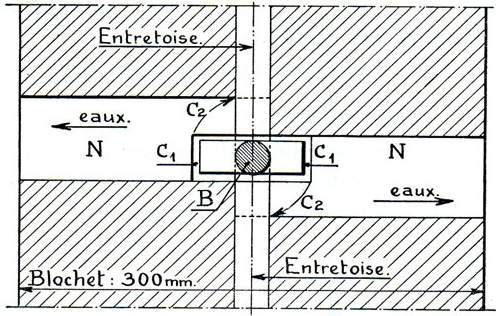
Fig. 86. - Traverse mixte Sonneville (S. N. C. F.).
Mise en place des boulons de fixation.
Pour rendre cette rotation possible, 2 cavités C2C2 doivent être ménagées lors de la coulée de la traverse à la faveur de la présence de 2 noyaux NN. Les noyaux enlevés, il subsiste deux cheminées horizontales, légèrement inclinées pour l'évacuation des eaux de pluie.
Accessoirement, ces cheminées facilitent le transport des traverses en y introduisant une barre de fer.
A l'extrahomètre, les boulons auraient atteint une résistance à la traction de 9 tonnes.
Le béton armé pare à l'insuffisance de résistance à la traction du béton ordinaire par la présence de barres d'acier dans les régions soumises à l'extension. Mais, par suite de l'adhérence du béton à l'acier de l'armature, le béton suit les allongements que subissent les armatures sous les forces d'extension qui les sollicitent et, comme la capacité d'allongement du béton est très limitée, dès que la tension de l'acier dépasse quelque 10 kg/mm², le béton se fissure.
Par ailleurs, lors de son durcissement, le béton est plus ou moins empêché de subir librement son retrait par suite de son adhérence à l'acier de l'armature et cet empêchement suffit à lui seul à produire des fissures.
La précontrainte ou compression initiale résulte de la mise en tension préalable des tirants (ou des fils) d'armature, tirants ancrés aux extrémités, entourés ou non de gaines.
La tension des tirants se transmet au béton sous forme d'une compression égale à cette tension de sorte que la résistance à la fissuration est, en principe, égale à la tension de précontrainte.
Le retrait du béton et le fluage diminuent la tension du tirant d'où une perte de précontrainte mais si l'on constitue les tirants de fils d'acier de faible section et à haute résistance, on peut escompter que la perte de précontrainte ne dépassera pas 15 %.
Le plus généralement, on emploie des aciers tréfilés de 2 à 3 mm de diamètre dont la limite élastique est comprise entre 150 et 180 kg/mm² et dont la résistance à la rupture atteint 200 kg/mm². Ils sont tendus à un taux inférieur de 20 kg/mm² à la limite élastique.
Au moment du bétonnage, il est nécessaire de vibrer le béton afin d'assurer son homogénéité parfaite.
Appliquée aux traverses de chemin de fer, la précontrainte a pour but principal de combattre la fissuration du béton. Beaucoup de réseaux s'intéressent à la question, mais on en est toujours au stade expérimental.
Les expériences statiques et dynamiques effectuées dans les laboratoires de l'Université de Liège sur des traverses en béton précontraint belges et britanniques attestent l'élasticité des fissures du béton précontraint c.-à-d. qu'elles se referment lors de l'enlèvement de la surcharge qui les produit.
Les directives de la S. N. C. F. selon lesquelles les traverses précontraintes ont été réalisées sont :
Cette traverse, mise à l'essai en 1946, est constituée de 2 blochets armés, réunis par une entretoise, en béton également. Les 3 pièces sont serrées ensemble par une tige d'acier manganosiliceux de 15 mm de diamètre filetée et tendue à 55 kg/mm² par le serrage des écrous d'extrémité. La compression dans le béton atteint 70 kg/cm².
Des plaquettes de bois résinifié sont interposées entre les blochets et l'entretoise et réalisent une semi-articulation. Celle-ci supprime la flexion de la partie centrale en cas de dénivellation des appuis sous les blochets.
Le poids de la traverse Franki-Bagon est de 200 kg, sa longueur de 2,40 m.
L'attache est constituée par une selle en acier « imprimée » dans le béton frais et maintenue sur la traverse par des boulons traversants (fig. 88). La selle est pourvue de nervures emprisonnant un boulon à tête plate agissant par serrage sur un crapaud comme dans l'attache Angleur-Athus.
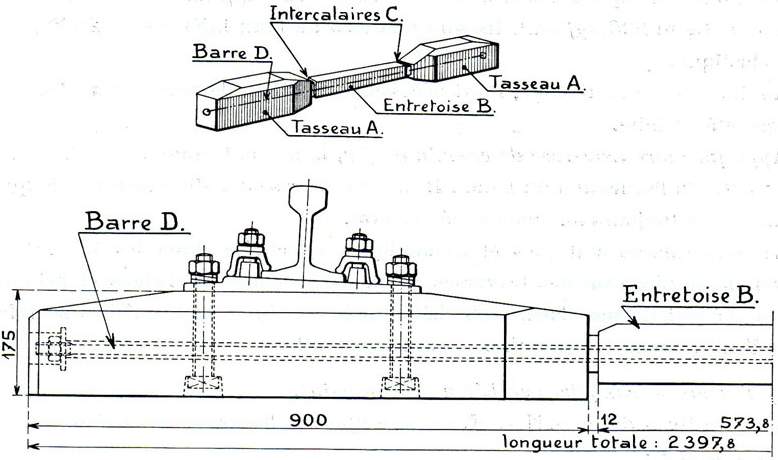
Fig. 87 et 88. - Traverse belge Franki-Bagon en béton précontraint.
Les attaches des traverses en béton. - Les tirefonds sont encore largement utilisés pour fixer le rail sur les traverses en béton. Ils sont vissés :
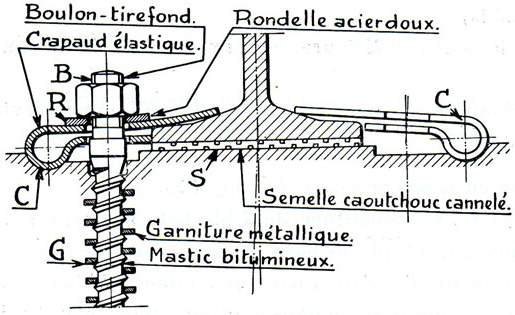
Fig. 89. - Attache par boulon-tirefond avec crapaud élastique de la S. N. C. F.
Sur les lignes électrifiées, certains réseaux emploient des garnitures isolantes en matière coulée.
Le tirefond presse soit directement sur le patin du rail, soit par l'intermédiaire d'un crapaud (page 44).
A la S. N. C. F., le rail est maintenu sur les traverses en béton précontraint par des boulons-tirefonds s'appuyant sur des crapauds élastiques constitués d'une barre plaie d'acier à ressort (fig. 89).
Parmi les types d'attache les plus évolués, on note :
Semelles intercalaires. - Pour éviter le contact direct de l'acier sur le béton, certains réseaux interposent une semelle entre le rail et la traverse. On rencontre des selles en caoutchouc spécial, en acier, en bois imprégné et comprimé, en bois lamellé et bakélisé.
Le poids de la traverse en béton est au moins double et parfois triple de celui d'une traverse en bois de chêne (80 kg) ce qui rend sa manutention plus difficile.
La fragilité relative du béton exige que la traverse soit traitée avec plus de ménagement que la traverse en bois.
Par suite de son poids élevé, la traverse en béton assure une meilleure stabilité de la voie ; mais elle donne une voie plus rigide car elle ne possède pas l'élasticité de la traverse en bois.
Par contre, elle procure une économie de ballast et elle est peu sensible aux agents atmosphériques.
L'économie de ballast provient de ce que la traverse en béton armé étant plus courte, le lit de ballast est moins large. Par ailleurs, comme elle est plus lourde, il n'est pas nécessaire de contrebuter les têtes de la traverse par du ballast, ni de remplir les intervalles entre les traverses ; il suffit d'y placer juste assez de ballast pour que les traverses ne se déchaussent pas.
Comme le serpentage de la voie provoqué par la dilatation brusque des rails est précédé d'un soulèvement de la voie qui supprime le frottement sur le ballast, la traverse en béton, plus lourde, peut, toutes choses égales, retarder le moment où le serpentage se déclenche.
La traverse en béton est particulièrement intéressante pour les Colonies où les traverses en bois sont attaquées par les termites et où les traverses métalliques doivent généralement être importées ce qui en relève le prix, alors qu'il est souvent possible de trouver sur place les matériaux nécessaires à la fabrication de la traverse en béton, l'armature en acier exceptée.
La traverse en béton trouvera aussi son emploi là où les traverses en bois périssent par pourriture, c'est-à-dire sur les lignes secondaires. Ici, en effet, la destruction organique précède la destruction mécanique.
Sur les lignes principales où la destruction des traverses est due avant tout à des causes mécaniques, l'expérience dira quelle sera la durée des traverses en béton. A cet égard, il n'y a pas que la résistance de la traverse elle-même, il y a encore et l'on pourrait dire, il y a surtout la résistance de l'attache et de sa liaison avec le béton.
Dans la plupart des cas, c'est l'insuffisance du système d'attache qui a contribué pour une large part à l'insuccès d'un type de traverse.
L'attache doit pouvoir résister à l'arrachement à des efforts, mesurés à l'extraho-mètre, de quelque 5.000 kg.
Nous avons défini page 41, § 8, les avantages propres à la traverse en bois et notamment la possibilité de remédier sur place à une attache défectueuse. Rien de semblable n'existe pour la traverse en béton qui, du point de vue de l'attache, ne paraît pas encore au point.
La nature du ballast présente une grande importance pour la résistance des traverses en béton. Le ballast fin, qui peut le mieux garantir une distribution uniforme de la réaction, a donné les meilleurs résultats.
Le prix de revient dépend des dimensions, autrement dit, du poids de la traverse et du poids d'acier de l'armature ; mais il dépend aussi de la disposition plus ou moins heureuse du chantier de fabrication, c'est-à-dire de sa proximité ou non du lieu d'utilisation.
A quel type de traverse en béton faut-il donner la préférence ?
Il serait téméraire de donner une réponse à cette question, car seule une expérience de quelque 25 ans pourrait en fournir les éléments. La traverse mixte offre une bonne solution théorique du problème de la traverse en béton armé ordinaire mais rien ne dit que des traverses prismatiques rationnellement conçues, notamment de manière à éviter de façon certaine la réaction du ballast en leur milieu, ne donneront pas de bons résultats.
Cependant, si l'on se reporte aux échanges de vue qui eurent lieu entre spécialistes lors du Congrès international des chemins de fer en juin 1949 à Lisbonne, les constatations suivantes se dégagent.
L'emploi des traverses en béton armé classique est encore très limité. Leur comportement sur les lignes à trafic lourd et rapide n'a pas été satisfaisant. Pour cette raison, sur certains réseaux, leur emploi a été limité aux lignes secondaires à trafic faible ou aux voies de garage.
L'intérêt se concentre sur les traverses précontraintes.
Compte tenu des résultats réalisés lors des essais en laboratoire, on peut espérer que les traverses précontraintes donneront des résultats satisfaisants sur les lignes à trafic lourd et rapide, surtout si elles sont équipées d'attaches élastiques.
Enfin, pour que l'emploi des traverses en béton armé, précontraint ou non, puisse présenter de réels avantages économiques par rapport à celui des traverses en bois et métalliques, il est nécessaire que leur coût de fabrication subisse une réduction importante par rapport au prix actuel.
A l'origine de la pose de la voie, le ballast est déversé sur la plateforme et régalé à la hauteur des faces inférieures des traverses ;
les traverses sont alignées transversalement sensiblement à l'endroit qu'elles doivent occuper ;
les rails sont déposés provisoirement bout à bout, mais ils sont placés à peu près à leur écartement normal ;
ils sont éclisses sommairement en ayant soin de placer entre eux une cale provisoire dont l'épaisseur correspond à l'ouverture du joint de dilatation.
Cette pose provisoire achevée à la faveur de quelques tirefonnages de traverses (une sur trois ou quatre), on procède à la mise en place exacte des traverses, celles-ci sont ensuite tirefonnées.
Le ballast devant constituer la couche supérieure, est refoulé sous les traverses et la voie est amenée par relèvements successifs à la pince au niveau voulu.
Il s'agit alors de procéder au dressage provisoire en alignement, puis de dresser la voie dans le sens de la hauteur c'est-à-dire de procéder au relevage au niveau donné par les piquets de hauteur et au moyen de mires ou d'un jeu de nivelettes.
Le relevage terminé c'est-à-dire les deux files de rails étant bien à la hauteur voulue, commence l'opération très importante du bourrage.
Le bourrage.
Le bourrage a pour but de donner une bonne assiette aux traverses c'est-à-dire de consolider leur position pour qu'elles n'aient aucune tendance à s'affaisser ou s'incliner de quelque côté que ce soit.
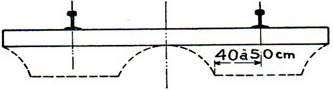
Fig. 90
Diagramme de l'intensité du bourrage.
Il est logique que le bourrage de la traverse soit le plus intense au point d'application de la charge, c'est-à-dire au droit du rail et puis, qu'il aille graduellement en diminuant, jusqu'à 40 ou 50 centimètres vers l'intérieur de la voie et, à l'extérieur, jusqu'à l'extrémité de la traverse (fig. 90).
La partie centrale de la traverse ne doit pas être bourrée, mais simplement garnie de ballast, de manière qu'il n'y ait pas de vides qui permettraient le débourrage des parties voisines sous l'action des charges roulantes.
Le bourrage des pierrailles se fait à la pioche par équipe de quatre hommes attaquant la traverse de quatre côtés à la fois ; l'opération s'effectue en deux phases (fig. 91 et 92).
Dans la première phase, les ouvriers occupent les positions 1 à 4, deux se plaçant entre les rails, les deux autres au dehors (fig. 91).
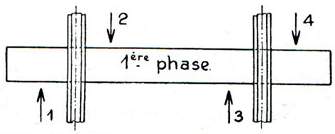
Fig.- 91. - Bourrage d'une traverse.
Dans la seconde phase, les ouvriers occupent les positions symétriques par rapport à l'axe de la traverse (fig. 92).
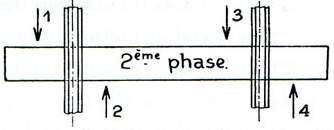
Fig.- 92. - Bourrage d'une traverse.
Les premiers coups de pioche sont donnés presque verticalement afin d'augmenter la cohésion du ballast, puis on incline peu à peu l'outil et l'on termine par des coups presque horizontaux, en évitant de toucher les traverses et les rails.
On reconnaît que la traverse est suffisamment bourrée au son qu'elle rend quand on laisse tomber verticalement et d'une certaine hauteur, la tête d'une pince à riper (ou d'une canne à boule) sur chaque tête de traverse.
Remarque. - A proprement parler, l'ouvrier ne bourre pas la voie, il la nivelle ; en réalité, c'est le train qui bourre la voie. L'ouvrier ne pourrait soulever la voie en la bourrant.
Nous parlerons ultérieurement du bourrage mécanique.
Dressage définitif de la voie.
Sous l'effet du bourrage, des altérations légères dans la position de la voie peuvent se produire. On les corrige par le dressage définitif qui se fait avec les mêmes outils et les mêmes méthodes que le dressage provisoire mais avec plus de soins encore.
Éclissage.
La voie étant bourrée et dressée définitivement, on complète l'éclissage des rails et l'on place éventuellement les dispositifs anticheminants.
Régalage du ballast.
Pour achever la pose de la voie, il ne reste plus qu'à régaler le ballast et les banquettes d'après les profils imposés et à faire la toilette de la voie, des accotements et des fossés.
Remarque. - Quelque temps après la mise en service de la voie, il se produit sur remblai neuf un tassement général auquel il faut remédier en relevant la voie pour la ramener à son niveau primitif.
Après le passage d'un certain nombre de trains lourds, on procède à un relèvement qui donne à la voie son assiette définitive.
Cette question, qui s'adresse plutôt aux gens de métier, demanderait pour son étude un développement qui ne peut trouver place ici.
Nous dirons cependant quelques mots des « méthodes de revision » et du « soufflage » qui posent des questions de principe que les spécialistes agitent volontiers.
Les méthodes d'entretien des voies se classent en deux modes de travail :
La revision méthodique intégrale consiste à corriger périodiquement et d'une manière complète toutes les défectuosités constatées à la superstructure et à éliminer les causes de ces défectuosités, de telle manière que le maintien en bon état de la voie soit assuré jusqu'à la prochaine revision.
Certains réseaux adoptent une méthode mixte ; ils procèdent à la revision méthodique intégrale d'une partie de leurs voies et soumettent à une revision méthodique réduite l'autre partie.
L'intervalle de temps entre deux revisions intégrales dépend naturellement du type de voie, de son âge, de la qualité du matériel employé, de la nature de ballast, de la constitution de la plateforme, des courbes, des déclivités, des conditions climatologiques locales et surtout de la charge des essieux, du nombre et de la vitesse des trains.
L'entretien en recherche consiste à dépister les points de la voie où se sont produites des défectuosités et à les corriger en temps utile ; par exemple : déformations en plan et en profil, traverses ébranlées, traverses danseuses (note 072), attaches et éclisses desserrées, cheminement des rails, jeu de dilatation supprimé, etc.
C'est aussi par l'entretien en recherche qu'on remédie aux imperfections d'une voie nouvelle qui n'a pas encore pris toute son assiette ; cette voie doit être au début surveillée et entretenue jusqu'à ce qu'elle puisse entrer dans le cycle des revisions.
Du point de vue économique, le plus grave défaut de l'entretien en recherche réside dans la difficulté de contrôler le travail et par conséquent le rendement.
L'entretien en recherche ne permet jamais d'obtenir une voie parfaite ; après un certain temps, la voie comporte trop de matériaux de qualité, d'usure, d'âge différents et, finalement, on est obligé de procéder à un renouvellement complet, renouvellement qui est cependant prématuré pour certains éléments.
Les travaux de revision méthodique s'exécutent dans les conditions les plus favorables des points de vue technique et économique. Ils remédient aux défauts cachés qui échappent à l'entretien en recherche. S'ils gênent davantage la circulation des trains, on peut s'y préparer beaucoup plus méthodiquement (modification des horaires, circulation à simple voie). Par ailleurs, ces troubles dans l'exploitation ne se reproduisent qu'à des intervalles plus longs.
Le soufflage.
Lors de l'entretien des voies en exploitation et à l'occasion des revisions intégrales, on est amené entre autres opérations à procéder au bourrage des traverses de la manière indiquée précédemment (page 71).
Habituellement, on a recours au bourrage lorsque la hauteur dont la voie doit être relevée est supérieure à 4 cm. Dans ce cas, toutes les traverses sans exception sont bourrées.
Mais, lorsque le relevage de la voie ne doit pas dépasser 4 cm, le procédé du « soufflage » remplace le bourrage pour la consolidation des traverses.
La pratique du soufflage a été imaginée par les chemins de fer anglais. Introduite en France en 1910 sur les chemins de fer du Nord, elle y a été perfectionnée en 1928 sous la forme du soufflage « mesuré ». C'est sous cette modalité qu'elle est appliquée sur les chemins de fer belges depuis 1930.
Le soufflage proprement dit consiste à étaler sur les moules, avec une pelle plate, une couche convenable de pierrailles anguleuses et dures.
On soulève préalablement la voie de 5 à 8 cm et on étale la grenaille sur le moule sur une longueur de 50 cm de part et d'autre du rail et sur toute la largeur de la traverse.
L'ouvrier souffleur prend sur sa pelle l'épaisseur requise de ballast (en général 1 1/2 fois le vide à racheter), il introduit sa pelletée entre le moule et la traverse levée, puis, d'un retrait brusque de sa pelle (ou par petites secousses), il distribue la grenaille uniformément sur le moule.
Le soufflage terminé, ou laisse redescendre la voie ; les traverses soufflées se trouvent alors à un niveau légèrement supérieur à leur niveau normal mais, après le passage de quelques trains, elles sont ramenées au niveau voulu.
Il est possible de niveler une voie avec une grande précision en déterminant exactement les imperfections des profils transversaux et longitudinaux et en mesurant en outre avec précision la hauteur des creux sous les traverses « danseuses ».
Des appareils de mesure appropriés sont utilisés pour la détermination des défauts de la voie :
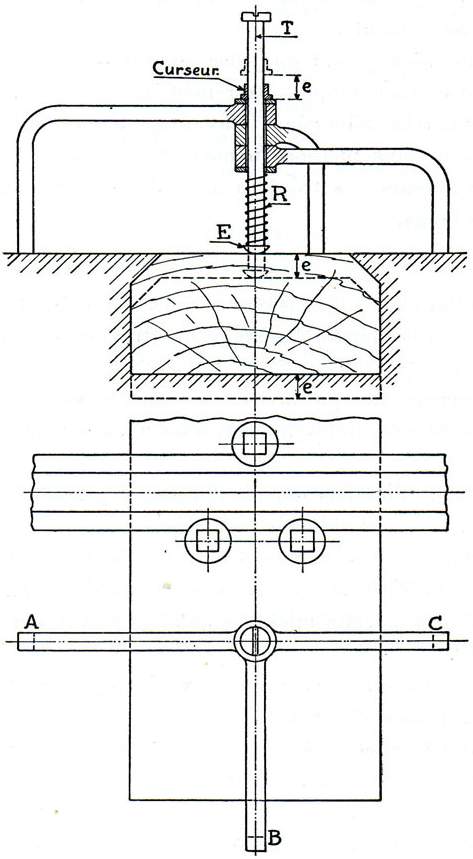
Fig. 93 et 94. - Dansomètre.
Il suffit alors d'introduire sous les traverses une quantité de ballast en rapport avec l'importance de ces dénivellations et de ces creux.
Le soufflage permet de réaliser jusqu'à 30 % d'économie sur la main-d'œuvre, par rapport au bourrage.
Dansomètre.
Pour apprécier l'amplitude des mouvements d'une traverse danseuse, on se sert d'un dansomètre. Celui-ci est constitué d'un trépied ABC que l'on installe sur le bout de la traverse c'est-à-dire à l'extérieur de la voie (fig. 93 et 94). Les trois pieds prennent appui sur le ballast et la tige centrale sur la traverse.
La tige centrale T est sollicitée vers le bas par le ressort R de telle manière que son extrémité E presse constamment sur la traverse.
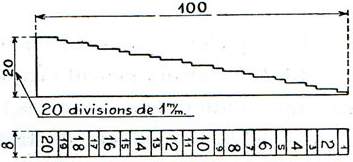
Fig. 95. - Cale graduée.
Le curseur qui glisse à frottement doux sur la tige est amené au contact du sommet du trépied.
Dès que passe un train, la traverse danseuse s'affaisse, la tige T descend, mais le curseur est arrêté dans la descente. Quand le train est passé, la distance entre le sommet de l'appareil et le curseur, remonté avec la tige, mesure le vide maximum qui s'est produit sous la traverse lors du passage des essieux. Cette distance s'évalue pratiquement au moyen d'une cale graduée (fig. 95).

Fig. 96. - Mesure de la dénivellation aux joints des rails.
Les chemins de fer belges utilisent également une variante de cet appareil dans laquelle la tige T se termine par une pointe acérée qui, pénétrant dans la traverse, suit les mouvements de celle-ci.
Lorsqu'on procède à l'entretien en recherche, on se borne au mesurage des dénivellations longitudinales aux joints des rails.
A cet effet, on utilise un fil d'acier AB extra dur de 1 mm de diamètre, fortement tendu (fig. 96 et 97), et qui forme la base d'un triangle dont les deux autres côtés sont constitués de deux pièces de frêne de 3 m de longueur, articulées à leur sommet commun et formant cavalier.
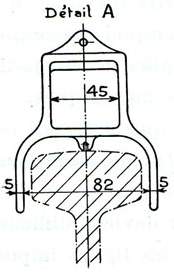
Fig. 97
Ce cavalier se pose longitudinalement sur le rail de telle manière que son sommet se trouve au droit du joint à examiner, le fil tendu le long du rail passant au-dessus du joint défectueux.
On mesure la dénivellation du joint sous le fil d'acier tendu, au moyen de la cale dont il a été question plus haut et représentée fig. 95.
Dans les cas où le joint se serait exceptionnellement relevé au lieu de s'être affaissé, on interpose entre les extrémités A et B et le rail des cales d'égales épaisseurs.
Pour quelles raisons cherche-t-on à étendre la mécanisation des travaux de la voie ?
1°) Les travaux gênent l'exploitation. Or, si le volume du trafic n'est pas toujours en augmentation, le nombre des trains lui, ne cesse de s'accroître.
En effet, en matière de trafic voyageurs, on tend de plus en plus vers une exploitation par trains nombreux et rapides et, partant, légers.
L'application du frein à air comprimé, continu et automatique aux trains de marchandises permet un relèvement de leur vitesse, or cette plus grande vitesse s'accommode mieux de trains relativement légers mais plus nombreux.
Les travaux entravent la circulation des trains : ralentissements, mise à simple voie, occupation des voies par le déchargement et l'enlèvement des matériaux (ballast, traverses, selles, tirefonds, rails, éclisses, boulons, etc.). Il s'agit donc de réduire le temps consacré à ces travaux par une organisation méthodique d'abord, par la mécanisation ensuite.
2°) La main-d'œuvre coûte cher et la mécanisation permet de l'économiser.
3°) Il faut s'efforcer de mettre autant que possible l'ouvrier dans la situation de conducteur d'une machine qui se chargera de la partie la plus pénible de son travail physique.
Les rapports présentés au Congrès international des chemins de fer de Lucerne en juin 1947, et les discussions qui s'ensuivirent ont fait ressortir qu'en ce qui concerne les travaux de renouvellement, le stade expérimental de l'emploi des engins mécaniques est dépassé. En France et en Angleterre notamment, plus de la moitié des travaux de renouvellement se font couramment par des procédés mécaniques.
La pose de la voie par travées entières n'est cependant possible que si le rail est assez court ; en Amérique, le rail mesure 40 pieds, en Angleterre, 60 pieds, en France, 24 mètres.
Avec les rails belges de 27 mètres, une travée de cette longueur devient difficilement maniable (flèche 1,39 m). Notons qu'en Belgique, sur toutes les lignes importantes, c'est le rail de 54 mètres qui devient la règle.
Quant à l'entretien courant, il peut être avantageusement fait par de petites équipes spéciales dotées d'un petit outillage mécanique perfectionné.
Aux avantages d'ordre économique, il faut ajouter au crédit de la mécanisation des avantages d'ordre social car elle allège le travail des ouvriers.
Pour les travaux d'entretien, l'outillage est pneumatique ou électrique et commandé par de petits groupes avec moteurs à essence. Mais la tendance actuelle est de supprimer les groupes et leurs câbles et d'actionner les engins par moteurs individuels à essence ce qui rend les outils plus maniables.
On utilise notamment les outils mécaniques ci-après :
Dans les travaux de renouvellement, on va plus loin encore, on a créé des engins mécaniques montés sur wagons, se déplaçant avec le travail lui-même et au moyen desquels presque toutes les manutentions à pied d'œuvre sont supprimées.
Dans ce cas, des travées de voie neuve complètes, comportant rails et traverses assemblés, sont préparées à l'atelier puis amenées sur les chantiers. Elles sont déchargées du wagon et mises directement en place au moyen de potences montées sur le wagon.
La dépose de la voie en mauvais état et son chargement immédiat sur wagon par travées complètes s'exécute de la même façon.
Épuration du ballast : Machines dégarnisseuses-cribleuses.
En principe, le ballast à épurer est enlevé par des godets, se déverse sur un tapis roulant qui le transporte dans le trommel où il s'épure ; le ballast épuré retombe sur un tapis roulant qui le rejette sur la plateforme où il se répartit uniformément. Quant aux déchets provenant de l'épuration, ils tombent du trommel sur un tapis roulant qui les évacue en dehors de la voie.
Apport du ballast neuf : Amené par wagons à trémies, le ballast est déversé immédiatement dans la voie sur le ballast épuré. La voie est ensuite relevée et bourrée.
Le rendement optimum des engins mécaniques de dégarnissage, épuration du ballast et pose de la voie est obtenu lorsque le service de l'Exploitation réussit, malgré les exigences du trafic, à mettre à la disposition du service de la voie de larges intervalles dans la circulation des trains.
Les chemins de fer actuels ont eu pour précurseurs les voies minières « en bois », en usage depuis plus de quatre siècles, au fond des charbonnages allemands du Harz et plus tard en Angleterre.
On les retrouve, vers 1620, à la surface des mines de houille en Angleterre.
Les premiers charbonnages anglais étaient établis à flanc de coteau le long des rivières et à quelque dix kilomètres des rivages de celles-ci. Le charbon, chargé dans des tombereaux, était amené le long des rivages et déversé dans des bateaux qui descendaient les rivières, puis les fleuves, longeaient les côtes et remontaient par d'autres cours d'eau dans l'intérieur des terres.

Fig. 98. - Ornières garnies de pièces de bois.
Les tombereaux, traînés par les chevaux, passant et repassant sans cesse par les mêmes chemins, des ornières plus ou moins profondes se creusaient dans le sol et, tantôt la roue de droite, tantôt la roue de gauche s'enfonçait dans le sol et donnait au tombereau une allure cahotée.
Pour obtenir un chemin de roulement meilleur, parce que plus dur et de niveau, on disposa, dès 1620 (fig. 98) des planches ou des dalles dans les ornières creusées par les roues.
Pour les terrains plus ou moins meubles, la poutre de bois posée dans l'ornière, en augmentant l'étendue de la surface d'appui, réduisait la pression par unité de surface.
La diminution de l'effort à faire pour traîner les tombereaux amena l'agrandissement du véhicule qui fut monté sur quatre roues au lieu de deux et on l'appela « waggon ».
Pour protéger les parties les plus exposées au frottement, on cloua des lames ou des plaques de fonte sur les rails plats en bois (fig. 99).

Fig. 99. - Rails en bois garnis de plaques de fonte avec rebords extérieurs en bois.
Enfin, pour empêcher la roue de s'écarter du chemin ainsi préparé, on munit, en 1738, le rail d'un rebord extérieur (fig. 99). En empêchant ainsi la roue de dérailler, on pouvait faire usage d'un chemin plus étroit et, dès lors, plus économique.

Fig. 100. - Rail en fonte en forme d'U de Reynolds.
Plus tard, en 1767, Reynolds imagina un rail en fonte en forme d'U, posé sur des longrines en bois (fig. 100) (note 080).
Ces plaques de fonte devinrent finalement des rails plats à rebords intérieurs pour guider les roues à jante plate (rail de Curr) (fig. 101).
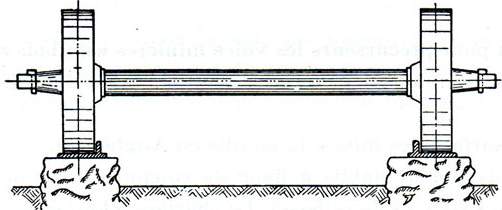
Fig. 101. - Rail en équerre de Curr.
Ces rails étaient cloués sur des traverses en bois ou fixés sur des dés de pierre.
Au XVIIIe siècle, ces chemins spéciaux s'étaient multipliés en Angleterre, surtout entre les mines et les embarcadères, ils avaient jusqu'à 18 kilomètres de longueur. Il est à remarquer que pour les établir de niveau on avait exécuté de grands travaux.
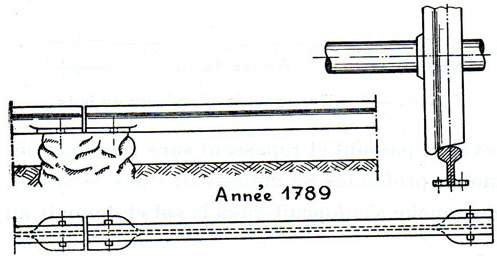
Fig. 102. - Rail saillant de Jessop.
Couramment, on payait un droit de passage pour obtenir des propriétaires du sol entre la houillère et la rivière l'autorisation d'établir sur leurs terrains ces chemins à rails plats.
Nous l'avons dit, l'invention des chemins de fer a eu pour but d'offrir à la roue un meilleur chemin de roulement, mais du coup il fallait empêcher la roue de quitter ce chemin, il fallait maintenir la roue sur la voie soit en conservant la roue à jante plate et en donnant un rebord au rail (fig. 101), soit en donnant un rebord à la roue et en faisant usage d'un rail saillant (rail de Jessop) (fig. 102).
Ce fut une amélioration que de faire passer le rebord du rail à la roue ; le rail saillant est, en effet, préférable au rail en U (fig. 100). Le rail en U, comme aussi le rail en équerre (fig. 101), mais dans une moindre mesure, retient en quelque sorte les pierres ou les objets qui viendraient accidentellement se poser sur le rail, les pierres ne pourraient que très exceptionnellement se maintenir en équilibre sur le rail saillant ; celui-ci favorise leur chute, il dégage mieux la surface de roulement.
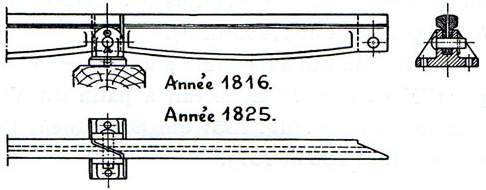
Fig. 103. - Rail subondulé en fonte « en ventre de poisson ».
Mais la conséquence de l'emploi du rail saillant fut considérable, il faisait de la voie un chemin spécial sur lequel ne pouvaient plus rouler les véhicules ordinaires à jante plate, ipso facto, le chemin de fer devenait indépendant de la route ordinaire.
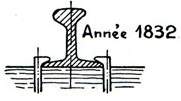 |
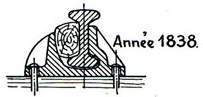 |
| Fig. 104. - Rail à patin. | Fig. 105. - Rail à double bourrelet. |
Les rails saillants de 1789 sont en fonte ; comme la fonte est peu résistante, ces rails sont très courts ; ils mesurent seulement un yard de longueur (0,914 m). En 1816, on leur donna la forme dite en « ventre de poisson » qui se rapproche de la forme d'un solide d'égale résistance (fig. 103).
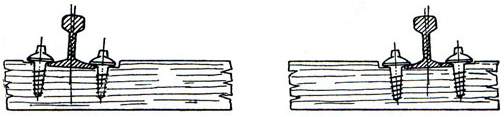
Fig. 106. - Voie continentale en rails à patin Vignole en fer forgé.
Dès ce moment, si rudimentaire qu'elle soit, la voie est cependant assez robuste pour recevoir la locomotive. Aussi, est-ce de cette époque, l'année 1800, que commence peut-on dire, l'histoire de la locomotive sur rails. Nous disons sur rails, car elle eut un précurseur sur route.
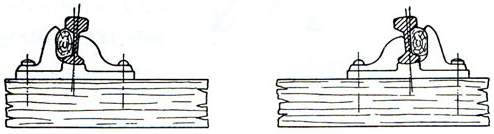
Fig. 107. - Voie anglaise en rails à double bourrelet en fer forgé.
En 1825, sur la ligne de Stockton à Darlington, on pose, à titre d'essai, une moitié des rails en fer forgé, l'autre moitié étant toujours en fonte. Les rails en fer forgé sont aussi du type en ventre de poisson, ils pèsent 25 livres par yard.
Il s'agissait aussi de déterminer la largeur de la voie. Elle dérive de l'écartement intérieur des jantes des véhicules ordinaires du pays employés sur les routes et dont on se servait sur les chemins à ornières de fer. Georges Stephenson adopta 4 pieds 8 1/2 pouces, soit 1,435 m (note 082).
Enfin, du rail subondulé à un bourrelet et sans patin, sont nés les rails à bords parallèles : vers 1832, le rail à patin dit Vignole (fig. 104) et, vers 1838, le rail à double bourrelet (fig. 105) qui constituent l'un et l'autre les prototypes de la voie actuelle (fig. 106 et 107).
Le rail supporte et guide la roue du matériel roulant, c'est donc l'élément essentiel de la sécurité de la voie.
Les rails reçoivent directement les efforts qui s'exercent sur la voie, ces efforts sont verticaux, transversaux et longitudinaux (fig. 108).
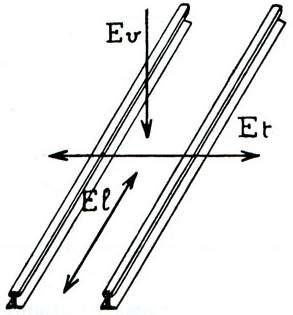
Fig. 108
L'augmentation de la pression statique atteint facilement ±20 % aux vitesses inférieures à 80 km/h, ± 30 % aux vitesses comprises entre 80 et 110 km/h. En cas de concordance des efforts, la charge statique peut même être doublée.
Pour tenir compte de la vitesse (effets d'impact), l'ingénieur hollandais Driessen applique un coefficient de vitesse Cv :
![]() ,
,
coefficient déduit de ses observations personnelles.
Pour V = 100 km/h, Cv = 1,33.
N'ayant fait ses expériences qu'aux vitesses de 60 et de 90 km/h, M. Driessen pense que le dénominateur de ce coefficient devrait être revu pour des vitesses supérieures à 100 km/h.
Pour 160 km/h, Cv = 1,85, mais rien ne dit que ce soit exagéré.
Ce coefficient se rapporte à des trains remorqués par des locomotives à vapeur, pour lesquelles l'effet de l'obliquité des bielles et les effets d'inertie repris aux § 1° et 2° ci-dessus interviennent, on peut penser que pour des locomotives électriques ou des automotrices électriques, ce coefficient donnerait des chiffres trop élevés.
D'après Driessen, la charge sur une traverse ne doit pas dépasser 13 tonnes, compte tenu du coefficient d'impact.
| S.N.C.B. | Distance moyenne d'axe en axe des traverses : 67,3 cm | ||||||||||||||
| Locomotive à vapeur type 1 (2-3-1) V=120 km/h |
Locomotive à vapeur type 12 (2-2-1) V=140 km/h |
Locomotive électrique BoBo à 4 essieux moteurs |
|||||||||||||
 |
 |
 |
|||||||||||||
| Tension totale en kg/cm² dans le rail belge de 50 kg/ m | 1 | 2 | 3 | 4 | 5 | 6 | 1 | 2 | 3 | 4 | 5 | 1 | 2 | 3 | 4 |
| 649 | 1.010 | 1.038 | 540 | 1.104 | 806 | 853 | 827 | ||||||||
| 600 | 970 | 625 | 508 | 1.130 | 827 | ||||||||||
| en kg/cm² | en kg/cm² | en kg/cm² | |||||||||||||
| Charge totale en tonnes sur une traverse belge en bois de 2,60 m x 0,26 m | 7,20 | 12,38 | 7,60 | 6,00 | 12,80 | 5,80 | 5,80 | ||||||||
| 9,35 | 12,44 | 7,33 | 9,43 | 5,80 | |||||||||||
| en tonnes | en tonnes | en tonnes | |||||||||||||
N. B. - Les chiffres ci-dessus ont été calculés d'après la méthode Driessen compte tenu du coefficient de vitesse ![]() et d'un supplément dérivé de données anglaises.
et d'un supplément dérivé de données anglaises.
Ces efforts transversaux sont provoqués par la circulation en courbe et par les mouvements de lacet.
Dans le mouvement d'orientation progressive en courbe, la roue avant gauche de la locomotive attaque le rail extérieur de la courbe (fig. 109).
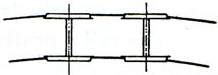
Fig. 109
Les mouvements de lacet sont dûs aux inégalités de la voie, aux modalités de construction des locomotives (position et nombre de cylindres, etc.), jeu des essieux, réaction des véhicules attelés.
De tous ces efforts transversaux, ce sont les chocs qui sont les plus dangereux. S'exerçant au sommet du rail, ils tendent à le renverser (fig. 122), ils forcent sur les attaches, ils peuvent aussi provoquer le ripage de la voie. Ils seront d'autant plus nuisibles que la hauteur du rail sera plus grande et que la largeur du patin sera plus petite.
Le mouvement de progression de la locomotive obtenu par l'adhérence des roues motrices sur le rail provoque une réaction qui tend à faire cheminer le rail en sens contraire du mouvement.
Aux joints, les chocs de toutes les roues du train sur le bout des rails tendent au contraire à déplacer le rail vers l'avant (note 085).
Les effets de la dilatation s'exercent également dans le sens longitudinal.
*
* *
On devra donc avoir égard à toutes ces sollicitations pour étudier : le profil du rail, la nature du métal, la pose même du rail (verticale ou inclinée), le nombre d'appuis et leur surface, les modes d'attache aux traverses, la constitution des joints, etc., puisqu'aussi bien ces efforts peuvent provoquer la déformation, le bris, le renversement, le déplacement et l'usure du rail.
Mieux auront été résolus ces problèmes, mieux sera garantie la sécurité et moindres seront les dépenses d'entretien et de renouvellement.
Il existe trois formes principales de rails :
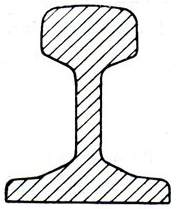 |
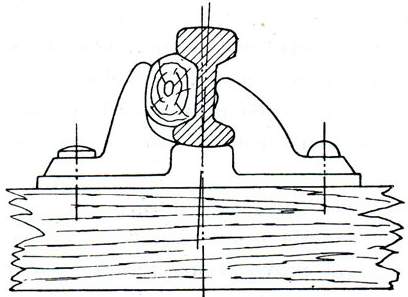 |
| Fig. 110. - Rail Vignole. | Fig. 111. - Rail à double bourrelet. |
Le rail à patin est d'un usage pour ainsi dire mondial et à l'heure actuelle, même l'Angleterre et les parties du réseau français qui constituaient anciennement les lignes de l'État, du Paris-Orléans et du Midi, ont renoncé au rail à double bourrelet qu'elles utilisaient jusqu'en ces dernières années.
Le rail à patin se compose de trois parties :
Le profil du bourrelet du rail et celui du bandage de la roue sont étudiés en vue de réaliser les meilleures conditions de roulement et d'assurer le guidage le plus satisfaisant du mentonnet de la roue (fig. 112).
Le rail, incliné généralement au 1/20 sur la verticale, offre à la roue une surface de roulement légèrement bombée.
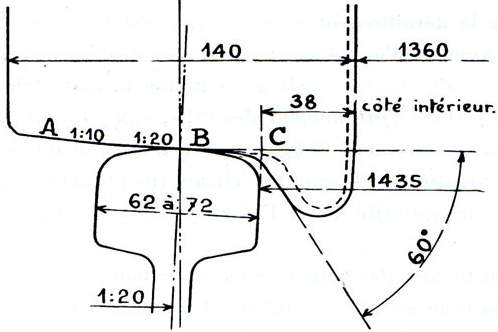 |
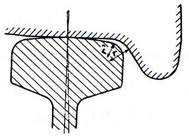 |
| Fig. 112 | Fig. 113 |
D'autre part, la surface de roulement BC du bandage est inclinée au 1/20, cette conicité de la roue ramène constamment le train de roues dans l'axe de la voie et empêche les mentonnets des roues de frotter contre les rails. En effet, en ligne droite, par suite de cette conicité, l'essieu repose sur le rail par deux cônes opposés, la position d'équilibre est située symétriquement par rapport aux deux rails. L'essieu est rappelé dans l'axe par son propre poids. Sous l'action de la pesanteur, l'essieu tend à se placer par rapport aux deux rails, dans une position telle que son centre de gravité se trouve au point le plus bas. Il en est ainsi lorsque l'essieu est rigoureusement dans l'axe de la voie.
Du côté extérieur, en AB, l'inclinaison du bandage est plus forte (1/10) pour éviter qu'il se produise un bourrelet en cet endroit.
La surface de roulement du bandage se raccorde au mentonnet par un congé de rayon r un peu plus grand que celui du rail r' (fig. 113).
Des études ont montré que le taux de la tension élastique qui se produit au contact du bandage des roues et du bourrelet du rail augmente très rapidement si l'on diminue le rayon r du congé du bourrelet du rail.
Enfin, le mentonnet du bandage présente au rail une ligne inclinée à 60° environ sur l'horizontale (fig. 112).
Lorsque, pour une cause quelconque, en courbe notamment, la roue tend à escalader Le rail, le contact entre le rail et le bandage s'établit suivant cette ligne inclinée à 60° et, lorsque la charge verticale supportée par la roue est suffisante, le bandage glisse d'une façon permanente suivant cette ligne inclinée et tout risque de déraillement est écarté.
Mais si, au contraire, la charge verticale de la roue était trop faible ou si l'inclinaison était notablement moindre que 60°, le déraillement pourrait se produire par simple escalade du rail (note 088_1).
L'expérience a montré que l'inclinaison de 60° était celle qui donnait le maximum de garantie. Une inclinaison plus raide, 80° par exemple, donnerait plus de sécurité contre le déraillement en se plaçant du point de vue que nous venons d'envisager ; mais, par contre, le profil du bandage s'accommoderait alors moins bien de toute irrégularité dans l'alignement des rails, aux joints (fig. 114).
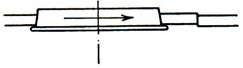
Fig. 114
La situation deviendrait particulièrement dangereuse si, à la suite d'une usure anormale, la face considérée du mentonnet devenait verticale (mentonnet tranchant ou usé à couteau), la moindre irrégularité dans l'alignement des rails pourrait provoquer un déraillement.
Revenons-en au bourrelet lui-même. Par suite de sa surface bombée et de l'inclinaison au 1/20, le contact avec la roue se fait sensiblement au milieu du bourrelet, tout au moins avec les bandages et rails neufs, c'est-à-dire dans l'axe du rail. Si la surface du bourrelet était plane, le contact pourrait n'avoir lieu que sur le bord du bourrelet et la charge s'exercerait en porte à faux ce qui nuirait à la stabilité du rail.
Le bombement prévient aussi la formation d'un creux.
Le bourrelet s'use verticalement et latéralement, la hauteur e et la largeur l (fig. 115) sont établies en conséquence. L'usure latérale est plus accusée dans la circulation en courbe, dès lors, sur les lignes sinueuses, il faut, par une largeur suffisante, prévenir une mise hors service prématurée.
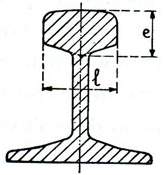
Fig. 115
A la S.N.C.B., sur les lignes à gros trafic (circulation journalière de 50.000 tonnes) l'usure verticale est de l'ordre de 0,6 mm par année (note 088_2).
En courbe, lorsque l'usure d'un côté du rail a atteint la limite admise et, pour autant que la largeur à la surface de roulement du bourrelet le permette encore, on peut retourner le rail bout pour bout, lui donner le cintrage inverse et le maintenir en service jusqu'au moment où le côté intact offert à l'usure a atteint, à son tour, la limite réglementaire.
Dans certains pays et notamment en Belgique, les faces latérales du bourrelet sont parallèles à l'axe vertical du rail, cependant, beaucoup de réseaux (France, Allemagne, Amérique, etc.) ont adopté un profil à faces trapézoïdales et ce, dans le but d'obtenir des portées d'éclissage pp' plus grandes (fig. 116) et de maintenir sensiblement la verticalité de la face intérieure des rails après pose au 1/20. Posé verticalement, un rail ainsi profilé présente plus de risque de déraillement en cas de mentonnet tranchant.
Fig. 116
Pose verticale du rail. - En 1918, au moment de la standardisation des profils de rails, les Compagnies françaises, se basant sur l'exemple de certains chemins de fer américains, ont adopté la pose verticale du rail pour les voies neuves à poser en rails standard.
En 1921, après examen des résultats, les chemins de fer français ont décidé de ne pas maintenir la pose verticale (sauf dans les appareils de voie dont cette pose facilite la construction).
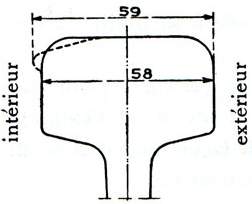
Fig. 117
On a constaté (fig. 117) :
Les chemins de fer belges qui, en 1910, avaient adopté la pose verticale pour le rail de 50 kg/m y ont également renoncé en 1922 pour les mêmes raisons.
Des essais ont été effectués avec une surface de roulement plane, or, il a été constaté qu'au bout d'un certain temps de service, en alignement droit, les rails affectent la forme représentée fig. 118, déformation qui ne s'observe pas avec les rails à surface convexe, si ce n'est au moment où celle-ci est devenue plane par usure.
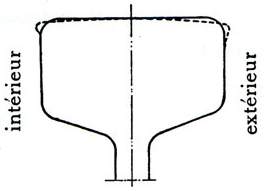
Fig. 118
En courbe, le métal du rail plan se déplace seulement du côté extérieur du rail.
Remarque. - Dans la recherche du meilleur profil, il y a lieu de se rappeler que tout rail comporte deux parties importantes (fig. 119) :
Pour la partie a, il faut rechercher :
Fig. 119
La partie b doit être étudiée de manière qu'elle puisse supporter élastiquement, même après disparition de la partie a, les plus fortes charges roulantes.
La quantité de métal du profil entier doit être calculée de telle manière que, lorsque la partie a a disparu, l'usure par oxydation des autres parties, l'âme et le patin, ait atteint aussi sa limite. Si non, il pourrait arriver que, la partie a étant disparue, le patin et l'âme soient encore en bon état de résistance, ce qui indiquerait que si l'on avait enlevé un peu de métal au patin et à l'âme pour renforcer la partie supérieure a du bourrelet, la durée de service du rail eut été plus longue.
Inversement, s'il s'agit d'une ligne à faible trafic et sous un climat très humide l'épaisseur du patin et de l'âme pourrait, par oxydation, être réduite au minimum admissible alors que la partie a serait encore loin d'être arrivée à la limite extrême d'usure.
Enfin, il convient de limiter la largeur du bourrelet à ce qui correspond aussi exactement que possible aux nécessités des usures verticale et latérale et d'employer le métal ainsi économisé pour augmenter la hauteur du rail de façon que celui-ci offre une plus grande résistance élastique à l'action des charges verticales.
Les portées d'éclissage, c'est-à-dire les plans inclinés qui raccordent le bourrelet et le patin à l'âme du rail, remplissent une fonction importante ; elles servent d'appui aux éclisses E qui doivent soutenir le bourrelet à l'endroit du joint (fig. 120 et 121).
La charge P se décompose en deux forces F normales aux portées d'éclissage. On a :
![]()
d'où :
 .
.
Cette force donne elle-même une composante horizontale F' :
![]()
et dès lors :
 .
.
L'effort F' sera donc d'autant plus grand que l'angle a sera plus petit.
Quand l'angle a diminue, c.-à-d. lorsque l'inclinaison des portées d'éclissage se rapproche trop de la verticale, F' augmente et la poussée des éclisses soumet les boulons d'assemblage à un effort de traction supplémentaire important qui n'est soulagé que par le frottement des surfaces en contact.
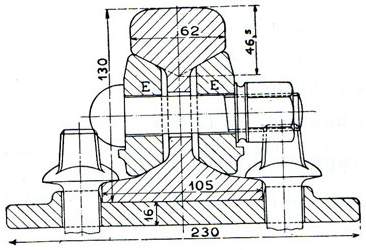 |
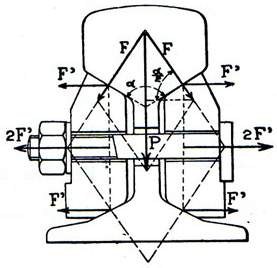 |
| Fig. 120. - Rail de 40,650 kg/m de la S.N.C.B. | Fig. 121 |
En outre, la flexion des extrémités des rails aux joints, tend, comme un coin, à écarter les éclisses et impose aux boulons un travail exagéré.
On est donc amené à donner à a une valeur assez grande mais une nouvelle limite s'impose : par suite de l'usure des surfaces en contact, il se produit du jeu qu'il faut racheter par un resserrage périodique des boulons. Si l'inclinaison des portées d'éclissage se rapprochait trop de l'horizontale (par exemple 1/5), dès l'apparition d'un faible jeu, les éclisses resserrées se rapprocheraient de l'âme au point de coller bientôt contre elle, rendant impossible tout rappel ultérieur du jeu (note 091). Dans ces conditions, le bourrelet du rail serait insuffisamment soutenu. On adopte généralement une inclinaison de 1/3.
Pour donner l'ampleur maximum aux portées d'éclissage, il convient d'adopter des rayons de raccord très petits, par exemple 2 mm.
Signalons la tendance de l' « American Railway Engineering Association » en ce qui concerne ses nouveaux types de rails :
Le rapport entre la hauteur du rail et la largeur du patin joue un rôle important.
En ce qui concerne le renversement autour de l'arête a sous l'effet des efforts transversaux Et (fig. 122), l'équation d'équilibre est donnée par
![]() .
.
De ce point de vue et, toutes choses égales, il y a donc intérêt à choisir un rail trapu c'est-à-dire pourvu d'une base large comparée à la hauteur. En fait, à l'heure actuelle, le rapport ![]() , tout en étant assez variable, se rapproche de 1,1 (tableau ci-après).
, tout en étant assez variable, se rapproche de 1,1 (tableau ci-après).
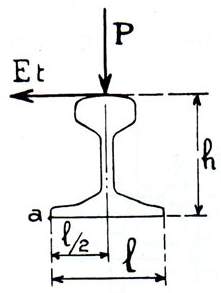 |
 |
| Fig. 122 | Fig. 123 Rail P.L.M. de 62kg/m. |
Remarquons encore que les moments d'inertie et de résistance du rail, dont dépendent sa raideur et sa résistance aux efforts verticaux, sont proportionnels respectivement au cube et au carré de la hauteur.
| Dimensions en mm | Longueur en mètres | Poids en kg/m | |||||
| h | l | a | l’ | ||||
| S.N.C.B. | 151 | 140 | 15 | 72 | 1,07 | 27 m | 50 kg |
| Reichsbahn | 148 | 125 | 14 | 67/70 | 1,18 | 15/30 m | 49 kg |
| Hollande | 142 176 |
120 156 |
14 16 |
72/77 72/76 |
1,18 1,13 |
24 m 24 m |
46,9 kg 63,1 kg |
| Suisse | 145 | 125 | 14 | 65 | 1,16 | 24 m | 46 kg |
| France | 153 | 140 | 15,5 | 65/67,4 | 1,09 | 18 m | 50,56 kg |
h = hauteur du rail, l = largeur du patin, a = épaisseur de l'âme, l’ = largeur du bourrelet.
Pour des facilités de laminage, on s'efforce de réaliser une répartition aussi uniforme que possible entre les masses de trois parties des rails, exemples :
| bourrelet | 40 % - 42 % |
| âme | 22% - 18% |
| patin | 38 % - 40 % |
Une disproportion trop grande donne un cintrage des rails trop important lors du refroidissement au sortir du train finisseur (note 093), cintrage qui peut déterminer des tensions internes excessives.
La S. N. C. B, a adopté comme rail standard le profil, représenté fig. 124, de 50 kg/m,
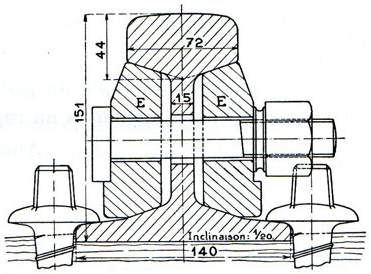
Fig. 124. - Rail de 50 kg/m de la S.N.C.B.
mais il existe encore sur beaucoup de lignes secondaires des rails de 40,650 kg/m (fig. 120).
Le rail de la Reichsbahn pèse 49 kg/m, sa hauteur est de 148 mm, le patin mesure 125 mm, l'épaisseur de l'âme est de 14 mm. On l'emploie en deux longueurs : 15 m et 30 m.
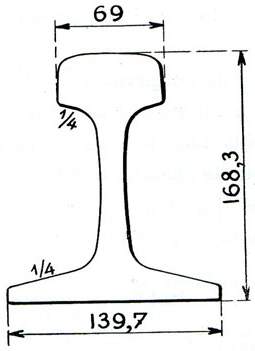 |
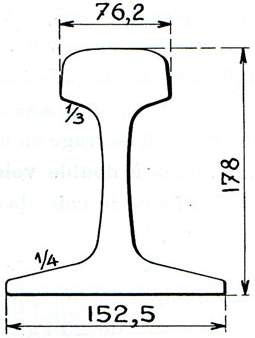 |
| Fig. 125. - Profil du nouveau rail américain de 57 kg/m. | Fig. 126. - Profil du nouveau rail américain de 66 kg/m. |
L' « American Railway Engineering Association » a adopté en 1946 deux profils nouveaux : 57 kg/m et 66 kg/m (fig. 125 et 126).
Congo. - Signalons que sur le chemin de fer du Bas-Congo au Katanga (B.C.K.) à voie de 1,067 m, on utilise un rail de 37,5 kg/m fourni en barres de 15 mètres ; hauteur du rail 125 mm, largeur du patin 105 mm, charge maximum par essieu 15 t.
A l'origine, ce profil, constitué de deux bourrelets reliés par une âme, était tout à fait symétrique. Cette conception s'inspirait du souci de pouvoir retourner le rail sens dessus dessous et de doubler ainsi sa durée. Mais, à l'expérience, on a constaté que le bourrelet inférieur se creusait au contact du coussinet et que sa réutilisation était illusoire.
Finalement, on a adopté un profil dissymétrique dans lequel chaque bourrelet a une forme et des dimensions en rapport avec sa destination (fig. 127), profil que les Anglais dénomment hull headed (tête de taureau).
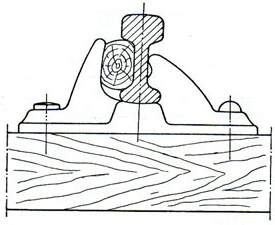 |
 |
| Fig. 127 | Fig. 128 et 129 Coin en acier du type David. |
Les rails à double bourrelet sont fixés dans des coussinets au moyen de coins en bois dur ou en acier. Les coins métalliques sont constitués d'une lame repliée formant ressort. Les fig. 128 et 129 représentent le coin en acier David.
Les coins se placent du côté extérieur de la voie de manière à laisser le personnel d'entretien à l'extérieur de la voie.
Sous l'influence des trépidations, des variations de température et d'humidité, les coins en bois ont une tendance à se desserrer, ce qui réclame une certaine surveillance.
On contrarie le desserrage en enfonçant les coins dans le sens de la marche des trains sur les lignes à double voie de manière que le cheminement éventuel du rail sur la traverse enfonce le coin davantage. Sur les lignes à simple voie parcourues dans Les deux sens, on chasse les coins alternativement dans un sens et dans l'autre.
Le poids du coussinet varie de 18 à 25 kg.
La surface d'appui du coussinet sur la traverse est établie de manière à ne pas dépasser une pression de 20 kg/cm², celle-ci est donc plus faible que dans le cas du rail à patin (pages 34 et 42).
Les deux formes sont rationnelles, elles se rapprochent du double T, c'est-à-dire de la section la plus favorable, le rail devant offrir une raideur suffisante pour que la surface de roulement reste aussi droite que possible. En reportant le métal vers le haut et vers le bas, on a augmenté le moment d'inertie et, par ailleurs, on a donné :
1. France. - Quoiqu'il en soit des considérations qui précèdent, l'utilisation restreinte du rail à double bourrelet devait fatalement amener sa disparition dès le jour où les Compagnies privées disparaîtraient en tant que Sociétés exploitantes pour être regroupées en un réseau unique : la Société Nationale des chemins de fer français (S. N. C. F.).
Mais déjà, avant même la création de la S.N.C.F., pour des raisons d'unification et de standardisation de matériel, les anciens réseaux de l'Etat, du Paris-Orléans et du Midi s'étaient mis d'accord après la première guerre mondiale, vers 1925, pour abandonner le rail à double bourrelet.
La décision de généraliser le rail Vignole est définitive, mais elle ne peut se réaliser que par étapes. On peut prévoir qu'elle sera achevée dans un délai assez court sur les lignes importantes parcourues par des trains rapides, mais sur les lignes secondaires, il est probable qu'il subsistera encore longtemps des rails à double bourrelet.
L'innovation s'étend aux voies accessoires mais, là aussi, comme sur les voies principales de caractère secondaire, il existera encore longtemps des rails à double bourrelet.
2. Angleterre. - Rappelons que les chemins de fer britanniques ont été nationalisés le 1 janvier 1948.
L'abandon du rail à double bourrelet et son remplacement par le rail Vignole a été décidé en 1949. Cette décision survenant après une pratique plus que centenaire, marque une date importante dans la politique ferroviaire anglaise.
Le rail à double bourrelet anglais pesait 42 kg/m, le rail Vignole adopté pèse 54 kg/m. La charge maximum par essieu permise actuellement est de 22 tonnes.
Dès 1936, le réseau du L. M. S. avait entrepris des essais du rail Vignole. Les résultats favorables en ont entraîné la généralisation.
La décision a été basée sur les considérations suivantes :
N'oublions cependant pas que le renforcement du profil du rail (54 kg/m au lieu de 42 kg/m) est aussi pour quelque chose dans les résultats repris aux alinéas a et b. Ce renforcement était justifié par un trafic plus lourd et des vitesses plus grandes.
La transformation se fait assez rapidement, 1.640 kilomètres de voies du nouveau type ont été posées, il en sera sensiblement de même en 1950, mais comme la durée moyenne d'un rail sur les grandes lignes britanniques est de 18 à 20 ans, il faudra encore quelque 20 ans avant que les derniers rails à double bourrelet aient disparu, des lignes principales.
La figure 130 représente le rail à ornière de tramways le plus répandu en Belgique (le type U. V. F. 3) (note 096). Il pèse 47,900 kg/m. Sa longueur est de 20 mètres.
Il a été étudié pour la pose en pavage et sur traverses. Comme on le voit, le profil est très développé en hauteur (175 mm à cause du pavage) tout en réservant au patin une bonne largeur (145 mm). Il existe un profil renforcé (le type U.V.F. 3R) (fig. 131) de 49,454 kg/m pour les voies en courbe. Actuellement, les Tramways Bruxellois utilisent ce profil d'une façon générale aussi bien en voie droite qu'en courbe.
Dans les agglomérations, tous les rails de voies courantes sont normalement soudés ; les éclissages ne sont utilisés qu'exceptionnellement, par exemple, dans les jonctions avec des appareils de voies provisoires ou non soudables (appareils au Manganèse).
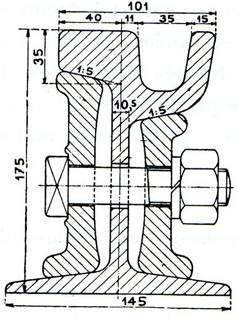 |
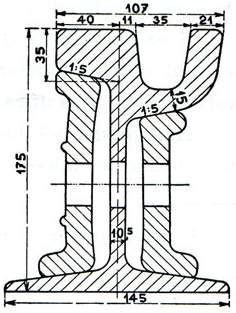 |
| Fig. 130 Rail à ornière du type U. V. F. 3 de 47,9 kg/m et de 20 m de longueur. |
Fig. 131 Profil U. V. F. 3 R de 49,454 kg/m. |
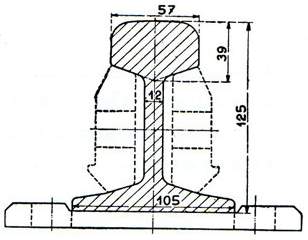 |
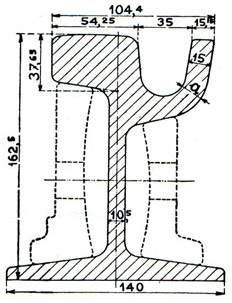 |
| Fig. 132 Rail Vignole de 32 kg/m des chemins de fer vicinaux belges. |
Fig. 133 Rail à ornière de 49 kg/m et de 18 m de longueur des chemins de fer vicinaux belges. |
Les appareils sont souvent en Ni-Cr soudables.
En campagne, les Tramways Bruxellois emploient le rail de 32 kg/m des Chemins de fer vicinaux belges.
Les Chemins de fer vicinaux belges utilisent :
a) Sur plateforme indépendante de la voirie, un rail Vignole de 32 kg/m et de 18 m de longueur, posé sur 20 traverses en bois, avec selles d'appui dans les courbes de 50 m et moins de rayon (fig. 132).
Sur les lignes électriques, deux joints sur trois sont soudés, ce qui donne des barres de 54 m de longueur.
Il existe encore plusieurs milliers de kilomètres de voie équipées en rails de 23 kg/m (barres de 9 ou 12 m de longueur), mais l'emploi de ce rail est abandonné pour les constructions nouvelles.
b) En pavage, un rail à ornière de 49 kg/m de 18 m (fig. 133) posé sur traverses en bois avec interposition de semelles en bois dur. Ce, pour éviter que les pavés ne reposent directement sur les traverses, les rails et les pavés ayant sensiblement la même hauteur. Les joints sont soudés à l'aluminothermie.
En courbe (rayon de 50 m et moins), ce rail est remplacé par un profil de 51 kg/m présentant une épaisseur en a plus forte (fig. 133) et une largeur d'ornière plus grande. De plus, ce rail est traité thermiquement de façon à durcir les parties soumises à usure.
Il existe depuis quelques années, un rail à gorge dit « Compound », laminé en partant de deux aciers de duretés différentes, la partie supérieure du rail étant notablement plus dure que la partie inférieure (note 098).
Remarque. - Les rails à gorge sont mal équilibrés du point de vue de la répartition des masses.
II y a un très grand intérêt à utiliser des rails de la plus grande longueur possible puisqu'ainsi on diminue le nombre de joints. Car les joints :
la réduction du nombre des joints a pour heureux effet de réduire le cheminement : en premier lieu, parce que le nombre de chocs aux joints est réduit ; en second lieu, parce que chaque rail est solidaire d'un plus grande nombre de traverses.
Qu'est-ce qui s'oppose à l'emploi de rails de très grande longueur ?
1°) La difficulté d'obtenir normalement des laminoirs des barres de grande longueur et exemptes de défauts.
Cependant, l'industrie sidérurgique belge lamine des barres de 54 mètres que l'on scie aux longueurs désirées, par exemple, 3 x 18 mètres ou 2 x 27 mètres.
2°) Les longs rails sont d'un transport plus difficile du chef de leur longueur et d'une manipulation plus malaisée dans la voie à cause de leur poids ; pratiquement, on compte qu'il faut un homme par mètre de longueur de rail.
Un rail de 27 mètres, de 50 kg au mètre courant, pèse 1350 kg, sa manipulation exige le concours d'une trentaine d'hommes.
Les inconvénients repris au 1° et 2° ci-dessus peuvent être supprimés aux prix de quelques sujétions par la soudure de rails de longueur normale.
3°) L'obligation de permettre au rail de se dilater au gré des variations de température sans compromettre l'équilibre de la superstructure.
Cette question a, à l'heure actuelle, quelque peu changé d'aspect.
A l'origine du problème, on peut d'abord poser les considérations suivantes :
L'obligation de laisser un joint de dilatation entre deux rails consécutifs, fixe une limite à la longueur car ce joint ne peut guère dépasser 20 mm. Au-delà de 20 mm, les roues s'enfoncent trop profondément dans la lacune, le roulement devient dur, les chocs sur l'extrémité du rail d'aval deviennent trop importants, la tendance au cheminement s'accentue et le martèlement des roues peut produire à la longue une déformation du rail ainsi que la possibilité d'amorces de fissures autour des trous d'éclissage.
En Belgique, on peut admettre un écart de 75° entre la température (+ 55°) du rail exposé en plein soleil et la température (- 20°) du rail soumis au froid le plus rigoureux.
Si l'on part d'un coefficient moyen de dilatation de l'acier à rail de 0,011 mm par degré et par mètre de longueur, on constate que pour un rail de 18 mètres (longueur normale en Belgique jusqu'en 1934), il faut théoriquement ménager un vide de 0,011 mm x 75° x 18 m = 15 mm (auquel, dans la pratique, on ajoute encore un ou deux mm comme marge de sécurité). A. la S. N. C. B., le joint de dilatation est fixé à 18 mm. Pour un rail de 27 m, le vide théorique nécessaire atteint 26 mm.
Jusqu'en ces dernières années, la théorie qui a prévalu c'est que le joint doit être réglé de telle sorte que les abouts des rails puissent venir simplement au contact aux températures les plus élevées.
Aux chemins de fer belges, pour les rails de 18 m, la largeur des joints à réserver au moment de la pose ou lors des opérations d'entretien, est respectivement de
Cependant, l'expérience est là, les chemins de fer belges ont pu, sans inconvénient, poser, dès 1935, sur la ligne électrique de Bruxelles à Anvers des barres de 54 mètres (2 rails de 27 m soudés) ; les chemins de fer allemands utilisent sur une grande échelle des barres de 60 mètres.
Dès lors, que se passe-t-il ?
Les variations de longueur enregistrées aux extrémités des rails de 60 mètres n'atteignent pas les valeurs qui découlent du calcul théorique. Pour quelles raisons ?
Sans doute y a-t-il dissipation de la chaleur par le patin du rail au. contact de la traverse ou de la selle métallique intercalaire (note 100_2). La chose s'expliquerait mieux encore sur les réseaux où le patin est entièrement recouvert par le ballast (note 100_3).
Mais la raison essentielle semble résider dans les perfectionnements apportés dans les systèmes d'attache des rails aux traverses.
Les systèmes modernes sont tels que le serrage du patin est suffisamment énergique pour empêcher le rail de réaliser toute sa dilatation (page 52). Des efforts de compression naissent évidemment dans le rail du chef de cette contrainte. Ces efforts varieraient de 450 à quelque 900 kg par cm². Il ne conviendrait pas de dépasser 1.000 kg par cm² parce que le flambement horizontal serait alors à craindre.
Il va sans dire que si les attaches étaient desserrées, la dilatation se produirait et pourrait devenir catastrophique.
On est généralement d'accord pour admettre que le flambement horizontal résultant de la dilatation des rails est précédé d'un léger soulèvement de la voie (rails et traverses) ; si faible que soit celui-ci, il suffit pour décoller les traverses de la partie supérieure des « moules » de ballast et faciliter par là la déformation horizontale en forme d'S de la voie (serpentage).
Cherchons à nous rendre compte de la valeur de ces efforts de compression. A cette fin, considérons un rail d'une seule pièce de 100 m de longueur.
Supposons que ce rail ait été posé à la température moyenne ordinaire de 15°, puis qu'il soit exposé ultérieurement à une température de 55°. Pour cet écart de température de 40°, si la dilatation de cette barre était libre, elle subirait un allongement δ égal à :
δ = 0,011 mm x 100 m x 40° = 44 mm = 4,4 cm.
Cet allongement thermique correspondrait à un allongement élastique de même amplitude si cette même barre était soumise à un effort de traction déterminé de Pkg, l'allongement élastique δ et l'effort P étant liés par la formule :
![]() ,
,
dans laquelle E = le module d'élasticité = 2.200.000.
Nous pourrons donc écrire :
![]() ,
,
d'où une tension unitaire σ :
![]() .
.
Dès lors, si nous admettons que les attaches du rail sur les traverses sont à ce point efficaces qu'elles empêchent toute dilatation de se produire, le rail sera soumis, dans les conditions de l'exemple choisi, à un effort de compression intérieure de 968 kg/cm².
Il apparaît cependant comme prématuré de considérer la question de la dilatation des rails de grande longueur comme entièrement résolue. Pour le moment, deux solutions se présentent :
Il convient d'immobiliser aussi complètement que possible la partie médiane de la barre (limitée à quelques mètres de voie), en fixant solidement le rail par rapport aux traverses correspondantes et si possible, les traverses par rapport à la plateforme. Dans ces conditions, les efforts longitudinaux, qui peuvent se développer le long de la barre, pourront se répartir aussi régulièrement que possible, de part et d'autre de son milieu considéré comme point fixe et ne pourront atteindre en un point quelconque une valeur exagérée.
Il faut naturellement procéder à la pose et à la mise en équilibre des rails, par un réglage convenable des attaches et des joints d'extrémité à une température judicieusement choisie entre les limites de celles que les rails peuvent effectivement atteindre.
Dans l'étude du phénomène du serpentage de la voie, il convient de ne pas perdre de vue que le cheminement peut intervenir pour modifier la largeur des joints de dilatation (note 102) et que si la déformation de la voie dont les joints viennent à être supprimés, peut être spontanée, elle peut aussi être provoquée par le passage d'un train dont les chocs, tant latéraux que verticaux, détruisent l'équilibre instable et déclenchent la déformation. C'est alors que celle-ci est la plus dangereuse.
Remarque. - Sur les ponts métalliques, on a, de tout temps, posé des rails longs en vue d'éviter le plus possible les chocs. Ces ouvrages, reposant sur des appuis à dilatation, s'allongent ou se contractent dans la même mesure que les rails.
Pour ce qui est de la pose à l'air libre, le Congrès international de Rome (25 septembre - 4 octobre 1950) déclare dans ses conclusions : « L'expérience est acquise qu'il est possible de poser d'une manière courante, à l'air libre en voie principale, des barres d'une longueur atteignant 90 m, sans dispositifs de dilatation aux joints ».
En principe, là où les rails à ornière ne sont pas soudés, les joints de dilatation n'existent pas en pavage.
Avec les rails Vignole, en campagne, certaines compagnies maintiennent les joints de dilatation, d'autres pas. Les Tramways du Pays de Charleroi ont soudé des rails Vignole de 40 kg sur une longueur d'un kilomètre. Les rails et les traverses sont noyées dans le ballast.
Quand la longueur du tronçon soudé est telle que la variation d'ouverture des joints doit pouvoir dépasser 15 mm, on emploie des joints de dilatation spéciaux du type à aiguilles dont il sera question ultérieurement.
Rails de grande longueur dans les tunnels.
Dans les tunnels, on n'enregistre généralement que de faibles écarts de température, par exemple, - 2° et + 20°. Aussi, dans les tunnels, la plupart des réseaux ont constitué (par soudure) des barres dont la longueur croit au fur et à mesure qu'on s'éloigne des extrémités. La région Nord des chemins de fer français a posé en tunnel, près de Boulogne, des rails de 288 m.
Les chemins de fer allemands ont réalisé, sous tunnel, une voie entièrement continue de rails soudés de 2.000 m de longueur.
Les chemins de fer yougoslaves et danois ont atteint 1200 et 1300 m dans les mêmes conditions.
En Belgique, dans la pose des rails en tunnel, on n'a pas dépassé 216 m.
Le « New York, New Haven et Hartford Railroad » a récemment installé dans sa gare de voyageurs de Hartford des rails soudés de 244 m en vue de réduire le bruit sur un viaduc en acier et dans un passage souterrain pour voyageurs.
Les conclusions adoptées par le Congrès international de Rome (25 septembre - 4 octobre 1950) sont plus hardies encore car elles s'expriment ainsi : « Dans les tunnels, il est possible de souder entièrement les rails d'une extrémité à l'autre. La nécessité de prévoir pour le raccordement à la voie normale, à l'air libre, des barres de longueur décroissante, ne paraît pas démontrée ».
L'étude mathématique des conditions de sollicitation du rail est très ardue (note 104). Rationnellement, on devrait calculer le rail comme une pièce continue reposant sur plusieurs appuis élastiques et parcourue par des charges mobiles.
Ces calculs sont complexes.
En pratique, on se borne aux deux hypothèses suivantes pour déterminer le moment fléchissant maximum :
Si l'on admet que le rail est simplement appuyé sur les traverses (fig. 134), le moment de flexion maximum est :
![]() .
.
P = poids de la roue la plus chargée, l = écartement des appuis.
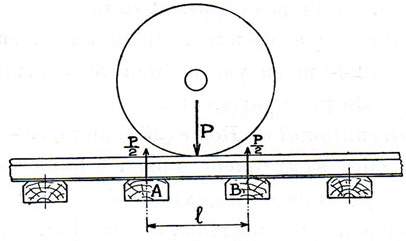
Fig. 134
Si l'on estime que, le rail étant attaché aux traverses par les tirefonds, il existe une solidarité assez complète pour qu'on puisse considérer le rail comme encastré, le moment maximum au milieu de la travée est :
![]() .
.
Mais l'hypothèse de l'encastrement est beaucoup trop favorable et n'est jamais réalisée dans la pratique. En fait, selon l'état du ballast, la solidité des attaches et surtout la position des roues sur les travées voisines, le rail peut se trouver dans tous les états intermédiaires entre l'encastrement et le simple appui.
On est amené à admettre un moment moyen :
![]() .
.
S. N. C. B.
Fig. 135. - Tonnage et prix par tonne des rails de 1919 à 1940/41.
D'autre part, la formule d'équarrissage :
![]() ,
,
dans laquelle I = moment d'inertie,
ν = distance de l'axe neutre à la fibre la plus fatiguée,
R = coefficient de résistance,
permet, connaissant R, de déterminer la hauteur du rail ;
ou bien, connaissant la section, de déterminer la fatigue du métal.
Les études sur le calcul des rails montrent :
d'où diminution des dépenses d'entretien et, pour un même ballast et un même espacement des traverses, on réduit la fatigue du rail.
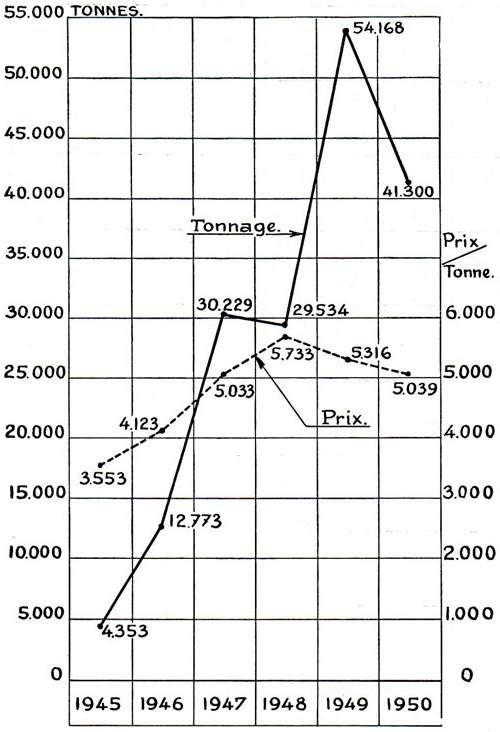
Fig. 136. - Tonnages fournis et prix payés par tonne pour les rails par la S.N.C.B. de 1945 à 1950.
Poids des rails.
Lorsque, à l'occasion d'un projet, de ligne à voie normale (1,435 m), on désire être fixé approximativement sur le poids du rail au mètre courant, on peut le déterminer par la formule simple :
Par mètre courant, il faut, en kg, deux fois la charge maximum de l'essieu en tonnes, plus 2 kg :
![]() .
.
Exemple : si Pt = 24 t :
![]() .
.
Ce n'est évidemment là qu'un ordre de grandeur puisque le profil du rail dépend également de la distance admise entre les traverses d'appui, mais tel quel, il permet d'estimer en première approximation, la dépense à engager pour l'achat des rails.
Prix des rails.
Les fig. 135 et 136 montrent la variation des prix payés pour les rails par la S.N.C.B.
Parmi les matériaux de la voie, le rail est l'élément essentiel de la sécurité, le bris d'un rail pouvant avoir les conséquences les plus graves. Les traverses et le ballast ne servent qu'à attacher le rail et à le supporter.
L'acier à rails doit être sain, non fragile et résistant à l'usure (note 108_1).
Sain, cela veut dire exempt des défectuosités provenant de retassures (note 108_2), ségrégations (note 108_3) ou inclusions des lingots, causes principales des détériorations rapides par fêlure.
Pour cela, après passage du lingot au blooming, les blooms doivent être assainis par un chutage de tête d'au moins 25 % du poids du lingot. D'un bloom, provenant d'un lingot de 4000 kg, par exemple, on extrait par laminage une barre de 60 mètres. Sur celle-ci, on pratique encore un chutage de tête (pour les essais de choc, texture, macrographie, dureté Brinell) et un chutage de culasse (pour les essais de traction résilience et, le cas échéant, macrographie), de sorte que, au total, ces assainissements successifs correspondent à un chutage d'environ 1300 kg, soit 1/3 du poids du lingot. Finalement, dans ce lingot de 4000 kg, on débite trois rails de 18 mètres de 50 kg/m (3 x 18 x 50 = 2700 kg) ou deux rails de 27 mètres du même profil (2 x 27 x 50 = 2700 kg).
La section initiale du lingot ne peut être inférieure à vingt fois celle du rail.
Evidemment, des prescriptions aussi sévères garantissent un très haut degré de sécurité, mais elles se paient. Les fabricants excipent de la difficulté qu'ils éprouvent pour trouver une utilisation rationnelle de la partie supérieure des lingots ; cependant ils vendent facilement les rails de tête pour les voies et raccordements industriels. On fabrique aussi au moyen des chutes de blooms de petits rails pour voies Decauville.
Pour s'assurer des qualités de l'acier, les fournitures sont, après fabrication, soumises à des essais qui varient selon les réseaux mais qui ne diffèrent cependant généralement que par des nuances dans la sévérité des essais ou dans le pourcentage des constituants.
A la S. N. C. B. le cahier des charges (édition de 1948) prévoit :
1°) Des essais de choc sur la chute de tête de tous les lingots (note 109_1).
Ces essais donnent une idée de la fragilité du métal.
2°) Des essais de traction (centre du bourrelet du rail) qui fournissent des indications sur la nuance du métal et sur sa ductilité (note 109_2).
La résistance à la rupture doit être comprise entre 70 et 80 kg par mm².
La résistance, augmentée de 2,5 fois l'allongement pour cent doit être au moins égale à 106 ce qui implique des allongements minima compris entre 14,4 % et 10,4 %.
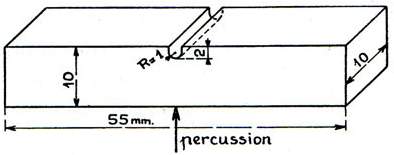
Fig. 137. - Éprouvette Mesnager.
3°) Des essais de résilience sur petites éprouvettes du type Mesnager à rompre au mouton pendule de 30 kgm. Chaque série comprend trois éprouvettes : une prélevée dans la partie supérieure du bourrelet, une autre dans l'âme et une troisième dans le patin (note 109_3).
Les chiffres obtenus fournissent des indices sur le degré de fragilité du métal.
La résilience doit être au moins égale à 2 kgm par cm² pour une des 3 éprouvettes d'une même série (note 109_4).
4°) Des essais de dureté à la bille Brinell. Les empreintes obtenues doivent avoir un diamètre compris entre 3,9 et 4,25 mm (note 110_1).
5°) Des essais macrographiques pour déceler les rails entachés de ségrégation sulfureuse (note 110_2).
6°) Le contrôle de la structure par des examens micrographiques pour contrôler si l'organisation structurale du métal ne révèle pas de surchauffe ni de microcavités ou inclusions importantes (note 110_3). Ces examens se pratiquent en nombre limité par coups de sonde sur toutes les fournitures.
7°) Le contrôle de la texture par l'examen de la cassure des coupons de rails dont on a provoqué la rupture après les avoir soumis au choc.
8°) Des analyses chimiques complètes de certaines chutes de tête prélevées par coups de sonde.
Mise à longueur. - A chaud et au moyen de scies circulaires, on fait tomber aux deux bouts de la barre laminée, des chutes de longueur suffisante (1,50 à 2 m côté tête et 0,70 à 0,80 m côté culasse) pour permettre le prélèvement des essais.
Une des extrémités de ces bouts est d'ailleurs déformée par l'entrée ou la sortie des cylindres de laminoirs.
Le refroidissement. - Les rails sont ensuite abandonnés sur le refroidissoir où ils sont poussés mécaniquement par des ripeurs qui leur donnent au besoin une contreflèche à peu près égale à celle que les barres prennent au refroidissement et qui varie avec le profil (note 111) on obtient ainsi, après refroidissement, des barres à peu près droites qui ne nécessitent plus qu'un léger dressage à froid à la presse ou à la dresseuse à galets.
Forage des trous. - Enfin, la mise à longueur définitive des rails se fait par fraisage ou sciage des extrémités. Les bavures laissées par les fraises ou les scies sont enlevées et on fore les trous pour le passage des boulons d'éclisses.
Avec les outillages modernes, les opérations de mise à longueur par sciage des deux extrémités et de forage des trous d'éclisses sont simultanées.
Les trous dans les rails sont d'un diamètre d un peu plus grand que le diamètre b des boulons (fig. 138 et 139), pour permettre notamment la libre dilatation sans qu'une pression s'exerce sur les boulons.
Si j est la largeur du joint de dilatation, on a : d mm = b mm + 1/2 j mm.
Quant à la distance D du centre du trou du rail à l'extrémité, elle sera : D = 1/2 (a + b - d), a étant la distance entre les trous de l'éclisse à l'endroit du joint.
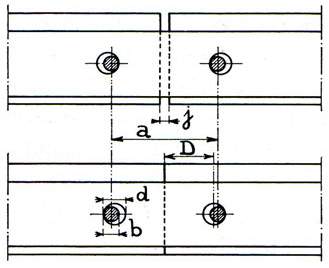
Fig. 138 et 139
Pour réduire les risques d'apparition des fissures qui s'amorcent parfois dans les rails autour des trous d'éclissage, on peut, comme on le fait en France, employer des boulons d'assemblage en acier dur, on peut dès lors réduire le diamètre de ces boulons (20 mm) ce qui entraîne une réduction correspondante des trous dans les rails (25 mm).
Enfin, pour les éclisses de faible épaisseur, destinées à des profils des rails légers, on prévoit parfois des trous ovalisés à poinçonner directement à dimensions ; cette solution permet de réduire la hauteur des trous.
On utilise en général pour la fabrication des rails, des aciers durs ordinaires au carbone (0,4 à 0,5 %) pour lesquels on exige un « calmage » complet, capable de leur assurer une homogénéité aussi grande que possible.
Le double but que l'on poursuit est d'obtenir un métal sain offrant dans son ensemble des caractéristiques uniformes et régulières en même temps qu'une bonne résistance à l'usure.
Passons maintenant en revue le rôle des principaux constituants :
Le Carbone. - Le carbone est l'élément durcissant qui forme avec le fer les constituants primordiaux des aciers ordinaires ; la teneur en carbone est forcément limitée par la fragilité qui augmente rapidement avec elle.
Nous reviendrons sur la question page 116.
Le Manganèse. - Ajouté en fin d'opération sous forme de ferro-manganèse, il exerce une action désoxydante par formation de CO et de MnO et, pour le reste, s'incorpore au métal. Le manganèse se combine facilement avec le soufre, sous forme d'inclusion, pour former du sulfure de manganèse (MnS) à l'état isolé ou allié avec le sulfure de fer (FeS). Son action finale sur le métal a un effet durcissant et, de ce point de vue, le manganèse est un élément d'appoint très intéressant pour les aciers de construction dans lesquels la teneur en carbone doit être limitée si l'on veut éviter la fragilité. Le manganèse favorise la pénétration de la trempe.
Le Silicium. - C'est un élément désoxydant très actif qui réagit avec l'oxygène inclus dans le métal pour former avec lui de la silice (SiO2).
S'il restait dans le métal liquide à la suite d'un affinage insuffisant, le Si formerait aisément des silicates (SiO2 . FeO) qui pourraient rester emprisonnés dans le bain et qu'il importe de faire remonter dans la scorie à éliminer.
Le silicium, ajouté en faible quantité au moment de l'affinage sous forme de ferro-silicium, se combine avec le fer pour former du siliciure de fer (FeSi).
Dans le procédé Thomas, il convient de ne pas dépasser une teneur limite de silicium à cause du danger d'inclusions de SiO2 qui risquent de ne pouvoir décanter dans la scorie et forment alors au laminage des défauts de surface qui peuvent nuire à la vie normale du rail. On situe cette teneur critique en Si aux environs de 0,25 %.
La S. N. C. B. prescrit pour les rails un minimum de 0,12 % visant ainsi à assurer la désoxydation et une bonne résistance à l'usure.
Le Soufre. - Cet élément est à considérer comme toujours nuisible à cause des inclusions auxquelles il donne naissance et à la fâcheuse tendance qu'il a de se liquater et de se ségréger.
Le soufre et le manganèse ont l'un pour l'autre une grande affinité et, à haute température, ils se combinent pour former le sulfure de manganèse (MnS).
Pour les rails, la S. N. C. B. considère une teneur en S de 0,06 % comme un maximum et pour autant que la somme des teneurs en soufre et phosphore ne dépasse pas 0,12 %.
Le Phosphore. - Ce métalloïde est considéré comme nuisible parce qu'il favorise le développement des grains et par conséquent accentue la fragilité du métal. Il a de plus une tendance marquée à se liquater et c'est un des éléments qui, avec le soufre et le carbone, se ségrège le plus facilement, c'est-à-dire se rassemble dans la partie qui se refroidit en dernier lieu.
Remarquons toutefois qu'une teneur en phosphore très faible, dans un acier Thomas, est le plus souvent l'indice qu'un gros supplément de fer a été brûlé et que le bain d'acier a été chargé de FeO non seulement dissous mais en suspension.
Pour les rails, la S.N.C.B, admet comme maximum la teneur de 0,08 % de phosphore mais à la condition comme nous l'avons dit que la somme des 2 éléments : soufre + phosphore ne dépasse pas 0,12 %.
*
* *
A la S. N. C. B., les rails sont des aciers durs dont la résistance va de 70 à 80 kg/mm² ; leur composition chimique habituelle se situe dans les limites ci-après :
Garantie. - Depuis 1948, une clause de garantie stipule que le fournisseur est tenu pendant 10 ans de remplacer gratuitement, ou de payer à la S. N. C. B. à la valeur des rails au moment du retrait, tout rail accusant un défaut imputable à la fabrication et non décelé à la réception à l'usine.
Chaque rail défectueux fait l'objet d'un examen contradictoire avec le fournisseur.
L'usure est fonction du trafic, c'est-à-dire du tonnage, du nombre et de la vitesse des trains.
1°) Usure verticale. - Les limites d'usure varient avec le profil du rail. Cependant, l'usure verticale n'est généralement pas la cause déterminante du retrait du rail de la voie. L'écrasement des abouts, le matage et l'usure des portées d'éclissage ou autres défectuosités locales entraînent souvent le retrait prématuré des rails des voies principales ; c'est ainsi que pour le rail belge de 50 kg/m, par exemple, on constate après retrait de service que l'usure n'est que de 4 mm en voies principales de 1re catégorie et que de 6 mm en voies principales de 2me catégorie.
Pour une circulation journalière de 50.000 tonnes, l'usure normale en hauteur du bourrelet est de l'ordre de 0,5 mm à 0,6 mm par année, ce qui représente une usure annuelle de 0,10 mm à 0,12 mm par 10.000 tonnes de trafic journalier. Les usures de 4 mm et de 6 mm susindiquées apparaissent donc après 6 ans ou 7 ans dans le premier cas et après 10 à 12 ans dans le second cas.
Un rail usé, retiré des voies principales, peut être réemployé dans les voies secondaires où il peut rester encore en service pendant quelque 25 ans.
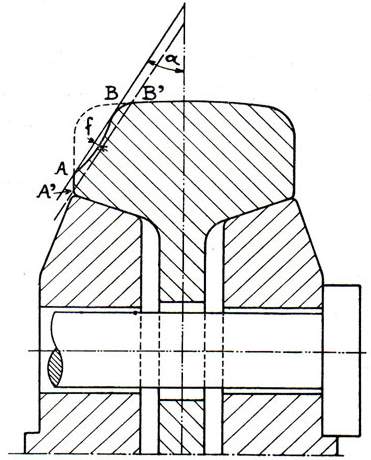
Fig. 140
Si l'usure verticale était la cause déterminante du retrait des voies, on pourrait admettre, comme limite d'usure verticale, 12 mm en voies principales et 15 à 20 mm en voies secondaires ; tout dépend de la hauteur initiale du bourrelet ou, en d'autres termes, de la hauteur qui reste après disparition de la partie usée. Ainsi, si l'on se reporte à la figure 124, page 93, on constate qu'une usure de 15 mm enlèverait au rail de 50 kg/m le tiers de l'épaisseur de son bourrelet et transformerait ce profil en une véritable poutrelle double T.
2°) Usure latérale. - L'usure est également forte dans les courbes de petit rayon mais en l'espèce, c'est surtout une usure latérale. C'est tantôt au rail extérieur, tantôt au rail intérieur que l'usure est la plus grande selon qu'il y a trop peu ou trop de dévers eu égard à la vitesse moyenne des trains (note 115_1). L'usure latérale se manifeste surtout sur le rail extérieur par suite du frottement du mentonnet des roues (fig. 109) sur la face latérale intérieure du bourrelet du rail. Cette usure est d'autant plus forte que le rayon des courbes est plus petit, que l'empattement rigide des véhicules est plus grand et que le dévers est moindre.
La facette d'usure latérale AB, creusée par le passage des roues, affecte sensiblement la forme représentée fig. 140 (note 115_2).
Sur le réseau belge, l'inclinaison α de la facette par rapport à la verticale, dépasse rarement 25° pour les rails mais il n'en est pas de même pour les aiguilles de changement de voie.
La S. N. C. B. adopte comme limite d'usure latérale l'angle de 32° pour les voies principales ainsi que pour les voies de circulation des locomotives et 34° pour les voies accessoires.
*
* *
En résumé, les rails qui sont retirés du service pour usure, le sont :
Dans les tunnels, l'usure est plus rapide qu'à ciel ouvert, par suite de l'humidité permanente et des gaz sulfureux rejetés par les locomotives dont le charbon contient des pyrites (FeS).
L'usure des rails peut donc se manifester sous trois formes différentes :
Pour combattre cette usure, on dispose de plusieurs moyens :
1er moyen : Composition chimique du métal.
La résistance à l'usure étant liée directement à la ténacité dont dépend la dureté, on est conduit naturellement et à priori à envisager l'utilisation d'aciers très durs c'est-à-dire très carbures.
Mais étant donné que l'augmentation de la teneur en carbone se traduit immédiatement par une augmentation de la fragilité (diminution de la résistance aux chocs) ce moyen n'offre qu'une possibilité limitée.
Avec les rails en acier Thomas, il n'est pas prudent de dépasser sensiblement la teneur de 0,50 % de C qui correspond à environ 80 kg/mm² de résistance (teneur en manganèse comprise entre 0,9 et 1,15 %).
Dans les pays, notamment en Amérique, où on utilise pour la fabrication des rails des aciers élaborés aux fours à sole, on trouve dans les rails des teneurs en carbone de 0,7 et 0,8 % mais il y a lieu toutefois de remarquer que ces pays utilisent des profils de rails plus lourds et un travelage plus serré qu'en Europe, la fatigue des rails se trouve de ce fait très sensiblement réduite.
Notons encore que les hautes teneurs en carbone présentent souvent le grave danger de déclencher dans la masse, pendant le refroidissement, des fissures de retrait (appelées aussi fissures transversales). Ces fissures constituent des amorces de rupture par fatigue.
2me moyen : Aciers spéciaux ou à haute résistance.
Les aciers spéciaux nécessitant l'incorporation de pourcentages importants d'éléments tels que le Ni, le Cr ou le Mn, leur prix élevé en restreint l'emploi pour des matériaux de grande consommation comme les rails.
Certains réseaux (notamment l'Autriche et l'Italie) ont fait usage de rails en acier, élaboré au four Martin ou au four électrique, et contenant une teneur en Mn comprise entre 1,2 et 1,5 % ; d'autres réseaux ont à l'essai des rails contenant un certain pourcentage de Cr (0,5 %).
Nous reviendrons sur l'emploi des aciers spéciaux à l'occasion des appareils de voie (voir 4me partie).
Rails en acier obtenu au four électrique. - Sans recourir aux aciers spéciaux, la S. N. C. B. a dans son cahier des charges (édition de 1948) prévu les conditions de fourniture pour des rails à haute résistance en acier élaboré par le procédé Duplex comprenant un préaffinage à la cornue Thomas suivi d'un affinage au four électrique.
Ces aciers, dont les teneurs en soufre et phosphore ne peuvent excéder 0,04 % et leur somme dépasser 0,07 %, doivent donner une résistance minimum de 80 kg/mm² et satisfaire à toutes les autres conditions imposées pour les rails ordinaires.
Les rails ainsi élaborés peuvent être utilisés concurremment aux rails traités thermiquement dans les endroits où l'usure se manifeste de façon particulièrement rapide et là où les rails en acier ordinaire de la nuance 70 à 80 kg/mm² se montrent déficients du point de vue usure.
De 1929 à 1933, la S. N. C. B. a procédé à des essais de rails de l'espèce, de nuance 75 à 85 kg dans des courbes de rayon inférieur à 500 m. Comparés aux rails traités thermiquement ces rails donnèrent à l'usure des résultats moins satisfaisants.
Rails compound. - Il y a une vingtaine d'année, l'Allemagne avait mis sur le marché des rails appelés « compound », composés d'un bourrelet en acier très dur (110 à 130 kg/mm², dureté 300 à 400 Brinell) ; l'âme et le patin étant constitués de métal de la nuance 45 à 50 kg/mm² (dureté 140 à 170 Brinell).
Comme les rails en acier à haute résistance, les rails en acier « compound » trouvaient surtout leur champ d'application dans les courbes de faible rayon.
Les renseignements recueillis au sujet des résultats obtenus ne sont pas très favorables. Au surplus ce procédé entraîne un supplément de prix important (note 117_1).
3me moyen : Traitement thermique (note 117_2).
Tout en maintenant la teneur en carbone à un taux modéré, on peut, par un traitement thermique approprié, augmenter la dureté et la ténacité des aciers tout en leur assurant dans toutes leurs parties une ductilité très satisfaisante.
La gamme des variations des propriétés physiques qu'il est possible d'obtenir par traitement thermique est plus étendue que celle qu'on peut réaliser en faisant varier simplement la composition chimique.
Le but essentiel poursuivi dans le cas d'application du traitement aux rails est d'obtenir dans la partie traitée (bourrelet) un accroissement des propriétés mécaniques du métal, susceptible d'augmenter la résistance à l'usure sans accroître la fragilité et mieux encore en diminuant celle-ci.
Ce mode de durcissement des rails a reçu, de nombreuses applications sur bon nombre de réseaux, notamment en Angleterre, en France, en Suisse et en Belgique.
Toutefois depuis quelques années, il est apparu que les rails traités thermiquement présentent au bout d'un temps de service plus ou moins long (quelquefois après 10 ans) une usure ondulatoire très prononcée qui s'aggrave ensuite et donne lieu à des écaillages nombreux à la surface de roulement. Les dénivellations qui en résultent provoquent le débourrage des traverses et entraînent le remplacement prématuré des rails entachés de pareils défauts.
Des défauts de ce genre ont été relevés sur plusieurs réseaux étrangers.
Il s'ensuit que l'économie que l'on escomptait pouvoir réaliser par une meilleure tenue à l'usure des rails devient illusoire au point que les réseaux intéressés ont renoncé du moins provisoirement au traitement thermique.
Jusqu'ici les recherches entreprises n'ont pas permis de déceler les causes exactes de cet insuccès.
Nous devons toutefois signaler que dans les applications limitées qu'elle a faites, la S. N. C. B. n'a pas jusqu'ici rencontré les mêmes défauts sur les rails traités mis en service sur son réseau.
Cette constatation pourrait à priori trouver une explication dans le fait que les rails ayant donné lieu en service aux défectuosités susmentionnées avaient subi la trempe du bourrelet directement à la sortie du laminoir sans refroidissement et réchauffage tandis que les rails traités pour la S. N. C. B. ont été préalablement, soit entièrement refroidis, soit refroidis jusqu'à une température inférieure à 300° C et réchauffés à 850° dans un four chauffé en vue de la trempe du bourrelet.
En résumé, l'opportunité de recourir au traitement thermique des rails en vue de leur conférer une meilleure résistance à l'usure subit un temps d'arrêt en attendant que les causes des défectuosités aient pu être établies de façon certaine et au besoin combattues de façon efficace.
Nous donnons néanmoins ci-après la description des divers procédés de traitement les plus couramment utilisés.
*
* *
Nous croyons utile de rappeler très succinctement le mécanisme des transformations que peuvent subir les aciers au cours des cycles thermiques qu'on peut leur faire subir, car si d'une part la teneur en C influe sur la nature ainsi que sur la structure cristalline des aciers, c'est d'autre part, la température à laquelle on les porte et la vitesse du refroidissement subséquent qui déterminent leur structure cristalline finale.
Dans les aciers normalement refroidis, la ferrite (fer libre) et la perlite forment les constituants normaux ; la perlite étant elle-même un agrégat de lamelles alternées de ferrite et de cémentite (note 118).
Considérons un acier à moins de 0,9 % de C (note 119) tel un acier à rails à O,5 % de C par exemple, il ne se produit aucun changement dans sa structure jusque vers 720° (température critique inférieure) ; à partir de cette température, la perlite (ferrite + cémentite) commence à se transformer en « solution solide » et, à partir de la température critique supérieure (vers 800° C), il ne reste plus qu'une solution solide, appelée « austénite » (renvoi page 120).
A partir de 800° C, un refroidissement très lent permettra la séparation normale de la ferrite et de la perlite en proportions variables suivant la teneur en carbone de l'acier considéré.
Cette cristallisation, à prédominance perlitique pour les aciers durs, donnera la répartition optimum en douceur et ductilité.
Mais si le refroidissement est accéléré, on peut arrêter la cristallisation à l'un ou l'autre des stades qui modifient complètement les propriétés physiques et mécaniques du métal.
Lorsque l'acier chauffé au-dessus du point critique supérieur (vers 800° C pour un acier à 0,5 % de C) est plongé brusquement dans un liquide froid, l'état de solution solide se maintient ; on obtient, non pas l'austénite, mais bien la martensite, dure et très fragile (structure de trempe).
Un refroidissement un peu moins brusque donne naissance à la structure dénommée troostite, moins dure et moins fragile.
Enfin, à l'échelon inférieur suivant, se trouve la sorbite (obtenue par revenu) ; c'est cette structure unissant une grande dureté au maximum de ténacité (résistance à la traction) et offrant une bonne résilience que l'on vise à obtenir dans le traitement thermique des aciers appelés, comme les rails, à subir une usure ou des chocs exceptionnels.
*
* *
Le traitement thermique tend à donner à la table de roulement du rail la structure « sorbitique » par une trempe plus ou moins vive, en se servant, au cours du refroidissement, de la chaleur résiduelle emmagasinée dans l'ensemble du profil pour atténuer l'effet de trempe et obtenir ainsi un effet de revenu.
Les procédés les plus usités sont :
Installé et mis au point en Angleterre et appliqué ensuite en France aux usines d'Hagondange en Lorraine, il se pratique sur les rails de nuance ordinaire à la sortie du train finisseur du laminage de la manière suivante :
Des pulvérisateurs projettent sur le bourrelet du rail un mélange d'air comprimé et d'eau sous forme d'un fin brouillard qui enveloppe complètement le bourrelet.
On peut agir sur les débits de l'air et de l'eau, ainsi que sur la durée d'application afin de régler le refroidissement au degré qui assure, après le revenu provenant de la masse thermique des parties non refroidies, la structure sorbitique (note 122_1) qui ne présente pas la fragilité de la martensite. Somme toute, le refroidissement par air et eau pulvérisée produit un effet intermédiaire entre la trempe à l'eau et le refroidissement lent. On arrête ainsi la recristallisation du métal à la zone de formation de la sorbite.
Le procédé Sandberg permet de réaliser, suivant les besoins, des résistances comprises entre 85 et 100 kg par mm² ; mais, étant donné que la texture des rails traités est purement sorbitique et non martensitique, on n'arrive guère à dépasser une résistance de 100 kg/mm².
La transition entre la zone sorbitique de la périphérie et le cœur de ferrite-perlite doit s'opérer lentement, sinon il se produit facilement des criques au raccord.
Le gauchissement des rails pendant le refroidissement et les tensions internes qui en résultent se trouvent évités par l'application du procédé Sandberg de refroidissement isotherme obtenu par le passage lent des rails dans un four chauffé à la température de 600° C.
Ce procédé de refroidissement porte le nom de « refroidissement contrôlé ».
Il peut être appliqué tant pour le refroidissement des rails traités que pour les rails ordinaires, on obtient ainsi après refroidissement des rails à peu près rectilignes.
Remarque. - Mentionnons en passant que les bandages de roues peuvent, comme les rails, être traités par le même procédé.
Il consiste essentiellement en une trempe du bourrelet du rail directement à la sortie du laminoir (note_122_2) par immersions et émersions successives du bourrelet dans un chenal contenant de l'eau froide en mouvement. C'est donc une trempe intermittente.
La quantité d'eau est en rapport avec le poids du rail. De cette manière, on obtient que la structure perlitique normale du rail soit remplacée par une structure sorbitique sur une profondeur de 20 à 30 mm à partir de la surface de roulement. La résistance à l'usure se trouve ainsi augmentée, tandis que le danger de rupture est notablement diminué.
Par les immersions et émersions alternatives du rail, on permet à la quantité de chaleur résiduelle qui se trouve emmagasinée dans le cœur du bourrelet, dans l'âme et dans le patin d'affluer vers l'extérieur et d'opérer un effet de revenu de la partie trempée du bourrelet.
Comme on peut faire varier, d'une part, la durée des immersions, ainsi que leur nombre et, d'autre part, agir sur le volume du bain de trempe, on conçoit que le procédé présente beaucoup de souplesse.
La dureté obtenue à la surface des rails peut varier de 90 à 120 kg/mm² sans entraîner de fragilité ; au contraire, les rails traités présentent une résistance au choc supérieure à celle des rails de même composition chimique non traités.
En France, afin de ne pas augmenter la fragilité du rail, on prescrit qu'après traitement, la résistance, mesurée dans le bourrelet (note 123_1), devra être comprise entre 75 et 87 kg/mm² (résistance du métal avant traitement : 65 kg/mm² en moyenne).
En Belgique, le cahier des charges de la S. N. C. B. prescrit que la résistance, mesurée dans le bourrelet (note 123_1) devra être au minimum de 85 kg/mm² (résistance du métal avant traitement : 70 à 80 kg/mm²).
Eu Amérique, par contre, la résistance des rails traités va jusqu'à 100 et même 110 kg/mm² (résistance initiale : 80 à 90 kg/mm²).
Remarque. - Notons aussi que la Société Arbed-Belval (anciennement Terres-Rouges) (Luxembourg) possède une installation de traitement thermique des rails permettant d'opérer le traitement suivant le procédé de Neuves-Maisons décrit ci-dessus, c'est-à-dire, directement à la sortie du laminoir ou, si on le désire, après refroidissement complet des rails ou tout au moins après que la température est descendue en dessous de 300° C. Les rails sont alors réchauffés dans un four approprié chauffé au gaz de haut-fourneau.
Cette dernière variante, qui constitue l'originalité du système pratiqué par la société Arbed-Belval, offre la possibilité d'un traitement complet des barres, c'est-à-dire, permet d'obtenir, outre le durcissement de la table de roulement du bourrelet, un effet de recuit dans le restant du profil. Ce traitement augmente donc la sécurité dans une certaine mesure, mais il exige pour le réchauffage un four suffisamment long (de la longueur des rails à traiter).
A la sortie du train finisseur, le rail (note 123_3) renversé c.-à-d. patin en l'air, est fixé à une poutre sous laquelle sont disposés des éléments distributeurs d'eau à circulation constante sous faible pression, alimentés par un collecteur général.
Le bourrelet du rail est inondé en une seule opération pendant un temps variable, fonction de la teneur en carbone et des propriétés que l'on veut conférer au bourrelet.
Immédiatement après l'opération de trempe du bourrelet, le patin et l'âme étant encore au rouge sombre, on donne au rail une contreflèche telle qu'après refroidissement, on obtient des barres à peu près droites ne nécessitant plus qu'un léger dressage à la presse.
Ce traitement donne à la surface du bourrelet une zone à structure martensitique (plus dure que la sorbite) dont l'épaisseur varie suivant l'énergie de trempe. A cette zone martensitique succède progressivement une zone de troosto-sorbite, puis une zone de sorbite, pour aboutir à la structure normale du rail composée de ferrite et de perlite.
Il se rapproche de celui des usines de l'Arbed-Belval en ce sens que le rail, à sa sortie du laminoir, peut être soit traité directement par trempe du bourrelet, soit refroidi complètement, soit abandonné au refroidissement jusqu'à ce que sa température soit inférieure à 300°. Dans ces deux derniers cas, le rail est alors introduit dans un four tunnel chauffé au gaz de haut-fourneau et réchauffé à une température d'environ 850/900°. Il subit alors, à sa sortie du four, une immersion unique du bourrelet dans l'eau ; la durée d'immersion pouvant varier suivant l'effet de trempe désiré. Le rail est ensuite abandonné au refroidissement, le revenu s'opère par conductibilité, la chaleur emmagasinée dans tout le profil atténuant la trempe du bourrelet et donnant au bourrelet la structure sorbitique.
La S. N. C. B. commande des rails traités par les procédés de Rodange (Luxem-bourg) et de Arbed-Belval (Neuves-Maisons modifié) pour ses voies en courbe de faible rayon où s'accusent de fortes usures latérales. Dans son cahier des charges (édition de 1948), la S. N. C. B. exige que les rails à traiter soient ou complètement refroidis ou refroidis jusqu'en dessous de 300° C avant d'être réchauffés au four en vue de la trempe du bourrelet.
En résumé, pour les rails de chemin de fer, selon le système employé :
on obtiendra, à partir de la surface de roulement, sur une zone plus ou moins profonde, la martensite, la troostite ou la sorbite ou les deux dernières seulement pour aboutir par transition à la structure normale perlitique des aciers ordinaires.
Remarque. - Les chemins de fer vicinaux belges emploient également des rails traités thermiquement sur toute leur longueur tant pour leurs rails à ornière que pour leurs rails Vignole.
Plus de 80 % des bris des rails se produisent dans les extrémités éclissées et ce chiffre ne comprend pas les rails retirés des voies pour fêlures à l'about ou pour étoilure des trous des boulons d'éclissage (note 125_2).
Pour prévenir ou retarder efficacement les bris et les avaries, il faut agir sur le rail pendant sa fabrication et nous avons exposé la solution intégrale du traitement thermique des rails sur toute leur longueur.
Mais il existe aussi une solution plus simple et moins coûteuse, appliquée depuis 1933 à la S. N. C. B. et qui consiste à ne traiter thermiquement que les seules extrémités des rails.
Ce traitement, imaginé par M. Servais, Chef des essais du service de la Voie de la S. N. C. B. et mis au point par les Usines des Terres-Rouges à Esch-sur-Alzette, est aujourd'hui appliqué par plusieurs usines belges et luxembourgeoises. Il consiste :
Le second procédé opérant sur les rails froids, permet de bénéficier d'un effet de recuit qui entraîne un affinage du grain et réalise un équilibre structural préalable à la trempe que ne peut procurer le premier procédé par refroidissement direct à la sortie du laminoir.
Le refroidissement par l'air comprimé est celui qui donne les meilleurs résultats, il tend à la sorbitisation de la perlite.
L'effet du traitement des extrémités se fait sentir dans toute la section du rail, y compris les portées d'éclissage. La transition entre la longueur traitée et la partie non traitée est lente et progressive.
L'emploi d'acier à haute résistance (acier électrique) et le traitement thermique constituent deux moyens de lutter contre l'usure latérale des rails dans les courbes de petit rayon.
Un deuxième moyen consiste à graisser les mentonnets des bandages des locomotives au moyen d'un lécheur à huile ou bien c'est le rebord intérieur des rails que l'on enduit d'huile de rebut (note 126_1).
Mais il va sans dire que l'usure des rails en courbe est également conditionnée :
Dans les tunnels humides où l'oxydation est la plus forte, certains réseaux ont mis à l'essai des rails en acier au cuivre (± 0,4 % de Cu), mais il n'est pas apparu jusqu'ici que cette ajoute de cuivre soit suffisamment efficace pour protéger les rails contre l'oxydation.
D'autres chemins de fer se sont bornés dans les mêmes circonstances à utiliser un profil renforcé.
La question des joints peut être examinée à divers points de vue :
L'assemblage des rails bout à bout est le point faible de la voie.
Par suite de son imperfection et par le vide qui existe entre les rails, il provoque des chocs au passage des trains. Ces chocs eux-mêmes augmentent la résistance au roulement des trains, favorisent le cheminement des rails, fléchissent et détériorent les abouts des rails et, enfin, déterminent l'écrasement du ballast.
On peut se faire une idée assez exacte de la nuisance du joint si l'on considère que l'entretien d'un joint (2 files de rails) exige 2 heures de main-d'œuvre alors que le nivellement de la voie courante ne demande qu'une demi-heure par mètre.
Pour minimiser ces inconvénients et rétablir autant que possible la continuité du rail, on consolide d'abord le joint au moyen d'éclisses E (fig. 120 et 124, pages 91 et 93) qui embrassent les bouts des deux rails.
On rapproche, en outre, les deux traverses de joint ainsi que les traverses voisines de ces dernières afin que le rail soit mieux supporté en cet endroit.
On donne aux éclisses une forme et des dimensions telles :
Les éclisses plates, le plus généralement employées, sont des moises en acier (fig. 120 et 124), s'appuyant sur les portées d'éclissage du bourrelet et du patin et assemblées entre elles par des boulons traversant l'âme du rail.
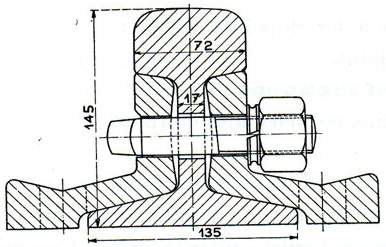 |
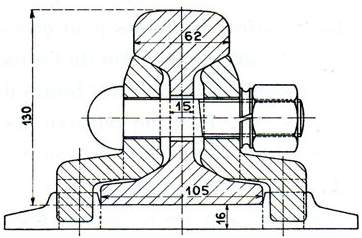 |
| Fig. 144. - Éclisses cornières (ancien rail de 52 kg/m des chemins de fer belges). | Fig. 145. - Eclisses doubles cornières (rail de 40,630 kg/m des chemins de fer belges) (note 128). |
Le moment d'inertie des éclisses doit se rapprocher autant que possible de celui du rail. Les rails devenant plus lourds, on a été amené, dans certains cas, à augmenter également le moment d'inertie des éclisses en leur donnant la forme d'éclisses cornières (fig. 144) et même parfois d'éclisses doubles cornières (fig. 145) prolongées en dessous du patin, dans la partie comprise entre les deux traverses de joint.
Sur certains réseaux (Amérique, Angleterre, Hollande), on commence à employer des éclisses dont le profil se rapproche d'un double té (fig. 146).
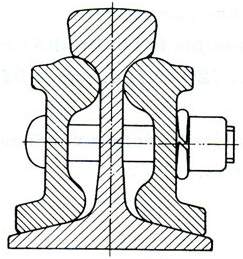
Fig. 146
Les boulons d'éclissage, au nombre de 4 ou de 6, doivent toujours être bien serrés, sinon les joints battent au passage des roues, les portées d'éclissages des rails et des éclisses s'usent rapidement, le bourrage se détruit et bientôt, l'on voit apparaître des traverses danseuses.
Mais afin que la dilatation se fasse librement, les trous dans les rails sont, comme nous l'avons dit, forés à un diamètre plus grand que celui des boulons d'éclisses.
A la S. N. C. B., là, où l'attache ordinaire par tirefonds ne maintient pas le rail sous contrainte, on a substitué l'éclissage à 4 boulons à celui à 6 boulons afin d'éviter un serrage trop énergique qui contrarierait la dilatation du rail.
Pour empêcher les boulons de tourner pendant le serrage des écrous, ou bien l'on ménage dans le dos d'une des éclisses, une rainure dans laquelle vient se loger la tête des boulons, ou bien la tête (de forme spéciale) vient buter contre une saillie de l'éclisse.
Pour prévenir le desserrage des écrous, divers moyens sont employés, par exemple, les rondelles Grover et, plus souvent, les rondelles Vossloh à 2 spires.
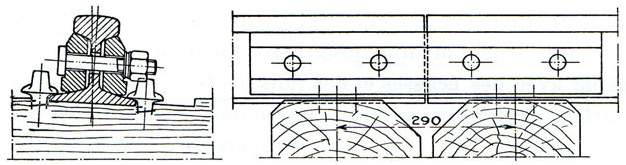
Fig. 147. - Joint suspendu sur traverses en bois des chemins de fer belges.
Ces rondelles se composent d'un anneau brisé en acier (fig. 65, page 53), dont les bouts sont relevés de manière à former un ou deux pas d'hélice. Intercalées entre l'écrou et l'éclisse, elles constituent un ressort assez énergique, que l'on comprime au fur et à mesure que l'on serre l'écrou. La résistance à l'applatissement des rondelles élastiques est de 3 tonnes.
Disons encore que les écrous se trouvent du côté intérieur de la voie pour permettre la visite des joints des rails en ne faisant qu'un seul parcours dans l'axe de la voie.
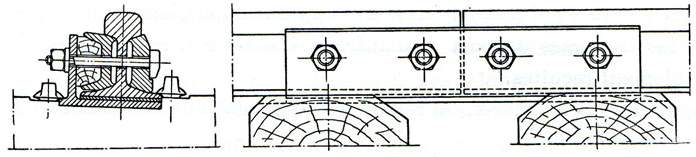
Fig. 148. - Joint à pont avec éclissage à fourrure en bois des chemins de fer de l'Est et du Nord français.
Employé par les Régions Est et Nord de la S. N. C. F., cet éclissage comporte un coussinet d'appui, sorte de selle, glissé sous le joint (fig. 148). Ce coussinet présente une aile verticale contre laquelle est serré l'écrou du boulon d'assemblage.
La particularité de ce système, c'est que l'une des deux éclisses affecte la forme d'un U dans lequel s'engage une fourrure en bois qui est coincée contre l'aile verticale de la selle.
D'une part, le joint est soutenu par la selle ; d'autre part, la fourrure en bois donne à l'ensemble une certaine élasticité. L'expérience française aurait montré qu'ainsi les boulons ne se desserrent pas. Cependant les essais de joint à fourrure en bois pratiqués à la S. N. C. B. n'ont pas donné les résultats escomptés malgré les précautions prises pour que le bois fut bien sec au moment de son emploi.
La nuisance du joint a son origine dans la présence de la lacune entre les abouts des rails et dans l'imperfection de l'assemblage par éclisses.
Cette imperfection de l'assemblage résulte elle-même des tolérances admises dans la section du rail (note 130_1) et dans celle de l'éclisse (note 130_2). L'usure des cannelures des cylindres de laminoirs, à elle seule, modifie progressivement le profil des rails. Dans ces conditions, même avec des éclisses et des rails neufs, il est impossible de réaliser un joint éclisse parfait, c'est-à-dire assurant un contact continu entre les éclisses et le rail. De cette constatation est née l'idée, d'apparence paradoxale, de constituer un joint parfait en sciant le rail en son milieu de manière à assembler deux extrémités identiques, quitte, pour conserver la longueur de rail habituelle, à pratiquer une soudure à l'endroit où serait venu le joint normal.
Le joint le plus parfait peut également être réalisé en associant simplement des rails neufs débités d'une même barre et numérotés à l'usine avant l'expédition.
Lors du remploi des rails usagés que l'on soude entre eux, on peut choisir l'endroit le meilleur pour le joint parfait.
Cette pratique, si elle convient pour les rails de remploi, semble moins indiquée pour les rails neufs, car si elle améliore le joint, elle peut néanmoins créer un point faible à l'endroit de la soudure par altération du métal. Tout dépend donc de la qualité de la soudure ; si celle-ci laisse des appréhensions, on prend la précaution de rapprocher les traverses de part et d'autre des soudures. Par ailleurs, les soudures sont préalablement recuites.
Au chantier de Schaerbeek, on réalise actuellement une installation de recuit par courant électrique haute fréquence.
L'usure des éclisses se manifeste surtout en A au milieu de la surface d'appui supérieure, puis, mais dans une mesure moindre, aux extrémités de la surface d'appui inférieure (fig. 149). Au début de l'apparition du jeu au milieu, en A, il est impossible de le rappeler horizontalement parce que l'éclisse porte encore contre le rail par ses deux extrémités B.
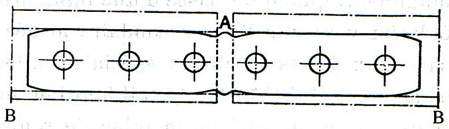
Fig. 149. - Usure des éclisses.
L'assemblage prend du jeu petit à petit et pour éviter l'affaissement du joint, il faut resserrer fréquemment les boulons et éventuellement, racheter l'usure d'une manière plus ou moins satisfaisante par l'emploi d'éclisses spéciales de hauteur supérieure à la normale, ou d'éclisses rematricées (note 131_1), ou encore de fourrures en lamelles d'acier doux de l'épaisseur de l'usure à racheter (note 131_2).

Fig. 150. - Éclisse élastique César.
Éclisse César.
Tenant compte de la localisation de l'usure, l'éclisse César comprend (fig. 150 et 151) :
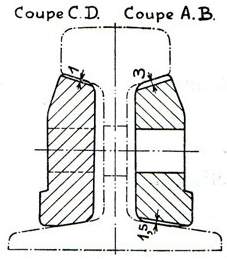
Fig. 151 Éclisse élastique César.
Cette forme particulière permet de corriger constamment et automatiquement l'usure qui se produit au droit des joints.
Naturellement la plus grande longueur de l'éclisse et son parachèvement spécial en relèvent le prix d'achat, mais le supplément serait compensé par la réduction des frais d'entretien.
Il arrive que l'on doive assembler deux rails de profils différents. C'est le cas, notamment, quand on passe d'une ligne principale, équipée par exemple, en rails de 50 kg/m vers une ligne secondaire armée de rails de 40 kg/m. Il faut alors faire usage aux joints d'éclisses spéciales, dites éclisses de raccord et dont la section épouse d'un côté le profil du rail lourd et de l'autre côté le profil du rail léger, tout en assurant la continuité de la table de roulement ainsi que celles des faces latérales intérieures des deux rails qui guident l'essieu par l'intermédiaire du mentonnet du bandage.
La S.N.C.B, impose le traitement thermique pour toutes ses commandes d'éclisses, tant laminées (pour voie courante) qu'estampées (pour voie courante, raccord entre profils de rails différents ou rachat d'usure des rails de même profil).
L'acier imposé pour la fabrication est l'acier ordinaire (procédé de fabrication non imposé) pour les éclisses « laminées » et l'acier Martin-Siemens ou électrique pour les éclisses « estampées ».
Le traitement consiste en une trempe à l'eau suivie d'un revenu à 600°-650°.
Après traitement, les éclisses doivent présenter une résistance à la rupture R et un allongement A % satisfaisant à la formule :
![]() .
.
La limite élastique E doit être au minimum de 0,65 R (note 132).
D'autre part, les chiffres de résilience ne peuvent être inférieurs à :
La structure doit être sorbitique dans toute la section des éclisses.
De tout ce qui précède, découle naturellement l'idée de réduire autant que possible le nombre des joints ; on y parvient :
Nous ne reviendrons pas sur la question des rails de grande longueur, elle a été exposée page 99.
La soudure est appliquée non seulement aux rails neufs mais encore aux rails usagés et même à des rails de profils différents lors de la fabrication des rails de raccord.
En 1935, lors de l'électrification de la ligne Bruxelles-Anvers, des rails de 27 m ont été soudés en barres de 54 m. Cette pratique est actuellement étendue à toutes les lignes importantes.
Rails usagés. - La soudure permet la réutilisation, dans des conditions tout à fait convenables, des rails usagés de longueurs diverses, dont le corps de la barre est encore en bon état mais dont on a scié les bouts détériorés, déformés ou usés au droit des portées d'éclissage.
Après soudure de deux ou plusieurs tronçons pour obtenir la longueur voulue, on fore de nouveaux trous d'éclisses.
Rails de raccord. - Les éclisses de raccord étant des accessoires coûteux, on préfère actuellement à la S. N. C. B. les remplacer par des « rails de raccord ».
On soude les deux barres de profils différents en interposant entre elles un tronçon de rail de 50 centimètres de longueur qui, par un matriçage préalable à chaud, présente à chacune de ses extrémités le profil exact des rails à raccorder.
En partant de l'alignement des tables de roulement et des faces latérales intérieures des bourrelets, on rabote latéralement la face extérieure du bourrelet ainsi que le patin du tronçon de rail de manière à réaliser à la jonction la symétrie des âmes ainsi que la coïncidence des largeurs des patins et des bourrelets (note 133).
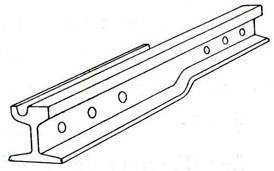
Fig. 152. - Soudure d'un rail à ornière avec un rail Vignole.
De la même manière, les Sociétés de Tramways soudent des rails à ornière avec des rails Vignole (fig. 152).
En 1931, la S.N.C.B, appliquait aux rails la soudure alumino-thermique par préchauffage et pression. L'opération était complétée par un recuit dans un petit moufle, alimenté par des brûleurs au benzol. Ce recuit n'est efficace que si la température atteinte est bien appropriée.
Depuis 1936, la S. N. C. B. emploie la soudure électrique par résistance, l'opération est complètement automatique (note 134_1).
L'opération de la soudure comprend quatre phases principales :
En vue d'améliorer le roulement des voitures sur les chemins de fer souterrains (« tubes »), le « London Passenger Transport Board » pratique également la soudure électrique mais au moyen d'une usine génératrice mobile. Les rails de circulation de 18,30 m de longueur et aussi les rails conducteurs (3e rail) sont soudés en barres de 91 m.
Le « New-York, New Haven et Hartford Railroad » soude par le procédé oxyacétylénique des rails de 11,90 m en barres de 244 mètres.
Dans les deux cas, les soudures sont ensuite traitées thermiquement.
Remarque. - L'opération du refoulement a pour résultat de raccourcir légèrement chaque rail. C'est pourquoi on fournit les barres à souder avec une surlongueur de 14 mm.
Les Chemins de fer vicinaux belges soudent couramment leurs rails de 18 m (Vignole et à ornière) en barres de 54 m. En principe, en pavage, ils ne s'imposent aucune limite de longueur.
Quant aux lignes de Tramways, toutes les voies neuves ou récemment renouvelées sont soudées le plus généralement par la soudure alumino-thermique parfois remplacée par la soudure à l'arc électrique parce que moins coûteuse ; quant à la soudure bout à bout par résistance, elle n'est pas pratiquée par les Tramways (note 134_2) parce que l'outillage pondéreux et encombrant qu'elle nécessite ne permet pas de faire des soudures sur chantier et exige la confection des soudures dans les ateliers. A cause de leur longueur, les barres soudées ne pourraient qu'exceptionnellement être transportées dans les agglomérations.
Sur les réseaux européens, on rencontre les cinq conceptions suivantes mais que l'on ne désigne pas toujours sous la même appellation :
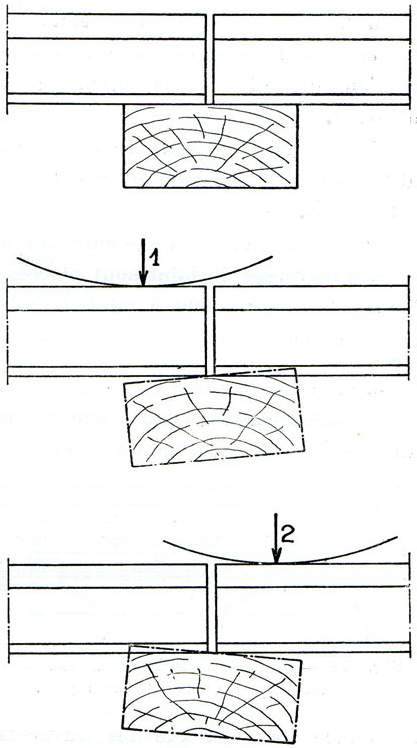
Fig. 153 à 155
Il ne rencontre guère la faveur des réseaux parce qu'il donne rapidement un joint défectueux. La surface d'appui est trop petite à cet endroit fortement sollicité. Quand la roue passe dans la position 1, la traverse tend à se déplacer obliquement, ce basculement abaisse le rail d'amont et relève le rail d'aval ; l'inverse se produit quand la roue passe en 2. Les attaches prennent rapidement du jeu et ce, d'autant plus que le passage d'un rail au suivant ne se fait pas sans choc ; le bourrage laisse bientôt à désirer et, en fait, le joint n'est plus appuyé ce qui reporte la charge sur les appuis voisins.
Les chemins de fer allemands et suisses l'emploient dans leur pose de voies avec traverses métalliques. Les chemins de fer allemands utilisent également la traverse double en bois (deux traverses assemblées par boulons). Dans le cas de la traverse double, la surface d'appui est beaucoup plus grande que dans le cas du joint appuyé sur une seule traverse.
Ce joint, dans lequel les traverses de contre-joint sont rapprochées sensiblement jusqu'au contact, est très employé ; les chemins de fer français, suisses et belges l'utilisent.
Généralement les deux traverses sont pratiquement jointives, le petit intervalle qui les sépare dispense de scier les traverses aux dimensions rigoureuses lorsqu'elles sont en bois.
La distance d'axe en axe entre traverses est de 29 cm en Belgique (fig. 147).
Les traverses de joint sont placées de telle manière que les axes des surfaces d'appui des rails soient à mi-distance entre les boulons de l'éclissage, en vue de faciliter la pose et le resserrage des boulons et des tirefonds (fig. 147).
Il est également en usage sur de nombreux réseaux. Ses partisans estiment que l'abaissement du rail d'amont entraîne un abaissement, sinon équivalent, du moins à peu près égal, du rail d'aval ; le passage d'un rail à l'autre se ferait avec plus de douceur.
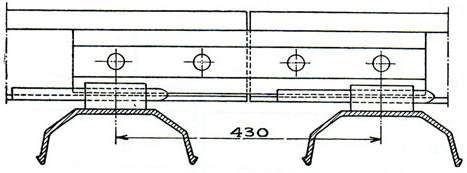
Fig. 156. - Joint en porte à faux avec traverses métalliques « Ougrée-Marihaye ».
Il s'impose lorsqu'on emploie des traverses métalliques avec attaches par clavettes.
Dans le cas des traverses métalliques du type « Ougrée-Marihaye », la distance d'axe en axe des traverses de joint atteint 43 cm c'est-à-dire que les traverses sont rapprochées autant que faire se peut dans la limite de la possibilité du placement et de l'enlèvement des clavettes.
Les joints sont dits concordants quand ils sont placés exactement au droit l'un de l'autre (fig. 157).
Ils sont dits alternés ou en quinconce quand les joints de l'une des files de rails se trouvent au droit du milieu des rails de l'autre file (fig. 158).
Enfin, ils sont chevauchés quand leur position se rapproche de la concordance mais avec un décalage de deux ou trois traverses seulement (fig. 159).
Si l'on se place du point de vue des chocs transmis de la voie au matériel roulant (wagons et voitures), on peut dire :

Fig. 157. - Joints concordants.

Fig. 158. - Joints alternés.

Fig. 159. - Joints chevauchés.
Mais le mouvement de celui-ci est plus irrégulier car il reçoit alternativement un choc à droite, puis à gauche, d'où un mouvement de roulis.
Le dispositif des joints chevauchés (fig. 159) (note 137) atténue les inconvénients des joints concordants.
Les réseaux adoptent l'un ou l'autre système selon qu'ils estiment que le confort des voyageurs sera meilleur, mais, à l'heure actuelle, les inconvénients signalés sont atténués avec les véhicules à trois essieux ou à bogies. En fait, ce sont les joints concordants que l'on rencontre le plus fréquemment.
Comme les traverses sont rapprochées dans le voisinage du joint, si l'on se place du point de vue « économie de traverses », les joints concordants sont à préférer aux joints alternés et même aux joints chevauchés.
Lors du Congrès international de Rome (sept. - oct. 1950), le rapporteur italien a signalé qu'il a été posé récemment en Italie plusieurs centaines de kilomètres de voies avec joints soit décalés soit alternés avec des longueurs de barres de 36 et de 48 mètres. Pour les barres de 36 m, l'alternance est de 18 m ; avec les joints décalés, elle est de 12 mètres.
Dans notre précédente édition, nous avons décrit divers types de joints :
qui sont aujourd'hui abandonnés.
Ces essais et la diversité des systèmes en usage montrent bien la difficulté de trouver une solution satisfaisante à ce problème.
Le joint idéal est encore à découvrir. L'invention d'un système d'éclissage qui supprimerait le forage de trous dans l'âme du rail et partant éliminerait l'une des causes principales des ruptures de rails, constituerait un progrès considérable. Par ailleurs, les joints doivent être aussi simples que possible, peu coûteux à installer et économiques à entretenir.
Le cheminement des rails est le déplacement longitudinal et parallèle des rails sur les traverses. Le cheminement des rails entraîne parfois celui des traverses sur le ballast.
Il arrive qu'un rail, généralement celui de gauche, chemine plus que l'autre, ce phénomène s'appelle chevauchement ou cheminement différentiel. Dans ce cas, si les traverses sont entraînées, elles prennent une position oblique qui rétrécit la largeur de la voie. Le cheminement différentiel est donc plus grave que le cheminement ordinaire.
Si le cheminement est. un fait, autre chose est d'en déterminer exactement les causes. Pour analyser le phénomène qui se manifeste de façons très variables sur une même ligne, il faut considérer séparément les lignes à double voie, celles à simple voie, les courbes et les déclivités.
Les rails sont soumis à des efforts longitudinaux de sens contraires :
- les roues motrices et accouplées de la locomotive déterminent par leur adhérence, une action sur le rail dirigée en sens inverse de la marche, c'est le seul facteur qui agisse dans ce sens,
- les roues porteuses de la locomotive, du tender et de tous les autres véhicules du train tendent au contraire à pousser le rail en avant pour trois raisons :
1°) Les chocs successifs des roues sur les abouts des rails d'aval.
2°) Le mouvement en avant est dû également à la déformation du rail au passage de la roue. La barre est localement et temporairement allongée par la compression sous la roue. Cet effet de flexion et d'étirage se traduirait par un mouvement en avant sous la pression longitudinale que la roue exerce en avançant elle-même.
On a traduit cette idée sous une forme imagée : au passage d'un train, la partie du rail qui se trouve directement au-dessous d'une roue et des deux côtés, prend une forme qui peut être comparée aux creux d'une vague ; la roue a toujours devant elle une légère obstruction, assimilable à une rampe en miniature que, dans un certain sensuelle ne réussit jamais à gravir, mais qu'elle chasse devant elle.
On constate que le cheminement est d'autant plus important que les traverses sont plus espacées ; sans doute parce que, dans ce cas, le rail fléchit davantage entre deux traverses.
De l'expérience de tous les chemins de fer, les pires cas de cheminement se produisent toujours sur une plateforme compressible où une action ondulatoire visible prend naissance sous les charges.
3°) Au cours du freinage, lorsque l'on exerce au moyen du sabot de frein une pression Q sur une roue chargée d'un poids P (fig. 160), cette pression engendre une action tangentielle retardatrice égale à fQ. D'autre part, la réaction du rail sur la roue produit, au contraire, une action tangentielle horizontale φP tendant à faire tourner la roue dans le sens de la marche du train.
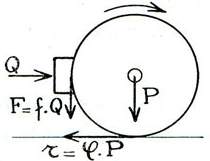
Fig. 160
Ces deux efforts doivent constamment se faire équilibre. Au fur et à mesure que la pression Q croît, φP augmente. Comme P est constant, le coefficient φ augmente. Il en résulte que, lors des freinages, l'action horizontale φP des roues porteuses est augmentée. Par ailleurs, à ce moment, le régulateur de la prise de vapeur est fermé, les roues motrices et accouplées deviennent porteuses et leur action antagoniste disparaît ; il est clair que, dans ces conditions, le cheminement est plus accentué.
Il est à remarquer que φP, tout en augmentant, doit rester sous la limite d'adhérence si l'on veut éviter le calage des roues, la pression Q doit donc rester dans une limite déterminée. Dès que le calage se produit, l'action retardatrice n'est plus le frottement des blocs de frein sur les roues, mais le frottement de glissement, beaucoup plus faible, des roues sur les rails.
Le cheminement est maximum aux abords des gares et sur les lignes déclives où le freinage est fréquent et continu. La S. N. C. B. multiplie les dispositifs anticheminants sur les sections des lignes en forte pente.
Pour un train de voyageurs de longueur moyenne et, à fortiori, pour un train de marchandises, remorqué par une locomotive à vapeur ou électrique, l'influence des chocs des roues aux abouts des rails est prédominant et semble suffire pour expliquer le cheminement en avant qui seul se constate.
Sur une ligne à double voie qui ne serait parcourue que par des automotrices ou des autorails pour lesquels le nombre de roues motrices est très grand par rapport au nombre de roues porteuses, le cheminement en avant pourrait être moindre.
Enfin, si l'on envisage une ligne à double voie, reliant, par exemple, un dépôt de locomotives à une gare, ligne sur laquelle ne circuleraient que des locomotives à forte adhérence et roulant « haut le pied », le cheminement pourrait se produire dans le sens opposé à celui de la circulation.
De même, le cheminement en avant peut être sérieusement freiné sur un tronçon de voie où les démarrages sont fréquents (note 140), lesquels s'accompagnent parfois du pivotement des roues motrices et accouplées.
Si, comme nous l'avons dit, l'influence des chocs est prédominante, on comprendra, et c'est ce qui se constate, que le cheminement sera d'autant plus grand que les roues seront plus chargées, que le trafic (tonnage) sera plus grand et que la vitesse sera plus grande.
Sur une ligne à double voie, le cheminement est le plus accentué sur la voie la plus chargée.
Courbes. - Dans les courbes, le cheminement est plus accusé sur la file de rails où la charge est la plus élevée. Si le dévers est établi pour les grandes vitesses, la file de rails du petit rayon de la courbe supporte des charges plus lourdes que celle du grand rayon, c'est alors le rail intérieur de la courbe qui doit cheminer le plus et c'est ce que l'on observe.
Si, au contraire, le surhaussement du rail extérieur est insuffisant, c'est celui-ci qui aurait tendance à prendre de l'avance sur le rail intérieur.
Déclivités. - Sur les lignes fortement déclives, plus de 15 mm/m (par exemple : plan incliné d'Ans à Liège : 33 mm/m), les effets de la dilatation s'ajoutent au cheminement provoqué par la circulation et le freinage. Le rail s'allonge dans le sens de la pente lors d'une hausse de la température et, à cause de la gravité, ne remonte pas lors de la contraction due au refroidissement ultérieur.
Sur les lignes à voie unique, parcourues dans les deux sens, le cheminement ne s'observe guère. S'il se produit, c'est alors dans le sens de circulation des trains les plus lourds et les plus rapides ou dans le sens des pentes ou encore dans les sections courbes.
Parfois un rail d'une voie unique chemine plus que l'autre ou bien il chemine en sens contraire de l'autre sans qu'il soit possible d'expliquer ce fait.
Sur une ligne à voie unique aboutissant à une gare en impasse, l'effet des freinages à l'arrivée et celui des démarrages au départ (pour repartir en sens inverse) peuvent s'ajouter pour provoquer un cheminement dans la direction du heurtoir.
Le cheminement tend à fermer les joints de dilatation dans le voisinage des points fixes vers l'aval (en voies principales : aiguillage, bifurcation, traversée, cuvette entre pente et rampe ; en voies accessoires : les ponts tournants, les ponts à peser). Ce resserrement des joints, en aval est naturellement accompagné d'une augmentation correspondante de l'ouverture des joints en amont.
Tout cheminement qui n'est pas atténué suffisamment, exerce un grand effort sur tout obstacle en aval. Il y a alors de grands risques de « flambement » de la voie dans son ensemble lorsque survient une brusque élévation de température (note 141). Ce flambement est accompagné d'un élargissement ou d'un rétrécissement de l'entrevoie.
Si les traverses cheminent, elles se placent en porte à faux sur leurs moules et tendent à s'incliner.
Le cheminement n'est pas toujours le même pour les deux files de rails d'une même voie, même en alignement droit.
Le rail du côté de l'accotement avance plus vite que celui du côté de l'entrevoie, c'est-à-dire que, sur les réseaux où les trains prennent la gauche, le rail de gauche chevauche sur le rail de droite.
Diverses raisons ont été mises en avant pour expliquer ce phénomène sans que l'on soit parvenu à élucider complètement la question.
D'aucuns y trouvent une justification dans le fait que la traverse est moins bien soutenue du côté de l'accotement que du côté de l'entrevoie ; cette raison n'est pas péremptoire car le rail peut cheminer sur la traverse sans que celle-ci se déplace.
Sur certains réseaux, avec circulation à gauche, on a cherché une relation entre le cheminement du rail de gauche et le fait que, sur ces chemins de fer, la manivelle motrice de gauche des locomotives est en avance sur la manivelle de droite.
Cette explication, basée sur la dissymétrie de la locomotive, trouverait une justification dans le fait que sur le Great Eastern Railway, où la manivelle du côté droit des locomotives est en avance sur celle de gauche, il a été constaté, au contraire, que c'était le rail de droite qui, en alignement droit, cheminait plus que le rail de gauche. La même observation a été faite sur les chemins de fer du Midi français.
Là où les trains prennent la droite, c'est aussi le rail de gauche qui chemine.
Sur les lignes électriques à mécanisme moteur central, le cheminement parallèle existe mais pas le chevauchement.
Comme le chevauchement a pour conséquence que les traverses se disposent obliquement et que, dès lors, l'écartement des rails diminue, il est indispensable d'y remédier dès qu'il atteint quelques centimètres.

Fig. 161
Exemple d'un chevauchement très particulier constaté certain jour sur la ligne de Bruxelles à Ostende aux abords de Bruges (fig. 161). Il s'agit d'une pose en rails de 52 kg/m. Or, en vue de freiner le cheminement, les tirefonds traversaient les ailes des éclisses cornières des joints ; de ce chef, l'avance du rail de gauche sur le rail de droite avait entraîné les seules traverses de contre-joint, les traverses intermédiaires étaient restées normales à la voie, les rails ayant simplement glissé sur celles-ci par suite d'un serrage insuffisant des attaches.
Il ne se produit pas de cheminement pour les rails à ornière. Les raisons sont les suivantes :
Il est difficile d'empêcher le cheminement d'une façon radicale. On parvient assez bien à réduire, voire à annuler, le cheminement du rail par rapport aux traverses, mais il est plus difficile d'empêcher que le rail se déplace avec les traverses. Celles-ci cheminent avec un déplacement du moule. Quoi qu'il en soit, un cheminement important est généralement l'indice que la voie est mal entretenue ou bien que sa superstructure n'est pas en rapport avec son trafic.
Il en découle que le premier remède contre le cheminement est d'avoir une voie bien entretenue et une plateforme bien drainée. Evidemment, l'entretien de la voie ne peut s'opposer qu'au cheminement et non à sa cause : l'action dynamique des véhicules, mais l'effet de celle-ci augmente avec le défaut d'entretien.
Le second remède consiste à réduire le nombre de joints par l'emploi de rails de grande longueur obtenus soit directement par laminage, soit par soudure de rails de longueur normale (note 142). En effet, d'une part, à longueur de voie égale, on réduit le nombre de chocs des roues sur les extrémités des rails ; d'autre part, la résistance de frottement du rail sur les traverses qui doit absorber l'effort de cheminement est d'autant plus grande que le rail est plus long. Enfin, le rail lui-même est solidaire d'un plus grand nombre de traverses et par conséquent le cheminement des traverses sur le ballast est plus efficacement combattu.
Anti-cheminants.
En ce qui concerne les mesures spéciales, nous poserons à la base le principe suivant :
les mesures prises contre le cheminement ne doivent pas intéresser le joint.
La pratique qui consiste à faire passer les tirefonds par des entailles ou des trous ménagés dans les ailes plates des éclisses cornières doit être condamnée. Les traverses de contre-joint ont déjà une assez lourde tâche sans devoir remplir par surcroît le rôle de moyen de retenue contre le cheminement. Par ailleurs, l'assemblage des éclisses aux rails supporte suffisamment d'ébranlements sans y ajouter encore un nouvel effort.
La tendance moderne est d'employer des dispositifs spéciaux agissant sur les traverses intermédiaires.
Ces dispositifs peuvent être :
Les premiers comportent un dispositif d'arrêt, par exemple, un bout d'éclisse cornière (fig. 162) ou une plaque d'arrêt, boulonnée au rail et venant buter contre une traverse intermédiaire. Ces dispositifs nécessitent le forage de trous dans l'âme du rail.
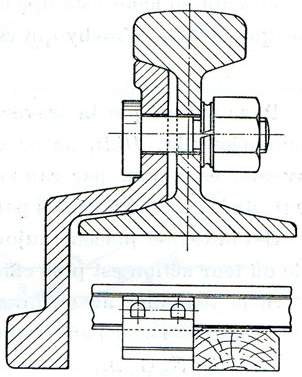
Fig. 162. - Dispositif d'arrêt boulonné au rail.
Il existe des dispositifs à frottement qui évitent ce forage.
a) Selle anti-cheminement Winsby (fig. 163).
Elle se compose de deux pièces à mâchoires, le verrou et la semelle, qui enserrent de part et d'autre le patin du rail.
Ces deux pièces s'agrafent par rainure et languette à crochet suivant un joint oblique. Il en résulte qu'en chassant le verrou dans la semelle, les mâchoires serrent de plus en plus sur le patin. Tout cheminement qui tend à se produire, accentue le serrage sur le patin.
La semelle comporte une face d'appui F en retour d'équerre, portant contre la traverse intermédiaire qui, par frottement sur le moule de ballast, doit résister à l'effort de cheminement.
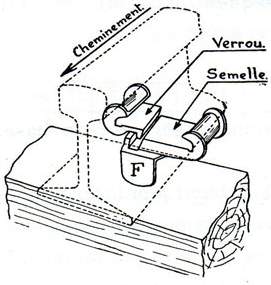 |
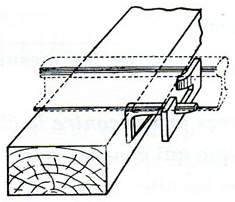 |
| Fig. 163 Selle anti-cheminement Winsby. | Fig. 164 Ancre anti-cheminante. |
b) La fig. 164 représente un autre modèle d'ancre anti-cheminante.
Elle se compose de deux pièces :
*
* *
Pour éviter que la traverse intermédiaire qui reçoit l'effort des butées d'arrêt boulonnées (fig. 162), ne se déplace sur le ballast, on la relie à quatre ou cinq traverses en amont par rapport au sens du cheminement par des lattes de cheminement, fixées à ces traverses par des tirefonds.
Ces lattes se placent aujourd'hui parallèlement aux rails et à l'extérieur de la voie où leur action est plus efficace.
Si la tendance au cheminement est grande, on peut multiplier le nombre de butées pour reporter l'effort sur un nombre suffisant de traverses intermédiaires.
A la S. N. C. B., lorsque les éclisses d'arrêt boulonnées ne suffisent pas, on ajoute, à chaque traverse, une selle Winsby ou une ancre anti-cheminante et cela, pour éviter de devoir forer de nouveaux trous dans l'âme du rail.
Avec la pose sur traverses métalliques, on place un anti-cheminant à autant de traverses que de besoin.
Le système d'attache des traverses Angleur-Athus dispense de l'emploi de dispositifs spéciaux pour combattre le cheminement du rail par rapport à la traverse.
Parmi les appareils de la voie, on distingue :
1°) Les appareils qui servent à faire traverser une voie par une autre voie, ce sont les traversées qui peuvent être rectangulaires ou obliques (fig. 165 et 166).
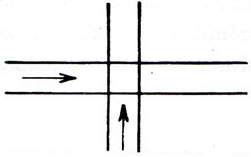 |
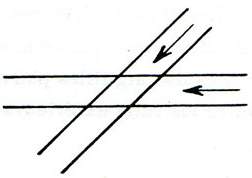 |
| Fig. 165 | Fig. 166 |
2°) Les appareils qui permettent le passage des véhicules d'une voie sur une autre voie. On rencontre ici deux catégories d'appareils :
a) ceux qui permettent le passage continu des véhicules, ce sont les branchements (fig. 167) ;
b) les dispositifs qui exigent l'arrêt du train et, le plus souvent, ne permettent le passage que des véhicules un à un, ce sont :
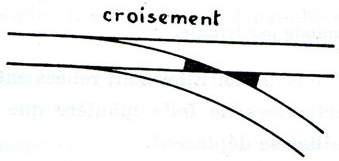 |
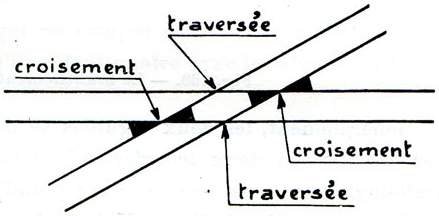 |
| Fig. 167 | Fig. 168 |
Le branchement comporte un changement de voie (aiguillage) et un croisement (fig. 167), alors que la traversée (fig. 168) est composée de quatre croisements : deux croisements aigus ou croisements proprement dits et deux croisements obtus, communément dénommés traversées dans le sens restreint du mot.
On retrouve donc dans les traversées et les branchements une partie analogue : le croisement.
Les aiguilles aa', bb' (fig. 169) sont manœuvrées autour des talons a', b' ; ce sont les pointes a, b qui se déplacent.
Les deux files extérieures de rails sont continues.
Les files intérieures comprennent les parties mobiles aa', bb' qu'on appelle les aiguilles parce que ce sont des tronçons de rails dont les extrémités sont effilées. Les pointes des aiguilles peuvent ainsi venir s'appuyer, sans former de saillie sensible, contre las rails extérieurs aux points a et b.
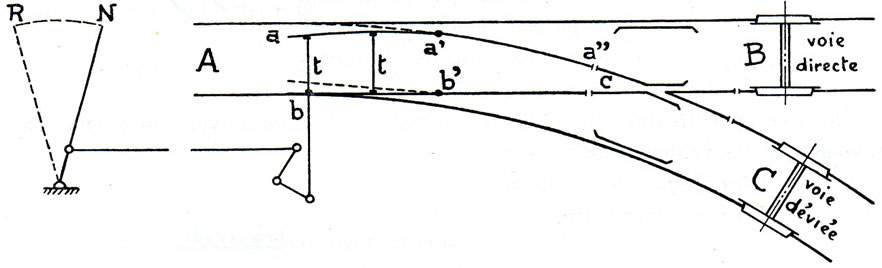
Fig. 169. - Le branchement - commande par tringle.
Généralement, les deux aiguilles se déplacent ensemble. Elles sont reliées entre elles par une ou deux tringles d'écartement t articulées de telle manière que le parallélogramme puisse se déformer quand les aiguilles se déplacent.
Dans la position indiquée N du levier de manœuvre, la position normale, la voie est faite pour la direction AB ; dans la position renversée R, elle serait faite pour la direction AC.
A l'endroit du croisement c des rails intérieurs, des ornières sont ménagées pour le passage des mentonnets des roues.
Le branchement comporte en outre de l'aiguille et du croisement, l'arc de branchement a'a".
Un aiguillage peut être caractérisé :
On utilise :
Le plus souvent, la voie principale est la voie directe, c'est-à-dire qu'elle se présente en alignement droit (voir fig. 169). Dans ces conditions, l'aiguille bb' donnant accès à la voie directe est une aiguille droite, mais l'aiguille aa' donnant accès à la voie déviée peut être une aiguille droite ou une aiguille courbe.
Les aiguilles droites sont simples, résistantes à la pointe et moins coûteuses. Elles simplifient les approvisionnements qui ne comportent que deux modèles pour les déviations à droite et à gauche alors qu'il en faut quatre avec les aiguilles courbes.
Si le train arrive de B et se dirige vers A, il prend les aiguilles par le talon et trouve la voie ouverte si l'appareil est disposé normalement comme le montre la figure 169.
Si l'appareil était dans la position renversée, représentée en pointillé, les mentonnets des roues, roulant contre le rail extérieur, refouleraient les aiguilles dans la position convenable.
Lorsque ce déplacement forcé peut se faire sans bris ou déformation d'aucune pièce, on dit que les aiguilles sont talonnables.
a) Branchements simples. - Sur les plans, les branchements (fig. 170) sont généralement représentés comme l'indique le croquis fig. 171, les axes des deux voies faisant entre eux l'angle α du croisement.
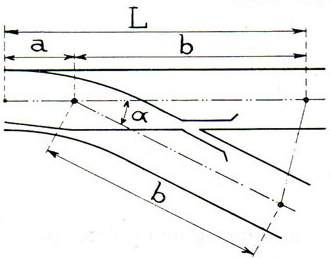 |
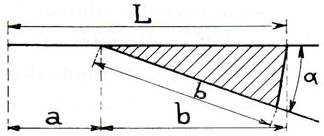 |
| Fig. 170 | Fig. 171 |
| Représentation schématique d'un branchement. | |
D'une manière générale, la voie courbe du branchement se pose sans dévers, à moins que cette voie ne soit importante et doive être parcourue à vitesse assez grande ; dans ce cas, l'ensemble du branchement et partant les deux voies se posent en dévers (note 148).
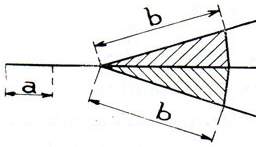 |
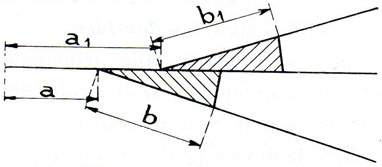 |
| Fig. 172. - Branchement double symétrique ou branchement à 3 voies. | Fig. 173. - Branchement double dissymétrique. |
b) Branchements doubles. - Le branchement double est formé d'une voie directe sur laquelle se greffent deux voies déviées. Les branchements doubles symétriques comportent un changement à trois voies, les voies déviées à gauche et à droite partant du même point (fig. 172).
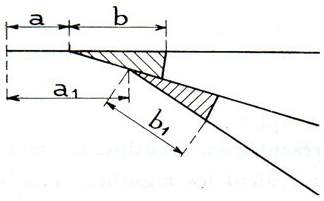
Fig. 174. - Branchement double dissymétrique avec les deux déviations du même côté.
Ce système présente l'inconvénient que les parties mobiles des appareils se maintiennent difficilement dans un même plan horizontal et que des confusions dans la manœuvre des aiguilles sont fréquentes. Aussi préfère-t-on faire chevaucher l'une des déviations sur l'autre (fig. 173), ce qui donne une installation plus solide et permet de faire la pose avec des aiguilles ordinaires.
On peut de la même manière établir des branchements doubles dissymétriques dont les deux déviations sont du même côté (fig. 174). Ces branchements dissymétriques sont encore désignés sous le nom de branchements enchevêtrés.
L'angle ![]() formé par les deux voies se définit par sa tangente, exprimée en fraction décimale comme en France (0,09 - 0,11 - 0,125, etc.) ou, ce qui est plus commode pour le tracé des plans, en fraction ordinaire comme en Allemagne (1/11 - 1/9 - 1/8, etc). En Belgique, l'angle de croisement est exprimé en degrés, minutes, secondes et dessiné à l'aide de la tangente (
formé par les deux voies se définit par sa tangente, exprimée en fraction décimale comme en France (0,09 - 0,11 - 0,125, etc.) ou, ce qui est plus commode pour le tracé des plans, en fraction ordinaire comme en Allemagne (1/11 - 1/9 - 1/8, etc). En Belgique, l'angle de croisement est exprimé en degrés, minutes, secondes et dessiné à l'aide de la tangente (![]() = 5°1'24", tg
= 5°1'24", tg![]() = 0,087.898 ou 1/11,3 ;
= 0,087.898 ou 1/11,3 ; ![]() = 6°11'55", tg
= 6°11'55", tg![]() = 0,108.610 ou 1/9,2 ;
= 0,108.610 ou 1/9,2 ; ![]() = 7°7'30", tg
= 7°7'30", tg![]() = 0,125.000 ou 1/8 ; etc).
= 0,125.000 ou 1/8 ; etc).
Pour trois raisons :
Il y a généralement grand intérêt à utiliser des branchements courts :
Cependant, pour la facilité de la circulation, il conviendrait d'avoir des courbes de grand rayon. Mais alors le branchement s'allonge et la place occupée par l'appareil augmente ; en outre, les courbes de grand rayon conduisent à un angle du croisement très aigu.
Pour les appareils de bifurcation, quand la question de superficie disponible n'est pas en jeu, il peut y avoir, dans certains cas, intérêt à adopter un grand rayon plutôt qu'un branchement court.
La longueur du branchement dépend du rayon de la voie déviée (formule 9, page 153). Puisque nous voulons employer des branchements courts, ce rayon devra être le plus petit possible compatible avec la vitesse de circulation. Les deux desiderata sont donc contradictoires.
Dans les gares, les voies parcourues par des trains complets ne peuvent présenter des rayons inférieurs à 180 mètres.
Évidemment, si on insère dans les voies principales des branchements de petit rayon, on ne pourra circuler à grande vitesse que sur la voie droite. Sur la voie déviée, en courbe de 180 m de rayon, les trains devront ralentir à 40 km/h.
Considérons l'aiguille de déviation AO (fig. 175). Théoriquement, son axe se raccorde tangentiellement à celui du rail, l'aiguille étant entaillée pour pouvoir s'appliquer contre le rail.
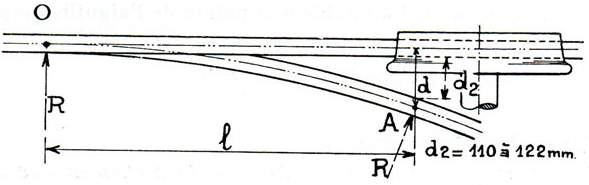
Fig. 175. - Aiguille de déviation OA.
Au talon A de l'aiguille, il faudra ménager une ornière d2 suffisante pour laisser passer le mentonnet des roues et pour éviter que l'aiguille effacée ne soit à aucun endroit touchée par le mentonnet de la roue.
L'ornière d2 représente la distance entre la face latérale du talon de l'aiguille et la face latérale du rail d'applique. Elle correspond à la différence entre l'écartement normal des faces intérieures des rails (voie neuve : 1,435 m) et la plus petite valeur de e (fig. 177) :
| (1) |
Or, d'après l'Unité Technique Internationale (note 150), la distance réglementaire entre les faces intérieures des bandages des roues d'un même essieu est de 1,360 m avec une tolérance de 3 mm en plus ou en moins, soit 1,357 m et 1,363 m.
| (2) |
dl = largeur réglementaire du mentonnet = 33 mm (note 151), mais il faut tenir compte des tolérances.
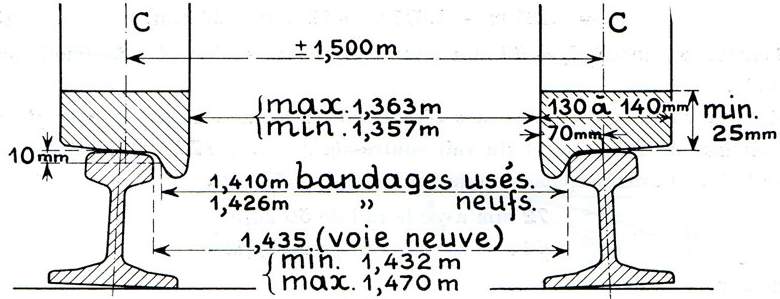
Fig. 176
L'épaisseur maximum de dl (bandage neuf) est égale à (fig. 177) :
| (3) |
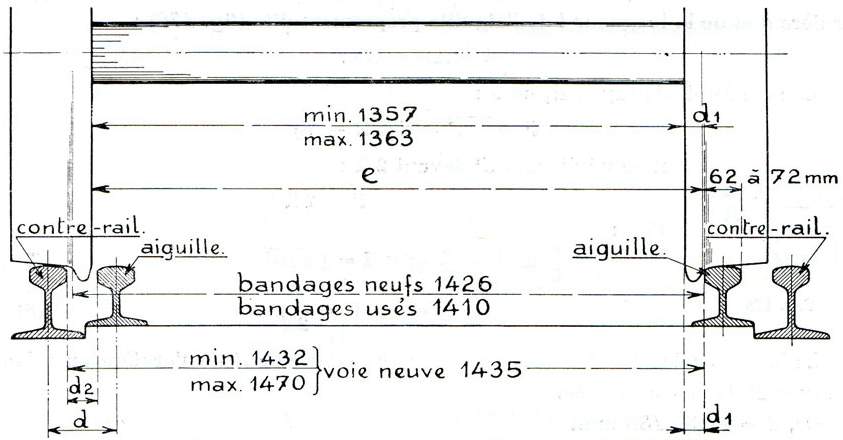
Fig. 177. - Calcul de l'ornière à aménager au talon de l'aiguille.
Mais quand le bandage est arrivé à sa limite d'usure, dl = 20 mm. Il s'ensuit que la valeur minimum de e est :
| (4) |
Dans ces conditions, puisque (formule 1) la largeur d2 de l'ornière doit être au moins égale à :
d2 = 1,435 m (voie neuve) - emin,
on a, d'après la formule 4 :
| d2 = 1,435 m - 1,377 m = 58 mm = 60 mm. | (5) |
Souvent, on prend d2 = 60 mm pour tenir compte d'un élargissement possible de la voie.
Si nous voulons connaître la « déviation » minimum, c'est-à-dire la distance d d'axe en axe de l'aiguille et du rail contre-aiguille (fig. 175 et 177), nous devrons ajouter à d2 deux demi-épaisseurs de bourrelet du rail soit :
et nous aurons selon le cas :
| d = d2 + 72 mm = 58 + 72 = 130 mm ou d = d2 + 62 mm = 58 + 62 = 120 mm. |
(6) |
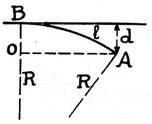
Fig. 178
Déterminons le rayon de courbure R de l'aiguille en fonction de la largeur de l'ornière d et de la longueur l de l'aiguille proprement dite (fig. 178) :
l = AB = OA.
Dans le cercle de rayon R, on a :
![]()
et en négligeant d2 devant 2 R :
l² = 2Rd
d'où :
et |
(7) (8) |
La longueur de l'aiguille l dépend donc de la largeur d de l'ornière au talon et du rayon R de la voie déviée.
Or, d = 120 à 130 mm.
Pour que R soit égal à 300 mètres, avec d = 130 mm, il faut :
![]() .
.
Pour que R soit égal à 500 mètres, avec d = 130 mm, il faut :
![]() .
.
Ordinairement, on n'emploie pas des aiguilles rigides aussi longues, ce serait insérer dans la voie un trop long tronçon de rail mal soutenu, exposé à fléchir ; en outre, plus l'aiguille est longue, plus elle est lourde et plus sa manœuvre devient dure. La longueur normale actuelle des aiguilles rigides (note 153) est, à la S. N. C. B., de 5 mètres.
La formule (8) montre que l'emploi d'aiguilles courtes conduit à des aiguilles de petit rayon.
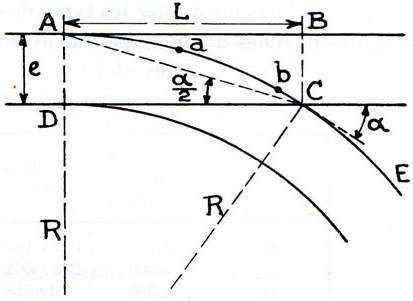
Fig. 179. - Le branchement.
Soient, (fig. 179) :
Quelle est l'influence de l'angle![]() sur la longueur L du branchement et sur le rayon R de la voie déviée ?
sur la longueur L du branchement et sur le rayon R de la voie déviée ?
![]() et, négligeant AD devant 2 R, on a :
et, négligeant AD devant 2 R, on a :
![]() , d'où :
, d'où :
| (9) |
| or |
(10) |
on a successivement :
 |
(11) |  |
(12) |
Il s'ensuit que les valeurs de L et de R du branchement augmentent au fur et à mesure que l'angle a du croisement diminue, e étant une constante.
La formule :
| (13) |
déduite de (12), montre que des courbes de grand rayon donnent à l'angle![]() du croisement, une valeur très petite. Or, nous verrons combien l'acuité de cet angle constitue un danger.
du croisement, une valeur très petite. Or, nous verrons combien l'acuité de cet angle constitue un danger.
Le rayon R ne peut descendre au-dessous de 180 mètres pour les branchements parcourus par les trains à l'entrée en gare. Cette limite imposée à R, fixe en même temps une limite à![]() et décide du choix des appareils de croisement.
et décide du choix des appareils de croisement.
L'adoption d'un rayon de 180 mètres dans la voie déviée des branchements conduit à un type d'appareil présentant un croisement de tangente 1/9 en usage sur la plupart des réseaux (angle d'environ 6°).
Pour ne pas multiplier les types de croisement, les réseaux se bornent à construire quelques modèles d'appareils. Par exemple, la S. N. C. B. a adopté :
Croisements en rails de 50 kg/m.
| Types | Longueur des appareils | Branche déviée | Angle à la pointe mathématique | Angle à la sortie | Tangente de l’angle à la sortie |
| H0 | 8,750 | R : 1.160 m | 2° 51'44" | 3° 8'55" | 0,055.007 |
| H1 | 6,000 | R : 561 m | 4° 5' 0" | 4°29'33" | 0,078.575 |
| H2 | 5,200 | droite | 5° 1'24" | 5° 1'24" | 0,087.898 |
| H3 | 4,850 | droite | 6°11'55" | 6°11'55" | 0,108.610 |
| H4 | 4,450 | droite | 7° 7'30" | 7° 7'30" | 0,125.000 |
| H5 | 4,200 | droite | 8° 57' 1" | 8°57' 1" | 0,157.495 |
| H6 | 4,000 | droite | 11°18'40" | 11°18'40" | 0,200.021 |
| H7 | 3,500 | droite | 12°23'50" | 12°23'50" | 0,219.813 |
| H8 | 3,200 | droite | 14°15' 0" | 14°15' 0" | 0,253.968 |
Remarque. - Les appareils H5 à H8 ne sont utilisés que dans les traversées de voies.
Le tracé de la voie déviée AC d'un branchement (fig. 179) n'est pas rigoureusement tangent en A à l'alignement de la voie AB parce qu'il est impossible de réaliser la « lame de couteau » que cela exigerait ; le tracé présente, à la pointe de l'aiguille, « un angle de déviation![]() » (fig. 180).
» (fig. 180).
L'aiguille de déviation (droite ou courbe) est raccordée au croisement proprement dit par l'arc de branchement ab (fig. 179), en forme d'arc de cercle de rayon R. Nous supposerons que les branches bC (fig. 179) du croisement proprement dit sont conservées droites (note 155_1).
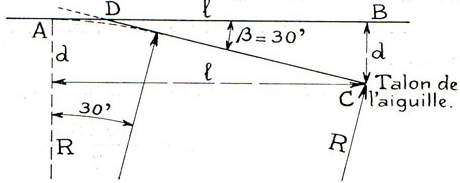
Fig. 180
L'angle de déviation![]() doit être minimum, mais la nécessité de donner à la pointe de l'aiguille une solidité suffisante, ne permet pas de descendre au-dessous de 30 minutes.
doit être minimum, mais la nécessité de donner à la pointe de l'aiguille une solidité suffisante, ne permet pas de descendre au-dessous de 30 minutes.
Par ailleurs, nous avons vu, page 152, que la déviation minimum d au talon de l'aiguille doit être de 120 mm à 130 mm selon le profil du rail.
Pour réaliser cet angle de déviation![]() de 30 minutes, au moyen d'aiguilles droites (fig. 180), il faudrait leur donner une longueur de 13,745 m (note 155_2) ; or, la longueur de 5 mètres est de règle actuellement à la S. N. C. B.
de 30 minutes, au moyen d'aiguilles droites (fig. 180), il faudrait leur donner une longueur de 13,745 m (note 155_2) ; or, la longueur de 5 mètres est de règle actuellement à la S. N. C. B.
Remarque. - A mesure que la longueur AT de l'aiguille augmente, le rayon R de l'arc de branchement TB diminue.
En effet (fig. 181), partons d'un angle de déviation donné![]() et d'une longueur donnée d'aiguille droite AT.
et d'une longueur donnée d'aiguille droite AT.
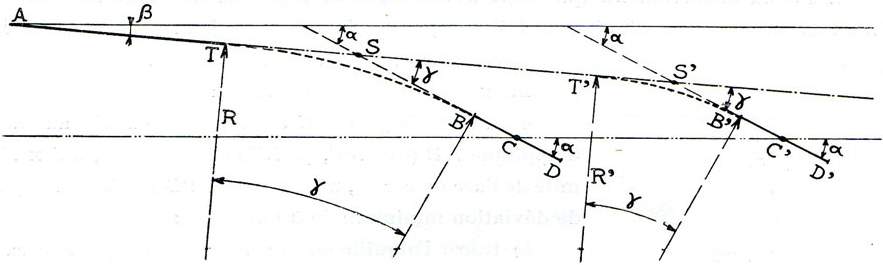
Fig. 181. - A mesure que la longueur de l'aiguille augmente, le rayon de l'arc de branchement diminue.
La longueur totale du branchement AC est déterminée par la condition pratique d'avoir deux tangentes égales ST-SB pour la courbe du rail intercalaire TSB.
BD = l'alignement droit du croisement.
Nous constatons que si nous allongeons l'aiguille AT jusqu'en T', la condition S'T' = S'B' refoule le croisement en C', mais plus le croisement recule, plus la longueur des tangentes diminue.
La longueur de l'arc TSB diminue, mais son angle au centre, égal à![]() , reste constant.
, reste constant.
Le rayon R de l'arc intercalaire est égal à :
![]() ,
,![]() ,
,
il dépend donc :
Comme ![]() , nous voyons que, pour un angle de croisement
, nous voyons que, pour un angle de croisement![]() donné, plus l'angle de déviation
donné, plus l'angle de déviation![]() est petit, plus l'angle au centre
est petit, plus l'angle au centre![]() augmente et par conséquent plus le rayon de l'arc intercalaire diminue puisque
augmente et par conséquent plus le rayon de l'arc intercalaire diminue puisque ![]() . Plus l'angle
. Plus l'angle![]() est petit et plus le rayon augmente.
est petit et plus le rayon augmente.
Les deux inconvénients que nous avons signalés à propos de l'aiguille droite : longueur exagérée des aiguilles et faible rayon de l'arc de branchement, sont atténués par l'emploi d'aiguilles de déviation courbes, tracées en arc de cercle.
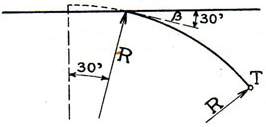
Fig. 182
Deux solutions sont possibles :
Cette dernière solution, qui pour un même angle de déviation, donne une aiguille plus courte, doit être préférée.
Remarque. - Pour un même angle de déviation![]() à la pointe, une aiguille courbe c (fig. 183) pourra être plus courte qu'une aiguille droite d mais la course AA' de la pointe devra être plus grande et égale à AA" pour dégager complètement l'ornière entre le rail d'applique et l'aiguille. Cependant la course de la pointe qui doit être au moins égale à la déviation d (page 152) ne peut dépasser une limite déterminée qui est en général de 120 à 160 mm (note 157_1). Avec les aiguilles courbes, à cause de cette limite, l'ornière d1 devient (fig. 184), sur une certaine longueur de l'aiguille, plus petite que la déviation d au talon T, et, dès lors, il est nécessaire d'adopter au talon une ornière d2 plus grande qu'avec les aiguilles droites.
à la pointe, une aiguille courbe c (fig. 183) pourra être plus courte qu'une aiguille droite d mais la course AA' de la pointe devra être plus grande et égale à AA" pour dégager complètement l'ornière entre le rail d'applique et l'aiguille. Cependant la course de la pointe qui doit être au moins égale à la déviation d (page 152) ne peut dépasser une limite déterminée qui est en général de 120 à 160 mm (note 157_1). Avec les aiguilles courbes, à cause de cette limite, l'ornière d1 devient (fig. 184), sur une certaine longueur de l'aiguille, plus petite que la déviation d au talon T, et, dès lors, il est nécessaire d'adopter au talon une ornière d2 plus grande qu'avec les aiguilles droites.
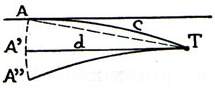 |
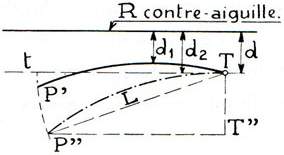 |
| Fig. 183 | Fig. 184 |
Soient AB et TP (fig. 185), les bords intérieurs à la voie des bourrelets du rail d'applique et de l'aiguille courbe, se coupant en P sous l'angle de déviation![]() .
.
L'aiguille TP est tracée en arc de cercle de rayon R.
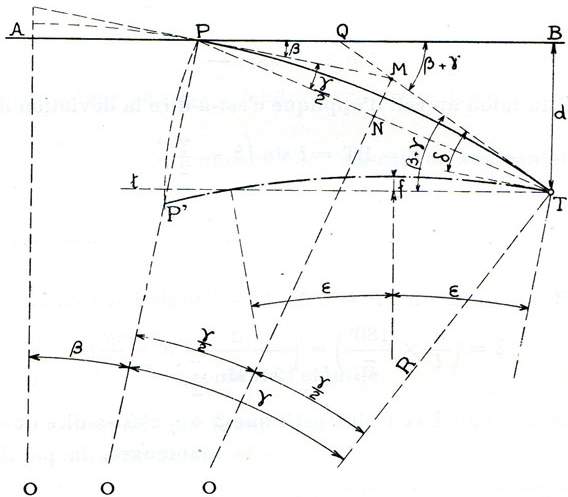
Fig. 185. - Tracé géométrique de l'aiguille courbe de la voie déviée.
Emplacement du talon de l'aiguille.
Étant donné![]() et, R étant choisi en tenant compte des considérations développées page 160, on détermine l'emplacement du talon T de façon que :
et, R étant choisi en tenant compte des considérations développées page 160, on détermine l'emplacement du talon T de façon que :
Il s'agit donc de déterminer l et d-f.
On procède par essais successifs :
Partant d'une longueur d'aiguille TP = l choisie approximativement, on détermine l'angle au centre![]() de l'arc de cercle TP par la relation :
de l'arc de cercle TP par la relation :
![]()
qui, traduite en degrés, donne :
![]() .
.
Dans le triangle OPN, la corde TP est égale à l, on a :
![]()
d'où :
| (1) |
et la distance BT du talon au rail d'applique c'est-à-dire la déviation d est égale à :
| (2) |
La manœuvre de l'aiguille l'amène dans la position TP'.
Dans le cas d'une aiguille courbe, le déplacement PP' = a de la pointe est limité à ± 160 mm.
L'arc a = PP' a pour rayon TP' = l, dès lors, l'angle![]() de rotation de l'aiguille est :
de rotation de l'aiguille est :
 |
(3) |
Il se peut que cet angle![]() soit plus petit que
soit plus petit que![]() c'est-à-dire que la tangente au talon de l'aiguille n'atteigne pas, pendant la manœuvre, la parallèle Tt au rail d'applique menée par le talon T.
c'est-à-dire que la tangente au talon de l'aiguille n'atteigne pas, pendant la manœuvre, la parallèle Tt au rail d'applique menée par le talon T.
Cherchons quelle est, dans ce cas, la valeur de l'ornière réelle d-f.
La flèche f de l'arc TP' délimité par cette parallèle Tt résulte de la relation (fig. 186) :
f = AO - OB = R - R cos![]()
| (4) |
dans laquelle :
![]() .
.
Les formules (2) et (4) donnent :
| (5) |
Enfin, les formules (1) à (4) donnent d-f en fonction de R, de![]() et de a :
et de a :
Il faut que la distance d-f soit au moins égale à la distance minimum nécessaire pour mettre l'aiguille à l'abri des chocs des mentonnets des roues.

Fig. 186
Si l'on se donne l'angle de déviation![]() , le rayon R et la course a, on déduit
, le rayon R et la course a, on déduit![]() , puis
, puis ![]() ; au contraire, si l'on se donne
; au contraire, si l'on se donne![]() , l et
, l et![]() , on calcule R.
, on calcule R.
Différents essais permettront de fixer la longueur minimum de l'aiguille pour la valeur admise pour le rayon R et pour la course PP' = a.
Si la longueur trouvée pour l'aiguille était trop grande, c'est-à-dire si elle était incompatible avec une manœuvre facile, c'est que le rayon R adopté pour l'aiguille serait trop grand et, dans ce cas, il faudrait reprendre les calculs en partant d'un rayon moindre.
Remarque. - On réduit la longueur l de l'aiguille en augmentant la course de la pointe de façon que![]() , dans ce cas f = 0.
, dans ce cas f = 0.
Si nous nous reportons aux figures 184 et 185, nous voyons que la valeur à donner à la course est égale à :
![]()
dans laquelle d est la déviation minimum et l la longueur de la corde de l'aiguille.
Considérons la fig. 187. De l'extrémité D de la branche du croisement au talon T de l'aiguille, l'arc de raccord du branchement a un rayon R'. En T, où commence l'aiguille, la courbure change et le rayon devient R.
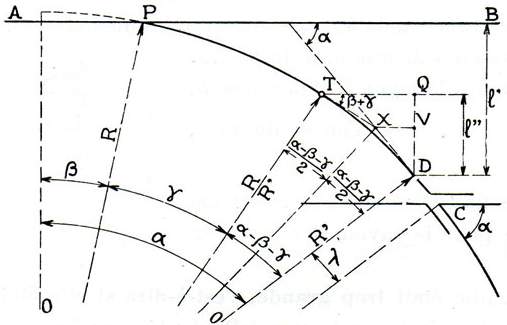
Fig. 187
La partie TP du branchement où la courbure est différente de celle de l'arc de branchement DT correspond à l'angle au centre![]() .
.
Le talon T, endroit où la courbure change, se trouve à une distance l" de l'extrémité du croisement, mesurée perpendiculairement à la voie droite.
On démontre (note 160_1) que :
 |
(6) |
Mais théoriquement, il y a intérêt à réaliser une courbure uniforme dans la voie déviée des branchements depuis la pointe de l'aiguillage jusqu'au croisement. Dans ce cas, la partie à courbure différente de celle de l'arc de branchement disparait, c.-à-d. que![]() , l" devint l’ (fig. 188) et la formule donne pour le rayon de courbure uniforme R' = R :
, l" devint l’ (fig. 188) et la formule donne pour le rayon de courbure uniforme R' = R :
 |
(7) |
où l’ = la distance de l'extrémité de la branche du croisement au rail opposé de la voie directe et![]() = l'angle de croisement.
= l'angle de croisement.
Cette courbure uniforme R dépend donc de l'angle de déviation![]() et des caractéristiques du croisement (note 160_2).
et des caractéristiques du croisement (note 160_2).
Mais la condition de la courbure uniforme dans l'aiguille et dans l'arc de branchement conduit à multiplier les types d'aiguillage dont le nombre devient nécessairement aussi grand que celui des types de croisements employés.
Aussi réalise-t-on seulement l'uniformité de courbure dans les branchements les plus aigus (c.-à-d. ![]() le plus petit) où se rencontrent les plus grands rayons et qui sont par conséquent adoptés pour les voies parcourues aux vitesses les plus grandes.
le plus petit) où se rencontrent les plus grands rayons et qui sont par conséquent adoptés pour les voies parcourues aux vitesses les plus grandes.
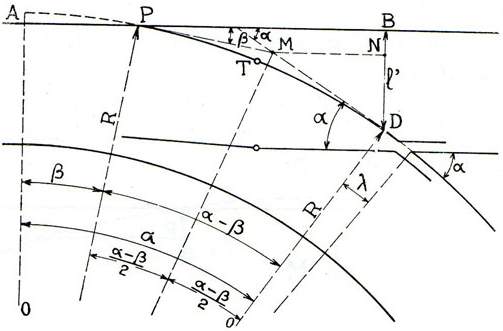
Fig. 188. - Rayon de courbure uniforme.
On utilise les aiguillages de ces branchements avec des croisements moins aigus pour autant évidemment que le rayon R' de l'arc de branchement ne devienne pas trop petit. Ces aiguillages ont des angles![]() et
et![]() déterminés et correspondent à une valeur d déterminée ; le croisement moins aigu a les caractéristiques
déterminés et correspondent à une valeur d déterminée ; le croisement moins aigu a les caractéristiques![]() et l’ ce qui détermine l" = l’ - d.
et l’ ce qui détermine l" = l’ - d.
Le rayon R' de branchement dans le cas de la courbure non uniforme est donné par la formule 6.
Il n'est toutefois pas recommandable de réaliser une courbure uniforme dans le branchement lorsque le croisement employé est très aigu ![]() parce que la longueur des aiguilles devient trop grande.
parce que la longueur des aiguilles devient trop grande.
Remarque. - Pour adoucir l'entrée en courbe, certains réseaux, dont les chemins de fer belges, renoncent à réaliser la condition de courbure uniforme dans la voie déviée des branchements (schéma de la figure 189).
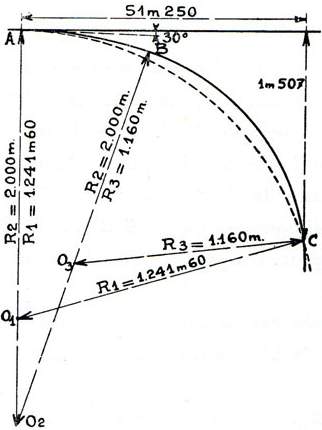
Fig. 189
Au lieu d'un rayon uniforme R1 = O1A = O1C (R1 = 1.241 m, par exemple, tracé interrompu de la figure), ils augmentent le rayon à la pointe entre A et B (par exemple : R2 = O2A = O2B = 2.000 m) et le diminuent ensuite entre B et C (par exemple : R3 = O3B = O3C = 1.160 m).
Dans tous les cas où le rayon de la voie déviée MQ est plus petit que 400 mètres, il faut donner à la voie déviée une surlargeur e déterminée par le rayon R de la courbe (note 162).
Cette surlargeur est réalisée par un déplacement du rail intérieur de CF en C’E (fig. 190).
Au point C, c'est-à-dire à la pointe du changement de voie qui constitue l'origine de la courbe, la surlargeur CC’ doit être égale à e. En amont du branchement, la voie est élargie suivant DC’.
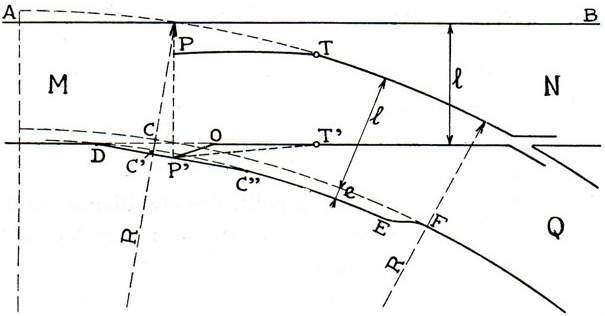
Fig. 190. - Tracé géométrique de l'aiguille de la voie directe.
Pour permettre une construction facile, le rail d'applique C’E peut être rectiligne sur la longueur en contact avec l'aiguille. Pour cela, le rail dévié DC’, au lieu d'être tangent à l'arc de cercle C’C"E est tracé suivant une sécante DC". Cependant, à la S.N.C.B., en cas d'aiguilles courbes, le rail contre-aiguille dévié est également courbe.
Les pointes des deux aiguilles sont en regard l'une de l'autre. L'aiguille T'O de la voie droite doit, pour venir en contact avec le rail contre-aiguille (DC"), avoir sa pointe P' tournée vers l'extérieur, à cause de la surlargeur. On peut ou bien lui donner une forme rectiligne T'P' ou bien la forme brisée T’OP'.
Dans le croisement proprement dit, la voie déviée est rectiligne et, au surplus, aucune surlargeur n'est réalisée afin que la roue soit bien guidée au passage des lacunes.
La surlargeur est réalisée dans la courbe même en traçant le rail intérieur suivant EF. A la S. N. C. F., EF est fixée à 3,50 m depuis l'origine de la courbe supposée en F.
Les branchements à aiguille de déviation courbe présentent sur ceux à aiguille droite le grand avantage d'un meilleur tracé dans la voie déviée. En effet, les aiguilles courbes réduisent de moitié environ l'angle de déviation![]() de l'aiguille droite, d'où diminution du choc à l'entrée de la voie déviée. Elles diminuent la longueur du branchement, l'angle de la tangente au talon de l'aiguille étant plus grand avec l'aiguille courbe qu'avec l'aiguille droite.
de l'aiguille droite, d'où diminution du choc à l'entrée de la voie déviée. Elles diminuent la longueur du branchement, l'angle de la tangente au talon de l'aiguille étant plus grand avec l'aiguille courbe qu'avec l'aiguille droite.
Par contre, les branchements à aiguille de déviation courbe nécessitent l'emploi d'appareils différents suivant que la voie déviée se détache d'un côté ou de l'autre de la voie directe, tandis que le même appareil peut servir dans les deux cas lorsque les aiguilles sont droites.
En 1929, date à partir de laquelle elle a étudié et réalisé des changements de voie à aiguilles flexibles, la S. N. C. B. n'utilisait plus qu'un seul changement de voie à aiguilles articulées.
Le schéma de cet appareil est donné figure 191.
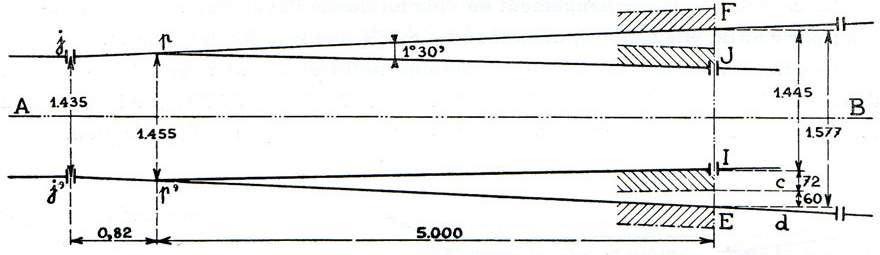
Fig. 191. - Tracé du changement de voie à aiguilles droites articulées de la S. N. C. B.
Ses caractéristiques principales sont les suivantes :
En joignant jF etj’E, écartés de 1,577 m, on obtient à la pointe un écartement pp' de 1,455 m, soit 20 mm de surlargeur.
La conception de ce changement de voie lui donne l'avantage d'une large utilisation ; par contre, elle conduit, dans tous les cas, à une solution imparfaite.
Ce changement de voie peut être combiné indifféremment avec des croisements d'angles différents (4°5'0" - 5°1'24" - 6°11'55" - 7°7'30" - 8°57'01"). Ainsi, il donne lieu à une gamme de branchements qui répondent à tous les cas d'application.
 |
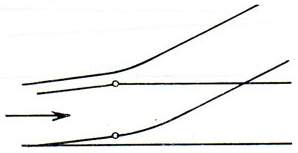 |
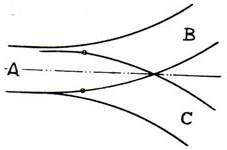 |
| Fig. 192 Déviation à droite. | Fig. 193 Déviation à gauche. | Fig. 194 |
Il peut être posé indifféremment en déviation droite, fig. 192, ou en déviation gauche, fig. 193, ainsi qu'en symétrie complète, fig. 194, ou en toute position intermédiaire entre les positions droite et gauche.
Mais le tracé de la voie est fort irrégulier et s'oppose à la circulation à une vitesse supérieure à 40 km/h, quel que soit le rayon de la voie déviée dans le branchement. En effet, ce tracé comporte toujours :
Enfin, l'articulation au talon réalisée par un éclissage lâche, laisse à l'aiguille une mobilité propice à l'usure rapide et à la destruction des pièces constitutives.
La substitution d'aiguilles flexibles, manœuvrant par flexion, aux aiguilles rigides, articulées au talon, permet de réaliser un meilleur tracé dans la voie déviée. Le plus souvent, l'angle de déviation est de 30'. Quant au rayon à la pointe, il atteint jusqu'à 2.000 m.
La longueur des aiguilles flexibles est variable ; il en est qui mesurent jusqu'à 14 mètres.
Une aiguille flexible aussi longue est lourde et réclame un plus grand effort de manœuvre ; mais, grâce au rapport des bras de levier, cet effort ne dépasse pas celui que l'on peut demander à l'aiguilleur.
Pour localiser la flexion de l'aiguille près de l'encastrement, on entaille le patin du rail sur une certaine longueur et l'action du levier de manœuvre est transmise à l'aiguille en deux points situés, l'un près de la pointe, l'autre à l'extrémité de la partie rabotée. Pendant la manœuvre, l'aiguille qui s'écarte de son rail d'applique fléchit, tandis que l'autre se détend. En d'autres termes, les aiguilles flexibles ne sont pas sous tension lorsqu'elles sont parcourues ; elles le sont seulement dans la position où elles ne sont pas parcourues.
Indépendamment du meilleur tracé de la voie déviée, les aiguilles flexibles présentent le grand avantage d'être éclissées rigidement au talon et de réaliser ainsi une voie plus robuste que les aiguilles rigides articulées.
Les changements de voie à aiguilles flexibles, construits par la S. N. C. B., forment une série de quatre types différents. Cette série comporte également quatre traversées-jonctions à aiguilles flexibles.
Ces changements de voie sont représentés schématiquement figure 195, leurs caractéristiques sont les suivantes :
1. Leur construction est asymétrique par rapport à l'axe de la voie directe, chaque type comporte donc un appareil à déviation à droite et un appareil à déviation à gauche.
Elles peuvent cependant être utilisées symétriquement en les forçant légèrement et en posant, sur les mêmes pièces de bois, un demi-changement de voie de gauche, déviant à gauche, avec un demi-changement de voie de droite, déviant à droite, ou inversement. Les pièces employées sont symétriques l'une par rapport à l'autre et se maintiennent mutuellement en équilibre.
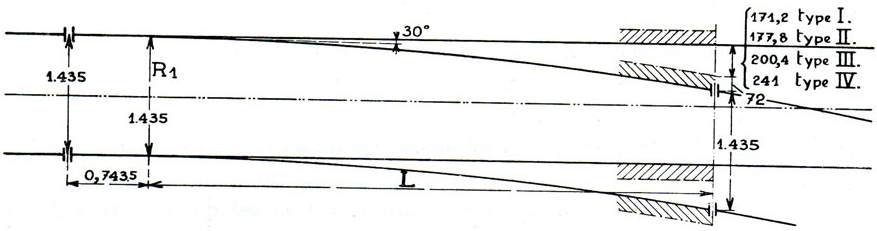
Fig. 195. - Tracé des changements de voie à aiguilles flexibles de la S. N. C. B.
2. Ils possèdent une aiguille courbe et une aiguille droite qui s'accollent respectivement à un rail contre-aiguille droit et à un rail contre-aiguille courbe.
3. La tangente à la pointe de l'aiguille courbe fait un angle de 30' avec le rail contre-aiguille. L'angle de déviation à la pointe est ainsi ramené au minimum compatible avec la construction de l'aiguille. Toutefois, dans le type IV, cet angle est porté à 42' pour améliorer le tracé en augmentant les rayons de l'aiguille et de l'arc de branchement.
4. Le tracé de l'aiguille courbe comporte deux arcs consécutifs de rayons différents. L'arc dont le rayon est le plus grand prend naissance à la pointe et s'étend jusqu'au point où le bourrelet de l'aiguille se sépare de celui du rail contre-aiguille (position collée), l'autre fait suite au précédent et s'étend jusqu'au croisement.
Pour les deux changements de voie qui offrent les plus grands rayons, l'arc est prolongé jusqu'à la sortie des croisements. Des croisements spéciaux ayant une branche courbe ont été construits à cet effet.
A titre documentaire, nous donnons ci-après les caractéristiques des branchements en rails de 30 kg/m. Les types I, II, III, IV correspondent aux indicatifs F7H0, F6H1, F5H2, F4H3 du tableau.
Branchements en rails de 50 kg/m.
| Types | Longueur de l'aiguille | Angle de déviation de l'aiguille | Angle de sortie au talon de l'aiguille | Rayon de la voie déviée | Vitesse en voie déviée | |
| Pose sans devers | Pose avec dévers | |||||
| F7H0 | 14 m | 30’ | 1° 1’24’’4 | 1.160 m | 90 km/h | 120 km/h |
| F6H1 | 12 m | 30’ | 1°24’ 0’’5 | 561 m | 90 km/h | 80 km/h |
| F5H2 | 10,500 m | 30’ | 1°57’18’’8 | 320 m | 50 km/h | 60 km/h |
| F4H3 | 8,600 m | 42’ | 2°48’16’’15 | 203 m | 40 km/h | - |
| F3H3 | 5 m | 1°30’46’’ | 1°30’46’’ | 184 m | 40 km/h | - |
Remarque. - Les changements de voie F7, F6, F5 et F4 sont à aiguilles flexibles et courbes ; seul F3 est à aiguilles rigides et droites.
Les changements de voie à aiguilles élastiques sont conçus pour être combinés chacun à un croisement d'angle déterminé. On obtient ainsi des branchements qui répondent chacun à un cas d'application déterminé et dont le tracé est le plus favorable.
Certains croisements (H0, H1) qui entrent en combinaison avec les aiguilles flexibles sont du type « Monobloc » en acier moulé au manganèse, à surfaces de roulement inclinées au 1/20. S'ils sont moins employés qu'autrefois, c'est à cause de leur prix très élevé.
Les angles de ces croisements et les vitesses maxima auxquelles peuvent être parcourues les voies déviées sont repris au tableau ci-dessus.
Les aiguilles longues en rail Vignole ordinaire sont-elles assez robustes ?
L'aiguille de déviation c'est-à-dire celle de la voie courbe, imprime aux trains un changement de direction, elle supporte de ce chef des efforts horizontaux transversaux d'autant plus grands que l'angle de déviation est moins aigu, c'est-à-dire que le changement de direction est plus brusque.
Les aiguilles de déviation courbes sont donc moins sollicitées que les aiguilles rectilignes.
Par ailleurs, comme nous l'avons déjà souligné, les aiguilles ne sont pas comme les rails, fixées aux traverses, elles sont donc dans des conditions défavorables pour résister aux efforts transversaux qui tendent à les déformer ou à les renverser.
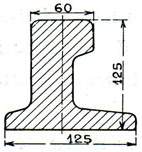
Fig. 196
Aiguille en profil spécial
Sans doute, elles sont, d'une part, fixées au talon et s'appuyent, entre celui-ci et la pointe, contre le rail d'applique par l'intermédiaire d'entretoises-butées judicieusement réparties.
Néanmoins, pour leur donner une grande résistance transversale, certains réseaux ont substitué au rail Vignole des barres de profil spécial (fig. 196). En effet, si l'aiguille fléchissait, il pourrait résulter de cette courbure un entrebâillement à la pointe et, au cas où un véhicule aborderait l'aiguille par la pointe, il pourrait y avoir prise de deux voies et déraillement. Ce profil spécial présente, par ailleurs, une hauteur réduite de manière à offrir plus de stabilité au renversement.
Lorsque l'aiguille ordinaire rigide est constituée d'un rail Vignole ordinaire, elle est ployée à partir du point où les bourrelets de l'aiguille et du rail d'applique se rencontrent. Le bourrelet et le patin de l'aiguille sont rabotés de manière que la pointe, réduite sensiblement à l'âme (fig. 197), se dissimule sous le bourrelet du rail d'applique et échappe à toute charge verticale jusqu'à ce que son bourrelet ait atteint une largeur suffisante. Les aiguilles courbes sont d'abord rabotées droites puis cintrées. En outre, on rabote légèrement la partie inférieure du bourrelet du rail d'applique vers la pointe de l'aiguille, ce qui permet de renforcer et de dérober celle-ci à la pointe. Les figures 197 à 201 montrent cinq coupes successives d'une aiguille en rail Vignole.

Fig. 197 à 201. - Coupes successives de la pointe vers le talon d'une aiguille en rail Vignole. L'aiguille est posée verticalement, le rail contre-aiguille est incliné au 1/20.

Fig. 202 à 205. - Coupes successives de la pointe vers le talon d'une aiguille en profil spécial. Le rail contre-aiguille et l'aiguille sont posés verticalement.
Les figures 202 à 205 représentent quatre coupes dans le cas du profil spécial.
Lorsque le bandage de la roue aborde la pointe de l'aiguille, il continue à porter uniquement sur le rail d'applique, l'aiguille sert simplement de guide, jusqu'au moment où l'écart entre l'aiguille et le rail devient assez grand pour que la roue quitte le rail d'applique.
Les coussinets de glissement (fig. 206 et 207) fournissent à l'aiguille l'appui nécessaire pour résister aux charges verticales et maintiennent le rail d'applique dans une position invariable. Leur longueur est en rapport avec la course de l'aiguille.
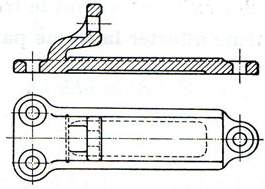
Fig. 206 et 207
Coussinet de glissement.
Dans le cas des aiguilles en rails, la liaison du talon de l'aiguille au rail qui la suit s'effectue à la faveur de la partie montante du coussinet du talon, laissant un certain jeu.
Le profil spécial ne permet plus l'éclissage des aiguilles avec les rails. Les aiguilles sont alors fixées aux traverses par un assemblage à pivot (fig. 208). Lors de la construction de ce pivot, on évite d'abaisser les « pièces de bois » de fondation de l'appareil pour ne pas rendre le bourrage difficile.
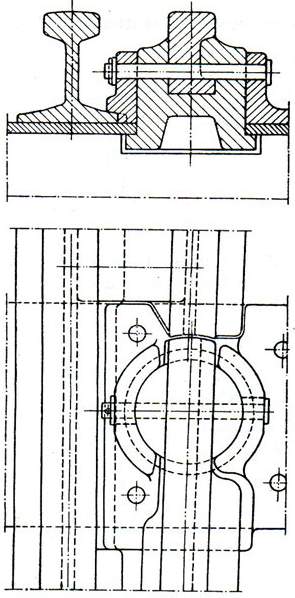
Fig. 208. - Assemblage à pivot d'une aiguille en profil spécial.
Ce pivot se détériore rapidement sous l'action des chocs répétés et du freinage et c'est pourquoi, à la S. N. C. B., les aiguilles de profil trapu ont été abandonnées.
Pour parer à cet inconvénient, on peut forger le talon de l'aiguille de manière à lui donner le profil Vignole et à permettre l'assemblage au moyen d'un éclissage normal.
Dans le cas des aiguilles élastiques, le talon est réalisé par un assemblage éclissé rigidement et renforcé par des châssis-entretoises (page 167).
Les développements qui précèdent sont tous basés sur l'hypothèse que l'une des deux voies d'un branchement (ou d'une traversée) est en ligne droite. C'est ce que nous avons appelé la voie directe et c'est cette voie droite qui est prise comme base des tracés géométriques.
En pratique, il se fait souvent que des appareils doivent être posés dans des voies existantes dont le tracé n'est pas rectiligne, mais courbe, cette courbe pouvant même affecter la forme parabolique.
La meilleure solution consisterait alors à créer des appareils (changements de voie, croisements, traversées) épousant exactement la forme de la courbe et dont les éléments pourraient être calculés mathématiquement.
Toutefois, en raison de la grande diversité des rayons de courbure, ceci exigerait la « fabrication à la pièce », qui se révélerait beaucoup trop onéreuse dans l'exploitation d'un réseau ferré.
Les Français se rapprochent de cette solution en créant des appareils cintrés suivant quelques rayons bien déterminés, soit 500, 800 et 1.600 m pour les croisements et traversées tg 0,10 à tg 0,13, ou 420, 600 et 1.200 m pour les croisements à angles plus petits.
Le procédé classique consiste à considérer le changement de voie et le croisement pour les branchements, ou les croisements et les traversées simples pour les traversées complètes, comme des tronçons de ligne droite qui doivent se raccorder tangentiellement aux tronçons de courbes intermédiaires ou extrêmes.
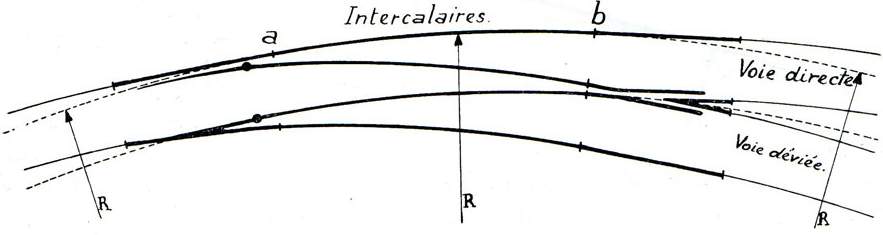
Fig. 209. - Branchement posé en courbe avec maintien du rayon.
Mais dans ce genre de pose, si l'on conserve dans les intercalaires ab de la voie directe le rayon primitif R, le tracé de la voie en courbe s'en trouve altéré (fig. 209). En effet, les extrémités des intercalaires se prolongeront par des éléments droits tangents auxquels la voie courbe devra ensuite se raccorder, d'où réduction de son rayon (fig. 210, côté droit).
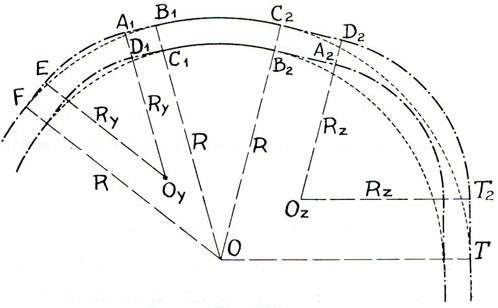
Fig. 210
On est généralement amené à éviter cette anomalie de tracé, mais ce au prix d'une réduction considérable du rayon de la courbe dans les intercalaires de la voie directe (fig. 211 et 210, côté gauche) ; ceci entraîne par voie de conséquence une réduction de la vitesse autorisée sur le tronçon de voie envisagé.
Des procédés trigonométriques permettent de calculer dans chaque cas le rayon de la voie déviée ainsi que la longueur des rails intercalaires.
En Belgique, on utilise depuis une vingtaine d'années un procédé de pose qui donne entière satisfaction. Il repose sur deux principes (fig. 212) :
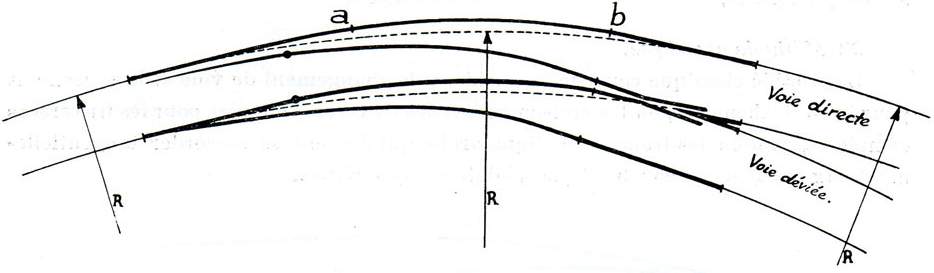
Fig. 211. - Branchement posé en courbe avec maintien du tracé.
1°) la voie directe étant censée former une courbe circulaire et ininterrompue, les changements de voie, croisements et traversées simples sont posés suivant les cordes des arcs auxquels ils se substituent, mais les calculs du rayon de la voie déviée et de la longueur des rails intercalaires se l'ont comme s'ils étaient cintrés au rayon de la courbe ;
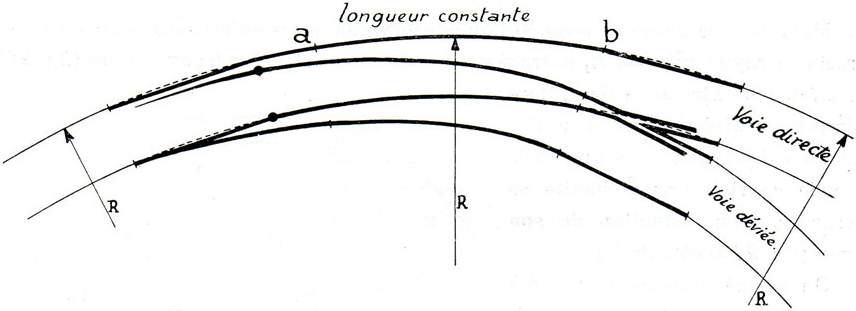
Fig. 212. - Branchement posé en courbe suivant la méthode belge.
2°) la longueur totale d'un branchement et d'une demi-traversée (note 172_1) est fixée une fois pour toutes ; il en résulte que la longueur d'un des rails intercalaires ab de la voie directe (celui qui n'est pas attenant au cœur de croisement) est constante, c'est-à-dire indépendante du rayon de la voie directe.
On fait les calculs en s'aidant de la figure 213 dans laquelle A1B1 A1'B1' et A2B2 A2'B2' représentent chacun un appareil de voie (s). Les points P1 et M2 sont les milieux des branches A1B1 et A2B2 ; P2 est situé sur un rayon passant par M2 ; P1 et P2 sont appelés les points caractéristiques.
Partant de la longueur courbe P1 P2, qui est constante par définition et est reproduite dans des tableaux de calcul (on l'appelle « longueur caractéristique »), en même temps que des vecteurs P1'P1 et P2P2' ainsi que d'autres valeurs auxiliaires, on constitue le polygone P1SP2P2'S'P1'P1 dans lequel seuls les côtés P2'S' et S'P1' sont inconnus ; les vecteurs B2'S' et S'B1' forment les tangentes à la courbe de la voie déviée.
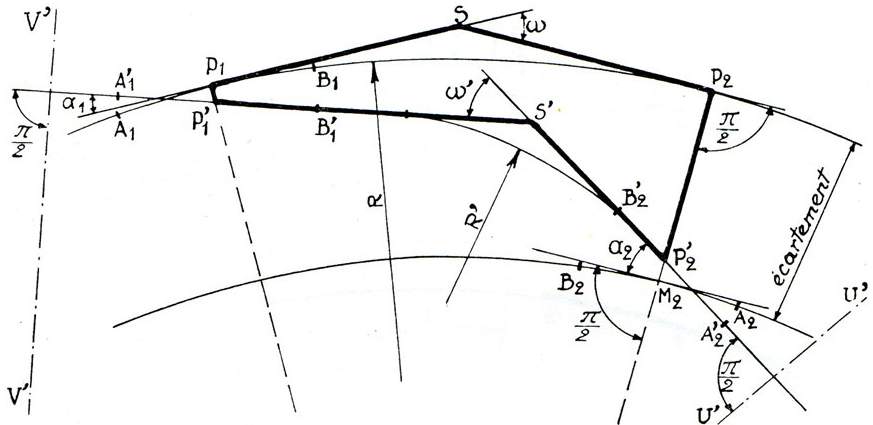
Fig. 213. - Étude géométrique d'une combinaison d'appareils en courbe.
Pratiquement ces vecteurs ne sont jamais égaux : le plus petit des deux servira au tracé de la courbe ; sur l'autre, il restera une portion de droite inutilisée pour le tracé de l'arc de cercle.
En projetant successivement le polygone en question sur les axes U'U' et V'V', perpendiculaires respectivement à P2'S' et S'P1', on élimine alternativement chacune des deux inconnues, ce qui permet de déterminer l'autre. L'angle ![]() ' au sommet de la courbe déviée découlant du calcul préalable de
' au sommet de la courbe déviée découlant du calcul préalable de ![]() (angle au sommet de la courbe de la voie directe) et des angles
(angle au sommet de la courbe de la voie directe) et des angles ![]() et
et ![]() que forment les deux appareils de voie posés en combinaison, on calcule le rayon de la voie déviée et le développement des trois rails intercalaires qui ne sont pas fixés d'avance.
que forment les deux appareils de voie posés en combinaison, on calcule le rayon de la voie déviée et le développement des trois rails intercalaires qui ne sont pas fixés d'avance.
La connaissance de la longueur constante d'un des rails intercalaires de la voie directe ou de la longueur caractéristique (ce qui, à une constante près, est la même chose) est une aide précieuse dans l'étude de groupements complexes d'appareils situés dans des voies concentriques, tels que celui représenté à la fig. 214. Sur cette figure, les longueurs caractéristiques (lI, lII, lIII, lIV) sont représentées en traits gras, et les longueurs rigides des appareils (AIBI, AIIBII,... AVBV) qui s'étendent par moitié de part et d'autre des points P (ou M) en traits d'épaisseur moyenne.
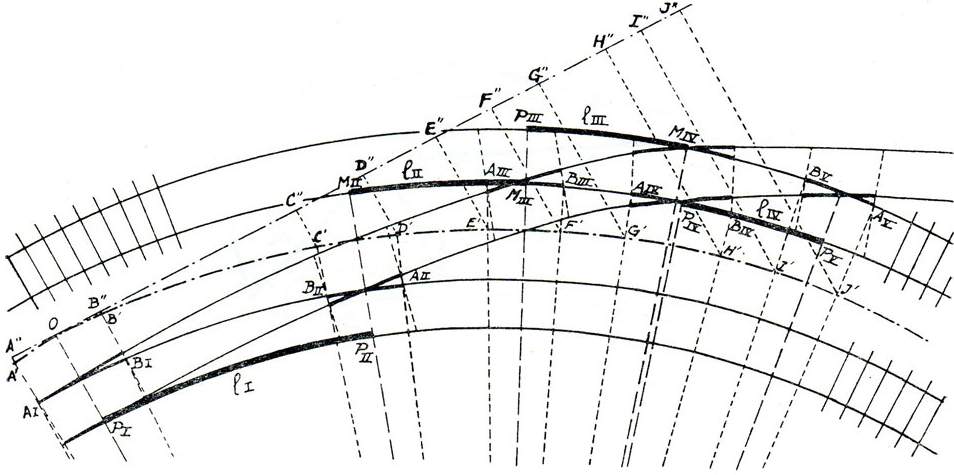
Fig. 214. - Tracé d'ensemble d'une liaison-traversée en courbe.
Si l'on applique à la combinaison de deux croisements (II et III sur la figure) une théorie analogue à celle exposée pour les branchements et les demi-traversées, et si l'on fait jouer au hors-d'équerre d'une traversée (MIV - PIV sur la figure) le rôle d'une longueur caractéristique, on voit que par une succession de projections radiales des points caractéristiques sur une base courbe et concentrique aux voies considérées, on obtient sans peine (des calculs effectués à la règle suffisent) la position sur cette base de tous les points principaux (joints des appareils) du groupement (A', B', C',... J') ; il suffit dès lors de projeter par des procédés trigonométriques les points obtenus sur une base rectiligne tangente en un point quelconque à la base courbe, p. ex. en 0 (sur le rayon passant par PI), pour être à même de procéder au montage sur le chantier de tout le groupement d'appareils (points A", B", C", D",... J").
Des tableaux et des abaques facilitent les calculs, et indiquent notamment d'avance au calculateur si la combinaison envisagée entre certains types d'appareils est permise en vertu des limitations de rayon (minimum 250 m en voie directe et 150 m en voie déviée) et si la voie déviée à obtenir aura un tracé convergent (centre du même côté de la voie directe que le centre de celle-ci) ou divergent (centres de côtés opposés) ; dans un groupement d'appareils, en effet, il convient de s'efforcer de réaliser autant que possible une voie déviée à tracé entièrement convergent ou divergent d'un bout à l'autre. Cette faculté permet de procéder à une étude préalable rapide et néanmoins absolument exacte de n'importe quel groupement d'appareils dans des courbes concentriques, sans se préoccuper provisoirement du calcul toujours fastidieux de la longueur des rails intercalaires. Des abaques ont d'ailleurs également facilité cette dernière partie de l'étude.
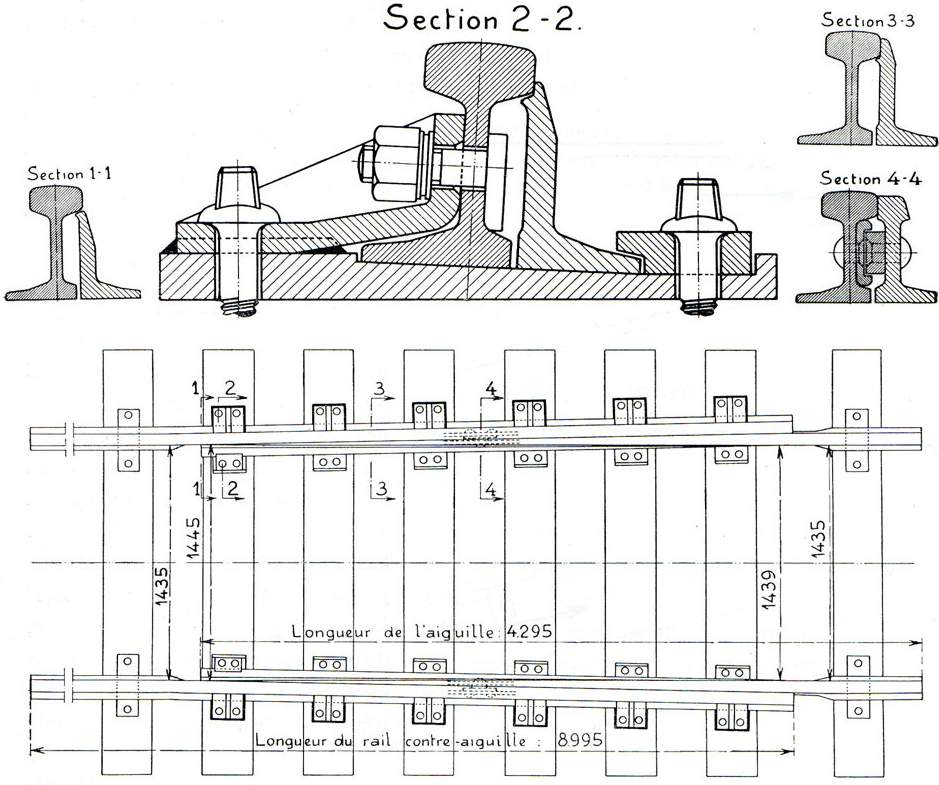
Fig. 215 à 219. - Aiguille de dilatation.
Sur certains réseaux, les barres soudées de grande longueur et les rails des extrémités des ponts métalliques se prolongent par un dispositif à aiguille et rail contre-aiguille (fig. 215 à 219). C'est une aiguille ordinaire mais qui ne se détache jamais du rail. Les trous des boulons d'assemblage sont elliptiques ou en forme de boutonnières de manière à permettre la dilatation.
Dans l'ensemble MNPQ (fig. 220), l'appareil de croisement que l'on retrouve à la fois dans les branchements et dans les traversées s'insère sur une longueur de 3 à 5 mètres dans les deux files de rails intérieurs des voies qui se croisent.
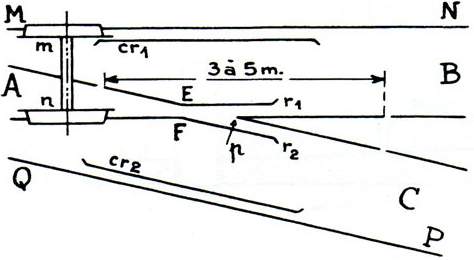
Fig. 220
Au centre de l'appareil, pour le passage des mentonnets des roues, les rails sont interrompus par des lacunes Ep, Fp, qui constituent de toute évidence un point faible dans la voie.
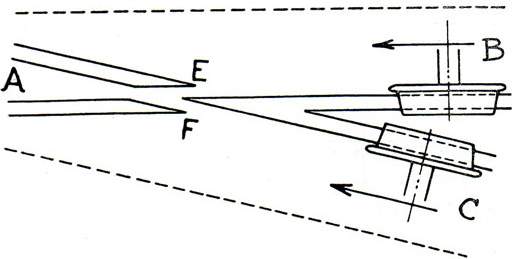
Fig. 221
Si l'on se bornait à pratiquer ces lacunes comme le montre la figure 221, une roue venant de B (ou de C) pourrait heurter les pointes E (ou F) et la roue aurait à franchir une lacune importante. On remédie à ces inconvénients, en prolongeant le rail R1E (fig. 222), parallèlement au rail R2R2, jusqu'en r1 ; de même, le rail R2F jusqu'en r2. Les extrémités r1 et r2 de ces contrerails sont légèrement recourbées afin de donner de l'entrée et de ramener la roue si elle s'était écartée.
Les tronçons Er1, Fr2 s'appellent pattes de lièvre. La pointe p est désignée sous le nom de pointe de cœur.
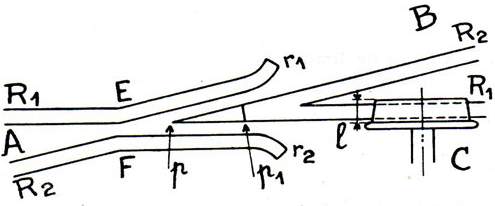
Fig. 222
Grâce à la largeur l du bandage (fig. 222), la roue, roulant de C vers A, ne quitte la pointe p que lorsqu'elle repose déjà sur la patte de lièvre r1E, ce qui diminue sensiblement le choc vertical sur le rail au passage de la lacune pE.
Mais la pointe de cœur p est exposée aux chocs des roues circulant en sens contraire (de A vers B ou de A vers C). On la préserve en l'infléchissant légèrement (fig. 223) ; de cette manière la roue ne l'attaque qu'en un point où elle présente déjà assez de largeur pour pouvoir supporter la charge. La pointe de cœur réelle p, est donc un peu au-delà de la pointe mathématique p (fig. 222 et 223).
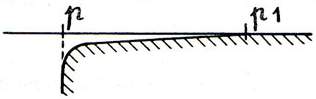
Fig. 223
En fait, au passage du croisement, la roue roulant sur le rail R1R1 (fig. 224) suivra le chemin abc, elle sera donc supportée :
Remarquons encore que, par suite de la conicité de son bandage, la roue circulant par exemple de A vers C (fig. 222) roule sur un diamètre de plus en plus petit aussi longtemps qu'elle porte sur le rail coudé Er1 ; le cercle de roulement recule de a vers b (fig. 225) et la roue tend à s'abaisser de h, ce qui exige aussi que la pointe de cœur soit infléchie pour être soustraite au contact prématuré de la roue.

Fig. 224
Mais nous n'avons pas encore écarté tous les dangers.
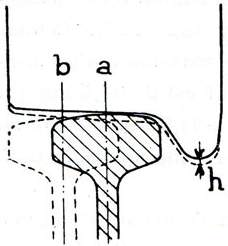
Fig. 225
Considérons (fig. 220) un essieu mn venant de A et roulant vers B. Il se pourrait, à la suite d'un mouvement de lacet, par exemple, que la roue n heurte la pointe de cœur. Pour éviter ce danger, on agit sur la roue conjuguée m que l'on astreint à suivre de très près son rail au moyen d'un contrerail Cr1. Ce contrerail guide constamment l'essieu dans sa position normale pendant tout le temps que la roue circule sur la lacune.
*
* *
Quel que soit le type d'aiguillage utilisé, il faut adopter des croisements aussi aigus que possible et à branches de croisement très courtes pour obtenir le plus grand rayon de courbure dans l'arc de branchement. Par exemple, en rail de 50 kg/m, il existe des croisements de 2°51'44" à la pointe mathématique (tableau p. 154).
Il faut que la roue soit parfaitement guidée dans sa direction au passage de la lacune. Dans ce but, et aussi pour simplifier la construction, la branche correspondant à la voie déviée était autrefois construite en alignement droit dans le croisement. Il était cependant alors de pratique courante, lors de la pose, de cintrer les extrémités de cette branche. En fait, l'alignement droit était ainsi limité à la partie centrale du croisement. Actuellement, dans certains branchements, la branche déviée est construite suivant la courbure circulaire de l'arc de branchement.
1°) Largeur de l'ornière de protection (ef) entre le rail et le contrerail (fig. 226).
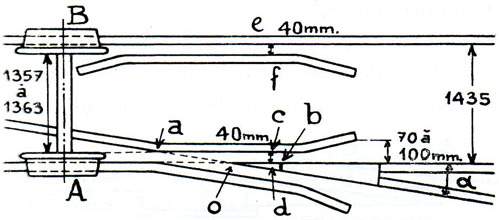
Fig. 226
Nous avons vu que pour éviter que la roue A vienne heurter la pointe de cœur, on limite son déplacement transversal en guidant la roue conjuguée B par un contrerail.
L'ornière de protection ef doit être suffisamment petite pour que, en aucun cas, le mentonnet de la roue A puisse monter sur la pointe de cœur.
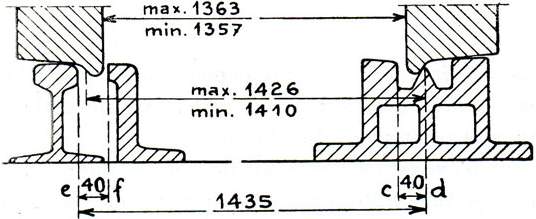
Fig. 227
L'hypothèse la plus défavorable à envisager est celle des roues neuves montées sur l'essieu au maximum d'écartement (1,363 m) (fig. 227). Comme l'épaisseur maximum d'un mentonnet neuf est de 34,5 mm (note 178), la valeur de l'ornière de protection ef sera de 1435 mm - (1363mm + 34,5 mm) = 37,5 mm.
Généralement, on adopte une valeur un peu plus élevée, 40 mm à la S. N. C. F. et à la S. N. C. B.
Le calcul suppose que, dans le croisement, la voie est à l'écartement normal (1,435 m). Lorsque le croisement est en courbe, ou bien, comme en Belgique, on maintient l'écartement normal (1,435 m) ou bien, comme en France, on donne une surlargeur en majorant la distance entre le rail et le contrerail tout en maintenant rigoureusement constante la distance entre le contrerail et la pointe du croisement.
Remarque. - En France, la notion d'ornière a été remplacée par celle de « cote de protection » représentée par 1,435 m - 0,040 m = 1,395 m (avec les tolérances + 1 et - 5). Cette cote est matérialisée par une entretoise métallique posée entre les rails. La même notion est en cours d'application en Belgique.
2°) Largeur de l'ornière (cd) ménagée de part et d'autre de la pointe de cœur (fig. 226 et 227).
Comme il s'agit d'éviter les chocs des roues contre les pattes de lièvre, la largeur de L'ornière cd sera, en principe, aussi grande que la distance minimum entre l'aiguille et le rail d'applique, soit 60 mm de bord à bord (voir page 152).
Mais on adopte une largeur plus petite (± 45 mm) pour réduire la longueur de la lacune. C'est qu'en effet (fig. 226), la longueur théorique de la lacune ao (en réalité ao + ob) est égale à :
![]() .
.
La lacune y est donc d'autant plus grande, d'une part, que l'angle du croisement est plus petit et d'autre part, que l'ornière cd de la patte de lièvre est plus largo. C'est pourquoi, il convient de donner à l'ornière la plus petite valeur possible.
Si l'épaisseur d'un mentonnet arrivé à la limite d'usure est de 20 mm et si l'on considère la distance minimum (1,357 m) entre les faces intérieures des roues, on a :
cd = 1,435 m - (1,357 m + 20 mm) = 58 mm.
En pratique, on adopte une valeur plus petite variant de 40 à 50 mm afin d'éviter une lacune de trop grande longueur.
A la S. N. C. B., l'ornière cd est fixée à 45 mm.
Danger du croisement.
Le danger que présente un croisement réside dans la lacune y (fig. 228) que la roue franchit sans être guidée. Or, cette lacune est d'autant plus grande que l'angle![]() est plus aigu :
est plus aigu :
![]() .
.
Si le point de contact t du cercle de roulement de la roue (fig. 229) quitte le sommet obtus o (fig. 228) avant que le bord s du mentonnet de la roue ait atteint, la pointe de cœur p, la roue pourra dévier, prendre une position oblique (fig. 230) et heurter la pointe de cœur, d'où risque de déraillement.
1°) Pour un angle donné![]() , la longueur y de la lacune
, la longueur y de la lacune ![]() .
.
a = cd = la distance entre le rail et la patte de lièvre, elle varie de 40 à 45 mm. Pour l'appareil n° 1, le plus aigu, en rails de 40,650 kg :
![]() et
et ![]()
d'où :
![]() .
.
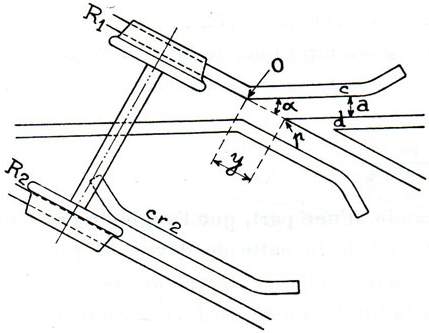 |
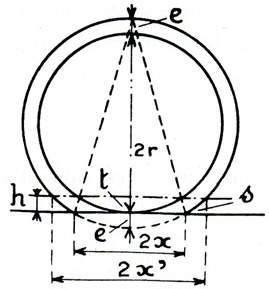 |
| Fig. 228 | Fig. 229 |
Pour le croisement n° 6, ![]() et
et ![]() , on a :
, on a :
![]() .
.
2°) Le mentonnet de la roue intercepte une longueur de rail égale à 2x (fig. 229). Pour que la sécurité soit complète, il faut que ![]() .
.
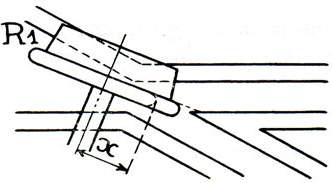
Fig. 230
Si e = 35 mm = la saillie du mentonnet sur la surface du roulement de la roue et r = le rayon du cercle de roulement de la roue,
dans le cercle extérieur, on a :
![]()
![]() .
.
Pour une roue de 1 mètre de diamètre (2 r = 1 m) :
![]() .
.
La roue n'est donc pas guidée sur une longueur de y - x c'est-à-dire :
Posant le problème sous sa forme générale ; pour que la roue ne dévie pas, il faut que :
y <x
ou ![]()
ou ![]()
avec a = 45 mm, 2r = 1 m, e = 35 mm, on a
![]()
d’où ![]()
![]()
![]() (note 181_2).
(note 181_2).
Or, on voit par le tableau page 154, que parmi les croisements en rails de 50 kg/m, dans le cas d'une ornière de 45 mm, seuls les appareils H8 (![]() = 14°15') sont sûrs. Mais, si en face de la pointe de cœur p, on dispose le long du rail opposé et à l'intérieur de la voie, un contrerail Cr2 (fig. 228), la roue R1, qui n'était plus guidée par son mentonnet au passage de la lacune, sera guidée par la roue conjuguée R2 calée sur le même essieu et s'appuyant sur le contrerail Cr2 et la sécurité sera garantie.
= 14°15') sont sûrs. Mais, si en face de la pointe de cœur p, on dispose le long du rail opposé et à l'intérieur de la voie, un contrerail Cr2 (fig. 228), la roue R1, qui n'était plus guidée par son mentonnet au passage de la lacune, sera guidée par la roue conjuguée R2 calée sur le même essieu et s'appuyant sur le contrerail Cr2 et la sécurité sera garantie.
Exception faite des appareils H8, avec les croisements en rails de 50 kg/m, l'emploi du contrerail est donc toujours nécessaire.
Une traversée oblique comporte :
Pour le passage des mentonnets des roues, les rails intérieurs doivent être interrompus en a, b, c et d. Ces rails, terminés en biseau, sont munis d'un petit contrerail évasé f pour éviter que les roues ne les heurtent à la pointe a.
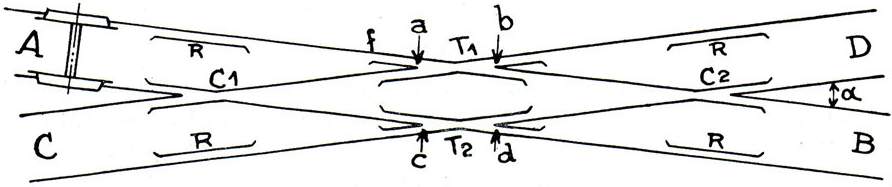
Fig. 231
Ici, comme dans le croisement aigu, on a recours au contrerail pour guider la roue au passage de la lacune, mais alors que le contrerail constituait, en général, une protection tout à fait efficace dans le croisement aigu, cette protection n'est qu'incomplète pour les croisements obtus des traversées.
En effet, si vis-à-vis des lacunes y et y' (fig. 232), nous plaçons respectivement des contrerails AC, BC, nous voyons que ces contrerails ne peuvent dépasser la diagonale 00', pour ne pas empiéter sur le passage qui doit être laissé libre pour le mentonnet. La préservation de l'une des lacunes empêche donc la préservation complète de l'autre.
Dans quelle limite le contrerail est-il efficace dans les traversées obliques ?
La lacune ![]() (fig. 232).
(fig. 232).
Fig. 232
Abaissons du point 0 une perpendiculaire sur l'autre rail. Appelons z, la longueur effective de préservation donnée par le contrerail. Celui-ci sera efficace lorsque z > y.
l = écartement des rails.
Dans le triangle OAC, on a :
![]() ,
,
on doit avoir :
![]() .
.
Exprimons tout en fonction de ![]() , il vient :
, il vient :
ou ![]()
et comme ![]() , on a :
, on a :
![]()
![]()
posons a = 48 mm, l = 1,435 m, d'où l-a = 1,387 m, on a :
![]()
![]()
![]()
et, pour cela, il faut que :
![]()
c'est-à-dire ![]() ou > 1/3,7.
ou > 1/3,7.
Comme un croisement d'angle aussi élevé est exceptionnel, il y a donc presque toujours danger.
En résumé, le contrerail n'est efficace que dans une certaine mesure. La zone dangereuse dans les traversées obliques correspond à la valeur y - z.
Evidemment, au passage de la lacune, la roue continuera sa trajectoire et n'en déviera qu'à l'intervention d'une cause extérieure, telle qu'un coup de lacet, une pierre engagée dans le croisement, un boulon d'éclisse égaré, une pièce tombée d'un véhicule.
On peut augmenter la protection en surélevant le contrerail au-dessus du plan de roulement du rail (fig. 229). 2x devient 2x' quand le surhaussement du contrerail est h (note 184). D'ordinaire h = 40 mm ; de toutes façons, le surhaussement ne peut dépasser 50 mm par suite des limites imposées par le gabarit du matériel roulant.
On considère qu'il est dangereux d'adopter un angle plus aigu que ![]() à cause du risque de déraillement à droite et à gauche au passage des lacunes.
à cause du risque de déraillement à droite et à gauche au passage des lacunes.
On donne à la largeur des ornières entre les pointes et les rails coudés (fig. 231), de 40 à 50 mm comme dans les croisements (à la S. N. C. B. : 40 mm).
Deux cas sont à envisager :
1er cas. - Les deux voies qui se coupent sont l'une et l'autre de peu d'importance.
Dans ce cas, on interrompt les rails des deux voies pour le passage des mentonnets des roues (fig. 233). On installe des contrerails pour éviter les chocs contre les bouts des rails sectionnés.
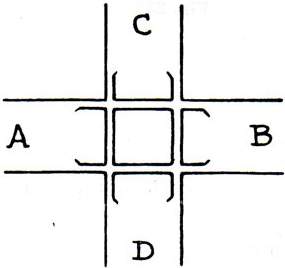 |
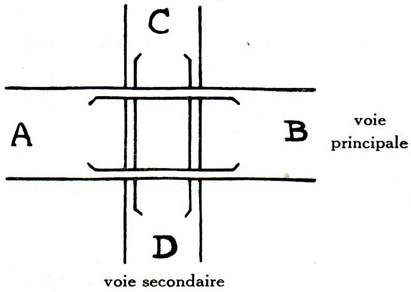 |
| Fig. 233 | Fig. 234 |
Les contrerails font complètement défaut en regard des lacunes, mais la longueur de celles-ci n'est que de l'ordre de 40 mm alors que dans les croisements, on atteint jusqu'à 630 mm (voir page 180).
2me cas. - Si l'une des voies est importante et parcourue par des trains rapides, tandis que l'autre est une voie vicinale ou une voie de tramway, on sacrifie la voie secondaire en conservant la continuité des rails de la voie la plus importante (fig. 234 et 235). Comme les mentonnets des véhicules de la ligne secondaire doivent passer au-dessus des rails de la voie principale, la voie de la ligne secondaire est relevée par des plans inclinés ménagés de part et d'autre de la voie principale et les roues roulent sur leurs mentonnets. Les rails de la voie secondaire doivent présenter une ornière de largeur suffisante pour laisser passer, non seulement les mentonnets des roues de la voie principale, mais la largeur du bandage lui-même.
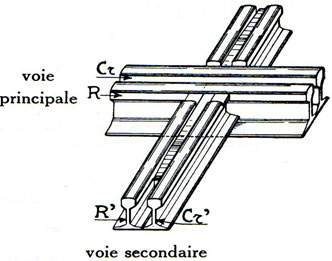
Fig. 235. - Traversée d'une voie de la S. N. C. B, par une ligne vicinale.
3me cas. - Les deux voies sont importantes.
Si la vitesse est faible, on fait usage du type représenté fig. 233, soit en rails assemblés, soit en acier au manganèse.
Si la vitesse est grande, on crée un saut de mouton.
Les croisements et les traversées se font en rails assemblés (fig. 236) ou bien ces appareils sont coulés en acier spécial au manganèse (fig. 237 à 240).
Les appareils en acier moulé sont d'un coût beaucoup plus élevé que ceux en rails assemblés, mais ils sont beaucoup plus résistants à l'usure.
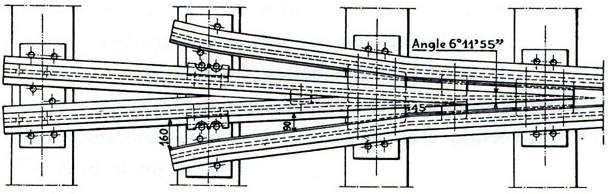
Fig. 236. - Croisement en rails assemblés.
Pour les appareils de voie (croisements et traversées) situés en voie très parcourue, la S. N. C. B., ainsi que bon nombre de compagnies étrangères, utilisent l'acier au manganèse du type Hadfield à 12 à 14 % de Mn avec teneur en carbone de 1 % minimum.
Cet acier est austénitique (note 186_1), il n'est donc pas dur, il ne le devient que par écrouissage. Sa dureté après trempe à l'eau ne dépasse pas le chiffre Brinell de 207 (diamètre : 4,2 mm).
Sa grande résistance à l'usure n'est obtenue que sur les surfaces de roulement où l'austénite se transforme en martensite sur une faible couche et au fur et à mesure de l'écrouissage.
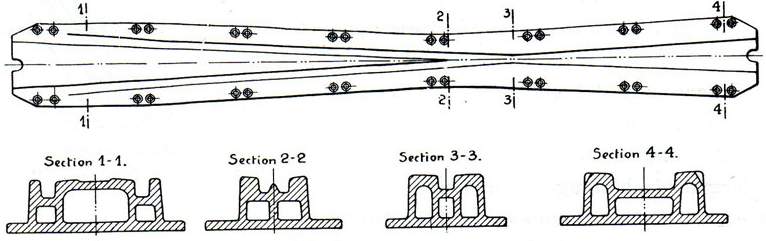
Fig. 237 à 240. - Croisement coulé en acier spécial au manganèse.
La dureté Brinell relevée à la surface dépasse alors couramment 400 (diamètre : 3,05 mm) correspondant à une résistance d'environ 150 kg/mm².
Ce type d'acier au Mn est inusinable par les moyens habituels (note 186_2) et le calibrage des parties à travailler doit se faire au moyen de meules appropriées.
Les Sociétés de Tramways utilisent également beaucoup l'acier au manganèse pour les aiguillages et appareils situés en pavage pour éviter les interruptions de la circulation routière provoquées par les remplacements fréquents auxquels conduit l'emploi d'acier ordinaire.
Les Compagnies de Tramways utilisent aussi pour leurs appareils sur une échelle assez large, les aciers au Nickel-Chrome qui, après traitement thermique, donnent des duretés en surface comparables à celles des aciers spéciaux au Mn et qui, au surplus, se prêtent à la soudure et au rechargement par métal d'apport.
A la S. N. C. B., certaines traversées à niveau ont été réalisées en acier Nickel-Chrome, notamment la traversée à niveau des voies de la S. N. C. B. par celles des Tramways Bruxellois au passage à niveau de la rue Belliard (Bruxelles-Quartier-Léopold). Tous les appareils sont soudés entre eux de sorte que les rails de la S. N. C. B. ne comportent aucun joint dans toute l'étendue du pavage du passage à niveau (note 186_3).
Supposons qu'il s'agisse de faire communiquer entre elles deux voies AB, CD, (fig. 241) de telle manière que, de A, on puisse aller vers C ou vers B et, de B, vers D ou vers A.
On pourra installer une double liaison 1-2, 3-4. On aura ainsi 4 branchements comportant chacun 1 changement de voie et 1 croisement et 4 appareils de manœuvre.
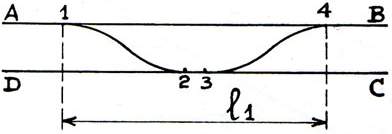 |
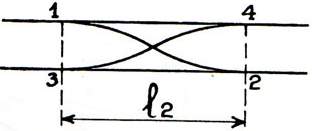 |
| Fig. 241. - Double liaison. | Fig. 242. - Bretelle. |
C'est une première solution qui réclame une longueur l1 ; mais on peut recourir à une bretelle 1-2, 3-4 (fig. 242) qui comporte également deux liaisons 1-2, 3-4 mais ces liaisons se coupent, ce qui permet de réduire l'encombrement en longueur de l1 à l2.
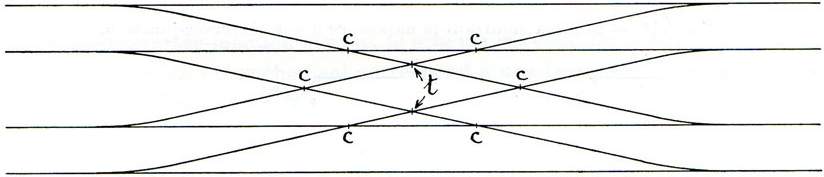
Fig. 243. - Détail de la bretelle.
Remarquons cependant que pour être réalisée en matériel standard, la bretelle exige une surlargeur d'entrevoie (0,80 m minimum en Belgique), ce qui fait perdre une partie du bénéfice résultant du raccourcissement. Mais il faut également 4 branchements et 4 appareils de manœuvre, mais en plus une traversée complète, comportant 2 croisements et 2 traversées simples (fig. 243), c'est-à-dire un appareil plus compliqué.
Traversée-jonction (T. J.) ou traversée anglaise.
A la différence de la bretelle qui réunit deux voies parallèles, la traversée-jonction établit (fig. 244 et 245) une communication directe entre deux voies AB et CD qui se croisent. Dans ce but, dans chacun des deux angles obtus de la traversée, on dispose deux rails courbes rr' et on introduit quatre changements de voies : 1-2, 5-6, 3-4, 7-8.
On obtient ainsi une traversée-jonction double. Ce double système d'aiguilles permet d'établir entre les deux voies qui se coupent toutes les communications désirables et cela, avec une concentration des appareils sur un espace relativement petit.
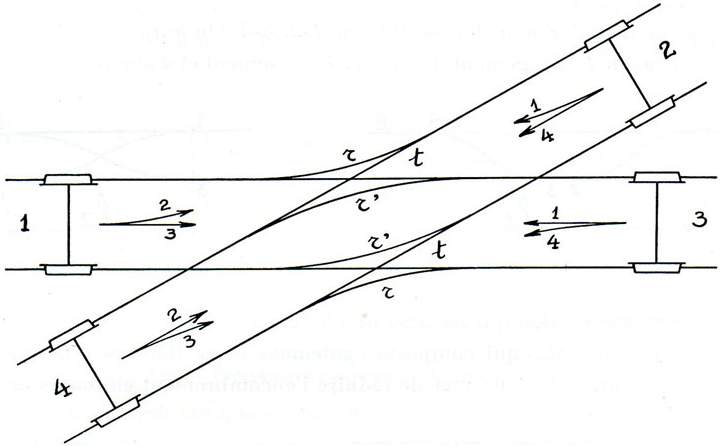
Fig. 244. - Schéma montrant la naissance d'une traversée-jonction.
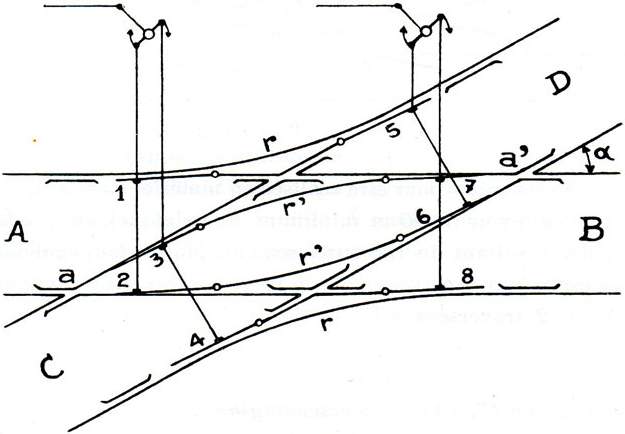
Fig. 245. - Traversée-jonction double.
Remarquons que les rails extérieurs r, r sont continus.
Si le raccordement n'était réalisé que d'un seul côté, on aurait une traversée-jonction simple (fig. 246).
La traversée-jonction double de la figure 245 peut être figurée simplement comme le montre le schéma de la figure 247. A la S. N. C. B. sur les plans, on adopte le schéma figure 248.
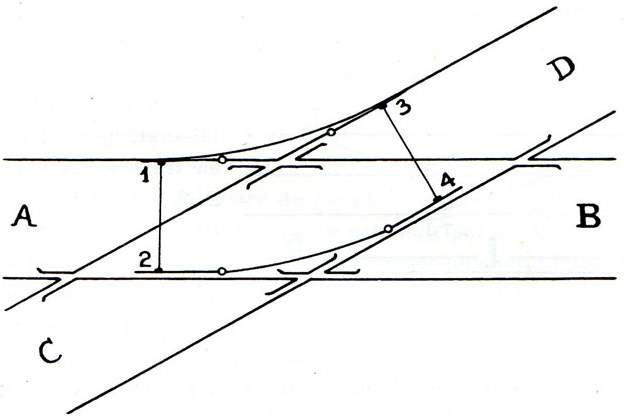
Fig. 246. - Traversée-jonction simple.
Pour une traversée-jonction simple, le schéma est celui de la figure 249.
Remarquons qu'un branchement correspond à une traversée dont on a supprimé l'une des branches (fig. 250).
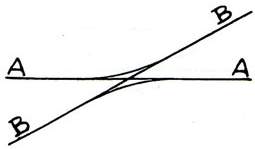 |
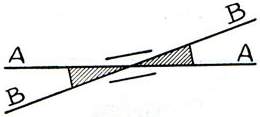 |
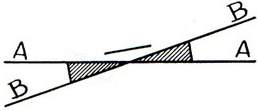 |
| Fig. 247 | Fig. 248 Traversée-jonction double. |
Fig. 249 Traversée-jonction simple. |
Quand aura-t-on recours à la traversée-jonction (fig. 247) plutôt qu'à deux branchements disposés pointe à pointe (schéma 251) ?
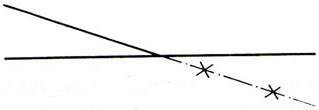 |
 |
| Fig. 250 | Fig. 251 |
Si l'une des voies est plus importante que l'autre, par exemple AA, c'est-à-dire si elle est utilisée par des trains rapides et est très parcourue, la voie BB étant secondaire, on adoptera, à moins que la place fasse défaut, le schéma plus économique de la figure 251.
Mais si les deux voies AA et BB sont également importantes, on aura recours à la traversée-jonction (fig. 248).
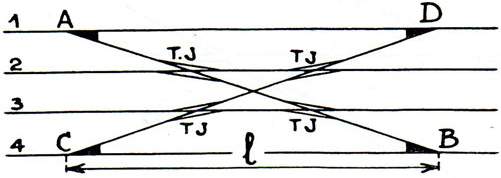
Fig. 252
Les traversées-jonctions sont très employées dans les grandes gares où elles simplifient et accélèrent les manœuvres et diminuent l'espace occupé par les appareils de changement de voies. En établissant, par exemple (fig. 252), en travers des voies parallèles 1, 2, 3, 4 deux voies en bretelle AB, CD munies de traversées-jonctions (T. J.) à leur intersection avec les voies 2 et 3, on pourra diriger un train de l'une quelconque des voies 1 à 4 sur une autre quelconque et cela dans les deux sens.
Si l'on réalisait les mêmes communications au moyen de changements de voie ordinaires (fig. 253), d'une part, il faudrait un développement plus grand en longueur et, d'autre part, on aurait sur les transversales, des sinuosités défavorables à la circulation.
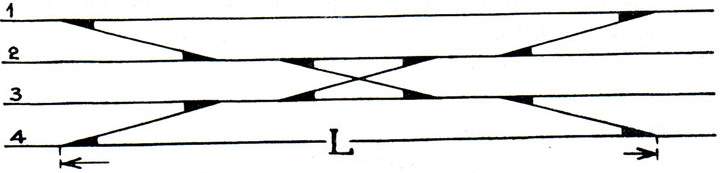
Fig. 253
Il ne faut cependant jamais perdre de vue qu'une traversée-jonction double complète (pose comprise) coûte 180.000 frs environ, en voie secondaire et 310.000 frs environ, en voie principale (prix de 1950) ; il est donc prudent, avant de décider de son installation, de supputer son rendement probable (note 190_1).
Lorsqu'on examine le croquis de la figure 245, on constate que pour loger le double aiguillage entre les deux croisements aigus a, a' de la traversée-jonction (fig. 245) sans donner aux rails courbes rr' une courbure trop prononcée, la distance aa' devrait être la plus longue possible, mais cette grande longueur conduit à des croisements a, a' très aigus qui n'assurent pas la couverture de la lacune.
Si, pour diminuer le danger du passage des lacunes aux croisements a et a', on adopte pour ceux-ci un grand angle![]() , le rayon des rails courbes rr' diminue et la circulation dans ces courbes raides est défectueuse. Par ailleurs, l'angle de déviation des aiguilles augmente.
, le rayon des rails courbes rr' diminue et la circulation dans ces courbes raides est défectueuse. Par ailleurs, l'angle de déviation des aiguilles augmente.
Mais, en fait, la limite inférieure de l'angle![]() est déterminée par la traversée installée entre r et r' et la limite supérieure de cet angle par le rayon r. r'.
est déterminée par la traversée installée entre r et r' et la limite supérieure de cet angle par le rayon r. r'.
A la S. N. C. B., il existe deux types de traversée-jonction : l'une correspond à l'angle H3 = 6°11'55" dont la tangente est égale à 0,108.610 et l'autre à l'angle H4 = 7°7'30", tangente 0,125.000.
Les deux changements de voie de chaque extrémité de la traversée-jonction sont manœuvrés par un seul levier, il y a donc deux leviers par traversée-jonction.
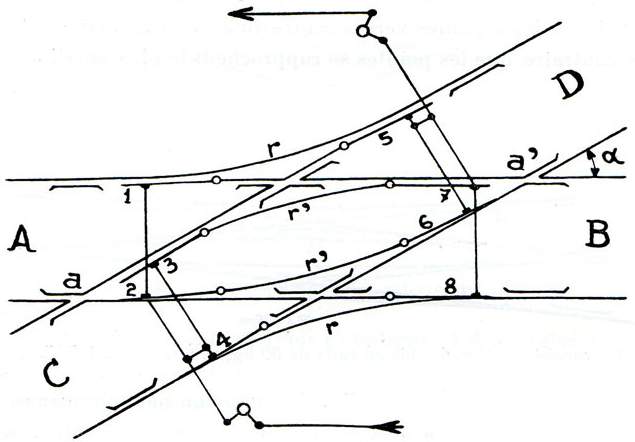
Fig. 254. - Traversée-jonction double.
La manœuvre se fait dans des conditions telles que :
1er cas : les deux aiguilles intérieures, par exemple, 2 et 3 (fig. 245), se meuvent dans des sens opposés, autrement dit, la manœuvre les rapproche l'une de l'autre ou les éloigne l'une de l'autre.
2me cas : les deux aiguilles intérieures 2 et 3 se déplacent dans le même sens c'est-à-dire que leurs courses sont parallèles (fig. 254).
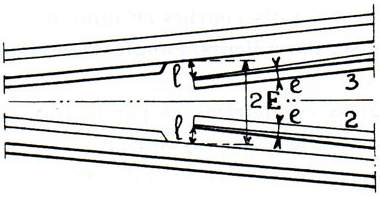 |
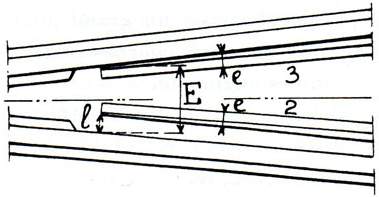 |
| Fig. 255 | Fig. 256 |
Dans ce dernier cas, il suffit de réserver pour la manœuvre un espace E sensiblement moitié moindre que dans le 1er cas. Dans le 1er cas, il faut, en effet, disposer d'un espace 2E (fig. 255), égal à deux fois la course l, plus deux fois la largeur e de l'aiguille elle-même ; dans le 2me cas (fig. 256), une fois la course, plus deux fois la largeur de l'aiguille. Comme d'autre part, on est enfermé dans le losange aa' formé par la traversée, il faut, dans le 1er cas, pour loger l'espace minimum indispensable 2E, ramener les pointes des aiguilles vers le centre du losange alors que le tracé le meilleur demande au contraire que les pointes se rapprochent le plus possible du sommet des angles aa'.
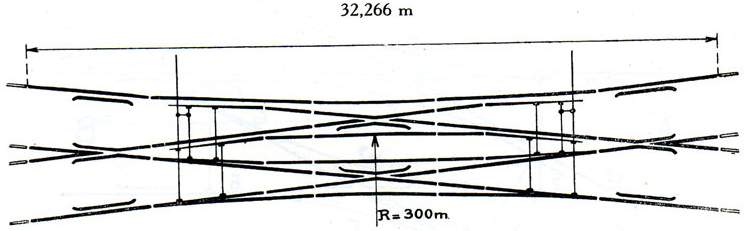
Fig. 257. - Traversée-jonction double en rails de 50 kg/m, angle de 6°11'55", tg![]() = 0,108.610.
= 0,108.610.
Le seul avantage du 1er cas (fig. 245), c'est que l'on peut circuler sur la traversée-jonction selon deux itinéraires successifs différents (par exemple, sens AD, puis sens CB) sans devoir manœuvrer la traversée-jonction, ce qui n'est pas possible dans le dispositif de la figure 254.
Pour la clarté du dessin, l'angle de la traversée-jonction a été fortement exagéré sur les figures 245 et 254 ; mais nous reproduisons à l'échelle, figure 257, une traversée-jonction double en rails de 50 kg/m telle qu'elle se présente sous un angle de 6°11'55".
Le tableau ci-dessous donne les caractéristiques des traversées proprement dites c.-à-d. des appareils du genre de ceux qui se font vis-à-vis au centre de la figure 257.
Traversées en rails de 50 kg/m.
| Types | Longueur des appareils | Angle | Tangente |
| V3 | 3,950m | 6°11'55" | 0,108.610 |
| V4 | 3,450 | 7° 7'30" | 0,125.000 |
| V5 | 3,400 | 8°57' 1" | 0,157.495 |
| V6 | 3,300 | 11°18'40" | 0,200.021 |
| V7 | 3,200 | 12°23'50" | 0,219.813 |
| V8 | 3,000 | 14°15' 0" | 0,253.968 |
Il existe sur certains réseaux, notamment en Allemagne, une traversée-jonction à changements de voie extérieurs E (fig. 258) c.-à-d. placés en dehors du losange aa'.
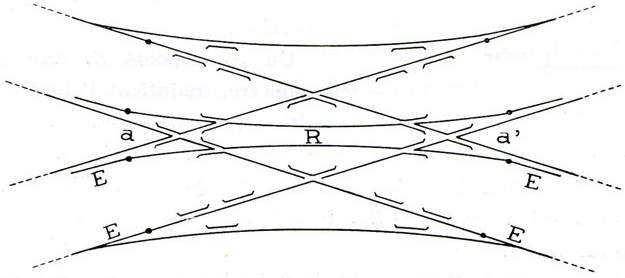
Fig. 258. - Traversée-jonction à aiguilles extérieures au losange aa'.
Ce type présente l'avantage de pouvoir s'appliquer à des angles plus grands ou, inversement, d'obtenir des rayons plus grands. Il a l'inconvénient d'exiger des pièces très spéciales, par exemple, 3 cœurs de croisements combinés et un rail R doublement concave. Enfin, ce dispositif est très encombrant.
Quand la manœuvre des aiguilles se fait sur place, la tringle de connexion t (fig. 259) qui réunit les deux pointes est prolongée par une tringle de manœuvre reliée elle-même au levier de manœuvre OA (fig. 260). Un régulateur de connexion permet de régler la longueur de la connexion de manière que les aiguilles s'appliquent bien contre les rails contre-aiguilles. C'est un simple manchon dont les extrémités sont taraudées en sens inverse et dans lesquelles viennent s'engager les filets des tringles de connexion.
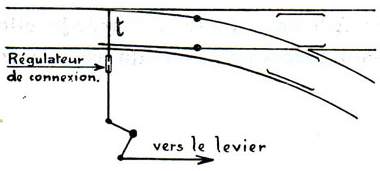
Fig. 259
Un contrepoids C, fixé au levier de manœuvre, maintient l'aiguille fixe dans la position qu'on lui a donnée.
Le levier de manœuvre est à simple action ou à double action.
A. - Le levier à simple action (fig. 260) n'a qu'une position d'équilibre OA ; amené dans sa position renversée OB, il revient dans sa position normale dès qu'on l'abandonne à lui-même.
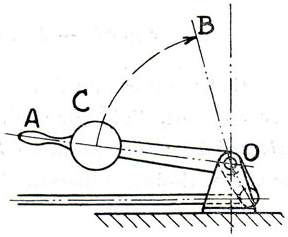
Fig. 260. - Levier de manœuvre à simple action.
On l'emploie lorsque le changement de voie doit occuper normalement une direction déterminée qui correspond à la position d'équilibre du levier, par exemple, en voie principale, pour la manœuvre des aiguillages pris normalement par la pointe par les trains en marche ou encore, sur les lignes à simple voie, pour la manœuvre des aiguillages qui donnent accès à la voie dédoublée dans les stations ou enfin, sur les lignes à double voie, aux aiguillages donnant accès aux voies principales.
La manœuvre du levier à simple action ainsi conçu n'est pas sans danger ; en effet, pour donner la position renversée, l'agent doit exercer un effort continu et fatigant pour tenir le contrepoids relevé et cela, pendant tout le temps du passage de tous les véhicules (un train de marchandises peut comporter 60 wagons, plus le fourgon et plus la ou les locomotives). Pour peu qu'il relâche son effort, l'aiguille s'entrebâille et les véhicules qui l'abordent reprennent la voie normale alors que les premiers ont pris l'autre voie, d'où déraillement.
B. - Le levier à double action se maintient indifféremment dans la position normale ou renversée dans laquelle on l'abandonne.
On l'utilise notamment pour la manœuvre des aiguillages en voie principale pris par le talon par des trains en marche.
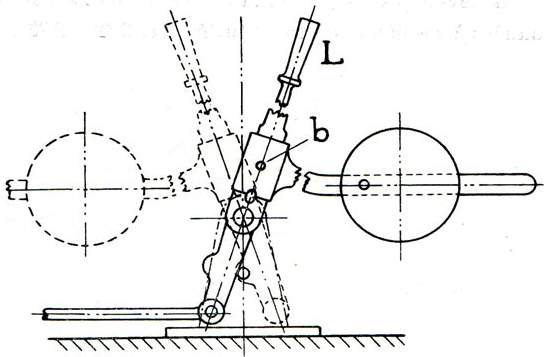
Fig. 261. - Levier de manœuvre du système Rhénan à double action.
Il permet le talonnement du changement de voie, c'est-à-dire qu'un véhicule abordant l'aiguillage par le talon, peut écarter la pointe de l'aiguille suffisamment pour la franchir sans la briser et sans la laisser entrebaillée après son passage.
La figure 261 représente le levier de manœuvre système Rhénan à double action.
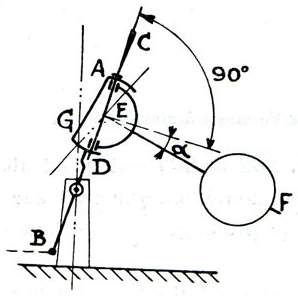 |
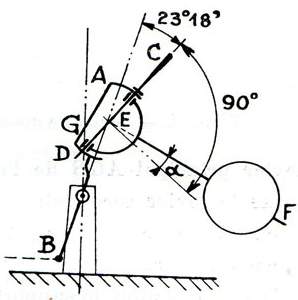 |
| Schémas du levier Vanneste. | |
| Fig. 262. - Double action. | Fig. 263. - Simple action. |
Quand l'aiguilleur tourne le contrepoids de la position normale dans la position diamétralement opposée, le contrepoids fait basculer le levier, ce qui provoque le changement de voie.
On peut transformer le levier système Rhénan de double en simple action, simplement en empêchant la rotation du contrepoids en le fixant par une broche b sur le levier L ; mais alors, il présente le danger signalé ci-dessus.
Levier système Vanneste.
Ce levier peut agir à simple ou à double action selon les positions respectives données à ses éléments constitutifs (fig. 262 à 265).
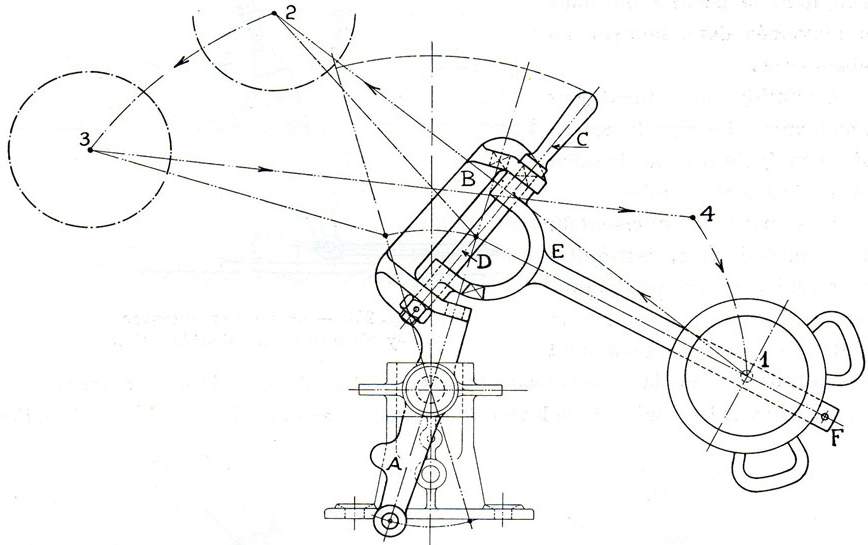
Fig. 264. - Levier de manœuvre système Vanneste à simple action.
Le levier principal AGB de l'appareil (fig. 262 et 263) est construit de telle manière que le levier secondaire CD peut être monté obliquement sur le levier principal, cas du levier à simple action ou dans le prolongement de l'axe du levier principal, cas du levier à double action.
Pour la simple action, le support EF du contrepoids fait avec le levier secondaire un angle plus petit que 90° (90° - 11°30') ; pour la double action, un angle plus grand que 90° (90° + 11°30').
Montage à simple action. - Pour renverser l'aiguillage (fig. 264), l'agent amène le contrepoids dans la position diamétralement opposée 2 par un simple mouvement de rotation. Dans cette position 2, le contrepoids provoque le basculement du levier et vient en 3. A l'inverse du système Rhénan, l'aiguilleur maintient sans fatigue le contrepoids dans cette position 3. Mais, dès qu'il l'abandonne, la gravité ramène le contrepoids de 3 en 4 par un mouvement de rotation, puis de 4 en 1 par un basculement du levier qui ramène l'aiguillage dans la position normale.
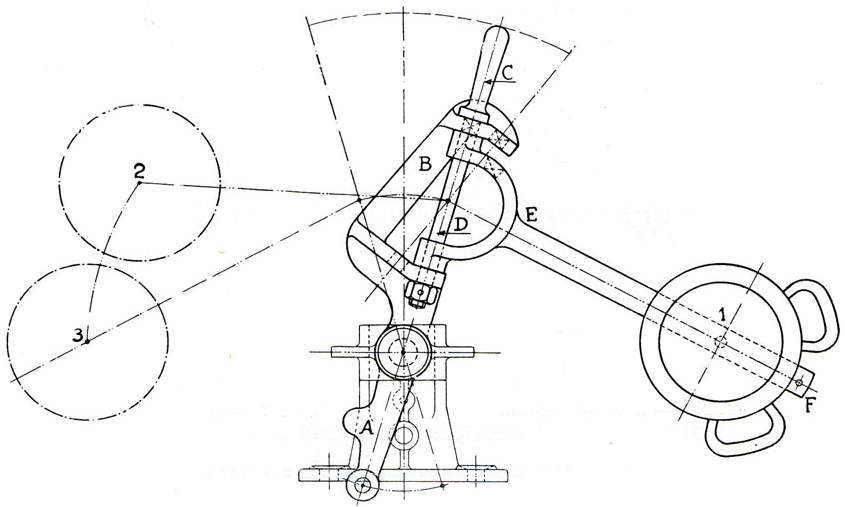
Fig. 265. - Levier de manœuvre système Vanneste à double action.
Montage à double action (fig. 265). - Pour renverser le levier, le contrepoids est amené de 1 en 2, la gravité le fait tomber en 3, le levier bascule entraînant l'aiguillage.
En tant que levier à double action, le levier Vanneste n'accuse aucun avantage sur le système Rhénan ; au contraire, il coûte plus cher.
Enfin, le système Rhénan a été modifié par les chemins de fer belges comme l'indique la figure 266 en vue d'éviter les difficultés et les risques de l'appareil utilisé comme levier à simple action.
La tige du levier est coudée suivant un angle de 23° à partir de son axe de rotation. La tige du contrepoids fait un angle de 78°30' (90° - 11°30') avec la tige du levier.
L'appareil ainsi agencé fonctionne comme levier à simple action. Le maintien du levier dans la position renversée est assuré dans les mêmes conditions qu'avec le levier Vanneste, sans fatigue et sans risque.
Dans l'appareil Rhénan, à double action, du type nouveau (fig. 267), la tige du levier n'est pas coudée mais l'emmanchement de la tige du contrepoids sur le levier proprement dit est tel que l'angle des deux tiges est égal à 101°30' (90° + 11°30').
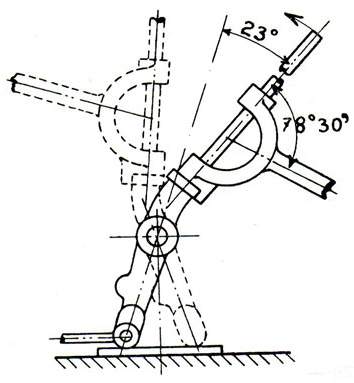 |
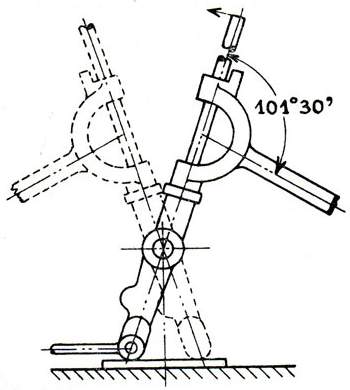 |
| Levier de manœuvre système Rhénan « type nouveau ». | |
| Fig. 266. - A simple action. | Fig. 267. - A double action. |
La manœuvre des aiguilles sur place n'est pas possible dans les gares importantes où le nombre des aiguilles est considérable. Les aiguilleurs devraient courir d'une aiguille à l'autre pour les placer successivement dans la position convenable. Ces agents devraient être nombreux et seraient continuellement exposés aux dangers graves de la circulation à travers les voies.
On améliore déjà la situation en concentrant un certain nombre de leviers au même endroit (« poste à terre »), d'où un seul agent donne, sans se déplacer, la position désirée aux aiguilles.
Mais la solution complète du problème consiste à réunir dans une cabine le plus grand nombre possible de leviers d'aiguilles. On y concentre aussi les leviers de manœuvre des signaux qui commandent ou protègent la circulation des trains ou des manœuvres dans la gare.
Cette concentration des leviers d'aiguilles et des leviers de signaux dans un même poste permet d'établir entre eux les solidarités ou enclenchements (note 198) nécessaires pour garantir la sécurité.
De ce poste central, la manœuvre à distance des aiguilles peut se faire :
Mais quel que soit le système employé, il est indispensable que l'agent du poste central de manœuvre ait la certitude que les aiguilles en campagne suivent bien le mouvement des leviers en cabine et qu'elles sont parfaitement appliquées contre les rails contre-aiguilles. Il importe encore que l'aiguilleur soit mis dans l'impossibilité de déplacer les aiguilles pendant qu'elles sont parcourues par les trains. Pour satisfaire à ces conditions, l'appareillage central de la manœuvre doit donc comporter, non seulement des transmissions, mais encore ce que l'on appelle des « sécurités ».
Ces transmissions sont du type rigide ou du type funiculaire.
Les transmissions rigides sont constituées par des tuyaux à gaz (note 199) assemblés bout à bout comme le montre la figure 268.
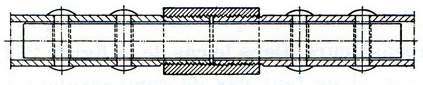 |
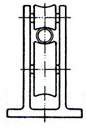 |
| Fig. 268 Assemblage des tringles de commande. |
Fig. 269 Support de tringle. |
Les transmissions sont supportées par des poulies ou par des galets (fig. 269) ; d'autres galets empêchent leur soulèvement. Des leviers coudés renvoient le mouvement soit dans un plan horizontal, soit dans un plan vertical.
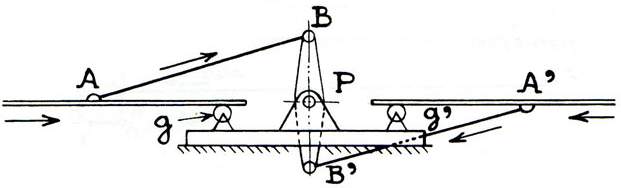
Fig. 270. - Compensateur pour transmission rigide.
La course des transmissions par tringles varie de 22 à 28 centimètres.
Les variations de température pourraient provoquer l'entrebâillement des aiguilles ; pour y obvier, on intercale un compensateur dans la transmission dès que sa longueur dépasse 30 mètres (fig. 270). Ce compensateur peut être constitué par un balancier BB' à bras égaux, dont les extrémités sont reliées aux deux parties de la tringle de transmission par deux bielles AB, A'B', de même longueur. Le pivot P du balancier est au même niveau que l'axe des tringles et les extrémités de celles-ci sont soutenues par des galets g, g'. Les deux extrémités du tringlage étant fixes (d'une part, le levier ; d'autre part, l'aiguillage), les variations de longueur se reportent sur les points B et B'.
Le compensateur doit naturellement être installé à mi-longueur de la transmission.
L'intercalation d'un compensateur a nécessairement pour effet de renverser le sens du mouvement de la transmission.
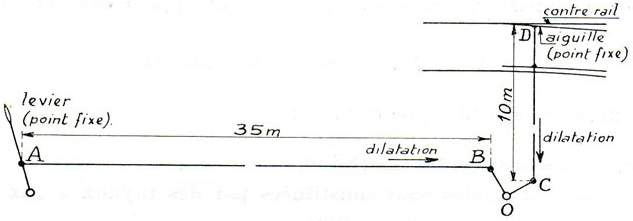
Fig. 271. - Compensation partielle de la dilatation.
Il faut aussi tenir compte de l'influence des équerres de renvoi qui, dans certains cas, peuvent jouer le rôle de compensateurs. Dans le cas de la figure 271, bien que la transmission ait 35 m de longueur, il ne faut pas de compensateur parce que les variations de longueur sur les 35 m sont compensées sur 10 m par l'équerre de renvoi BOC et la tringle DC. Mais pour qu'il y ait possibilité de compensation du chef de la dilatation, il faut que, partant des points fixes A (levier) et D (aiguille), les allongements aient pour tendance de faire tourner les deux bras BO et CO de l'équerre de renvoi dans le même sens et non en des sens opposés.
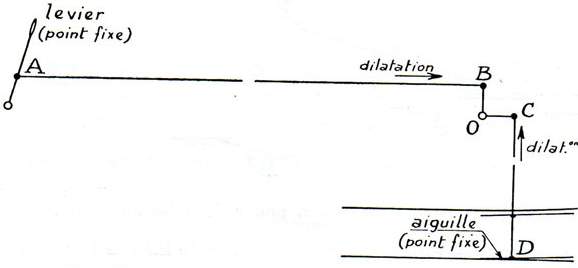
Fig. 272 - Cas où un compensateur est nécessaire.
La figure 272 montre un cas où un compensateur est nécessaire, une compensation automatique étant impossible car sous l'effet des dilatations le levier coudé BOG est sollicité dans des sens opposés.
Une transmission funiculaire ne peut agir que par traction alors qu'une transmission rigide peut transmettre l'effort dans les deux sens par traction et par poussée. Comme les aiguilles doivent être déplacées dans les deux sens, il faut un double fil pour commander le mouvement (fig. 273).
Le fil (diamètre : 5 mm) doit présenter une grande résistance à la rupture (100 à 125 kg/mm²) et un très faible allongement (5 % maximum mesuré sur 200 mm).
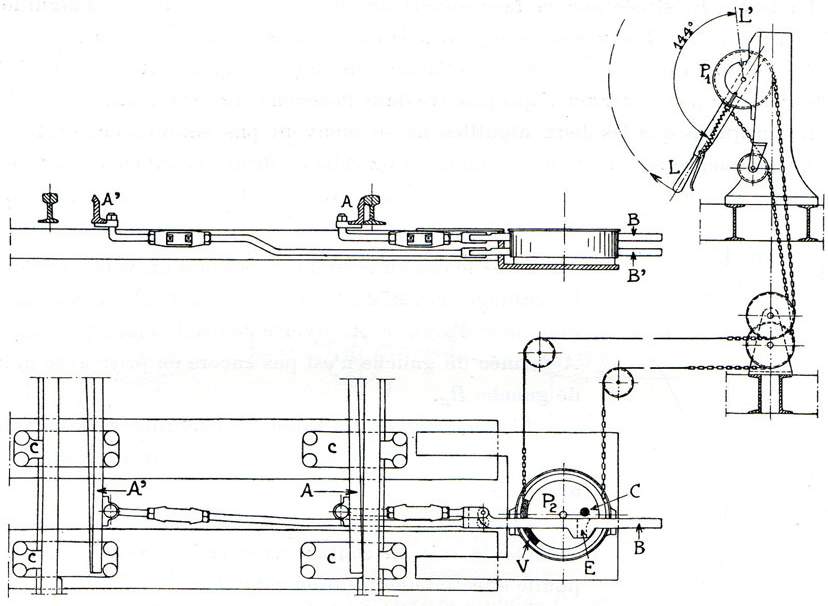
Fig. 273. - Manœuvre d'un aiguillage par transmission à double fil.
Au point de départ, en cabine, une chaîne, rattachée au fil de manœuvre, s'enroule sur une poulie P1 à laquelle elle est attachée de sorte qu'en déplaçant, vers le haut ou vers le bas, le levier de manœuvre solidaire de la poulie, l'on tire sur l'un ou l'autre brin du fil.
Le levier doit être maintenu fixe dans ses deux positions extrêmes et la poulie doit suivre tous ses mouvements.
A l'autre extrémité, en campagne, les deux brins de la transmission aboutissent aux extrémités de la chaîne qui actionne la poulie P2 commandant les aiguilles (fig. 273).
Cette poulie, logée dans une cuve en fonte, tourne autour d'un axe vertical. Elle porte sur chacune de ses faces :
Par la rotation de la poulie, le galet C s'engage dans la coulisse de la bielle et commande le mouvement de celle-ci.
La bielle B, située sur la face supérieure de la poulie, actionne l'aiguille de droite A ; la bielle B' située sous la poulie actionne l'aiguille de gauche A'.
Au repos, en position normale, la bielle actionnant l'aiguille A prise en pointe est verrouillée par le verrou V qui pénètre dans l'encoche correspondante de la bielle.
Remarquons que les deux aiguilles ne se meuvent pas simultanément, celle de gauche commence à se mouvoir au moment où celle de droite commence à se déverrouiller ; celle de droite se meut encore pendant que celle de gauche se verrouille.
Talonnement.
Dans le cas où le premier essieu d'un véhicule talonne l'aiguillage (fig. 274), la roue de droite Rd attaque immédiatement l'aiguille A ouverte de droite alors que l'aiguille A' fermée de gauche n'est pas encore en prise avec la roue de gauche Rg.
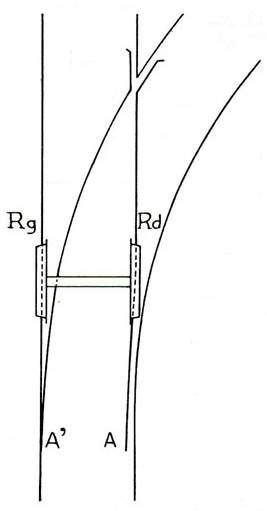
Fig. 274. - Talonnement de l’aiguillage
L'essieu roulant du talon de l'aiguille vers la pointe, l'aiguille de droite se déplace, agit sur la bielle B qui actionne le galet C et par conséquent la poulie.
Ce déplacement se poursuivant jusqu'à ce que l'aiguille considérée soit en contact avec le rail contre-aiguille, la poulie effectue une rotation complète.
Quant à l'aiguille de gauche A', elle a été entraînée par la poulie.
Naturellement, la transmission funiculaire, reliant la poulie au levier de commande de l'aiguillage, a suivi ce mouvement et l'a communiqué à la poulie de ce levier. Mais celui-ci n'est pas rigidement lié à la poulie.
Compensateurs.
Des précautions doivent être prises en cas de variation de température car les deux fils doivent rester tendus malgré la dilatation.
Lorsque la longueur n'est pas trop considérable, on intercale des tendeurs à main, l'un près du levier, l'autre près de l'aiguillage.
Lorsque la distance dépasse 200 mètres, ce moyen ne suffit plus. On compense alors l'effet de la dilatation en faisant agir sur la transmission un poids tendeur C (fig. 275) qui descend quand le fil s'allonge sous l'effet d'une élévation de température et qui remonte quand le fil se contracte.
Une précaution supplémentaire doit être prise :
le renversement du levier de manœuvre pourrait simplement soulever le poids tendeur C sans qu'il y ait mouvement correspondant de l'aiguillage.
Pour transmettre intégralement à l'appareil à manœuvrer toute la course du levier, on est donc amené à compléter le compensateur par un dispositif qui cale le poids tendeur dès que le levier de manœuvre est mis en mouvement et l'immobilise pendant toute la durée de ce mouvement.
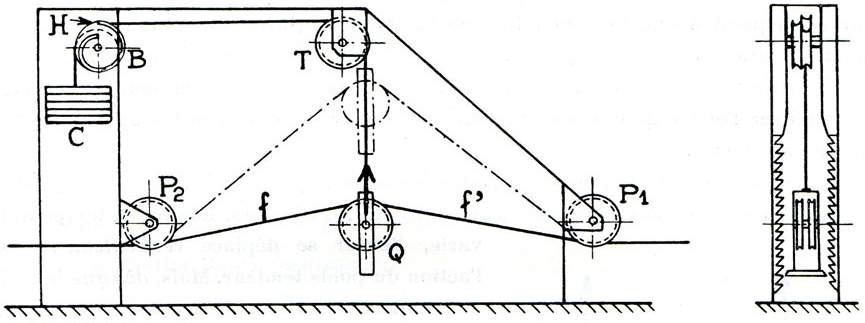
Fig. 275 et 276. - Compensateur à brins inclinés et poulie hélicoïdale.
Le calage du poids tendeur s'obtient à l'intervention d'une crémaillère (fig. 275 et 276). Les deux fils de la transmission passent sous les poulies fixes P1 à l'entrée du chevalet compensateur, puis sur les poulies mobiles Q, pour sortir en passant sous les poulies fixes P2.
L'action du compensateur peut s'exercer de plusieurs manières :
a) Dans le système à brins inclinés et poulie hélicoïdale, les poulies mobiles sont suspendues à une chaînette qui, après avoir passé sur le tambour T, se relie à une poulie à gorge hélicoïdale H calée sur le même arbre que la poulie circulaire B sur laquelle s'enroule la chaîne du contrepoids C.
La fonction fondamentale du compensateur est de maintenir constante la tension malgré les variations de la température. Si la force C du contrepoids est constante, la direction des fils f et f’ varie, il s'ensuit que l'action du contrepoids varie suivant la position en hauteur de l'étrier, position qui modifie l'angle formé par les deux brins f, f’.
Pour que la tension reste constante dans la transmission, l'effort du contrepoids doit varier suivant l'ouverture de cet angle ; quand les brins se rapprochent de l'horizontale, la tension dans la chaînette doit être faible et, alors, l'étrier agit sur le grand rayon de la poulie hélicoïdale ; lorsque les brins se rencontrent sous un angle très aigu, c'est le petit rayon de la poulie qui intervient.
l'équation des moments donne :
contrepoids x R = tension x ![]()
par conséquent à une tension faible de la chaînette (brins horizontaux) doit correspondre le grand rayon de la poulie.
L'étrier pend entre deux guides dont les faces, taillées en crémaillère, peuvent immobiliser l'étrier quand ses extrémités inférieures, taillées en biseau, viennent en contact avec elles.
Lorsque la transmission est au repos, les deux fils ont une tension égale et l'étrier ne vient pas en contact avec ses guides (fig. 277). Dès lors, lorsque la température varie, l'étrier se déplace verticalement sous l'action du poids tendeur. Mais, dès que le levier de manœuvre agit sur la transmission et que, par conséquent, l'un des fils se détend pendant que l'autre se surtend (fig. 278) l'étrier s'incline à droite ou à gauche, une de ses extrémités biseautées mord dans la crémaillère et il s'immobilise dans le sens vers le bas où s'exerce la traction.
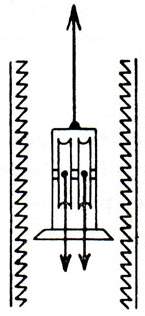 |
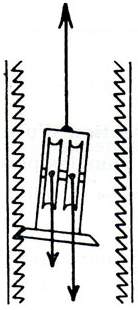 |
| Etrier et crémaillère. | |
| Fig. 277 Étrier libre. |
Fig. 278 Étrier accroché. |
Ce réglage dans la position du fil sur la poulie hélicoïdale selon la température réclame une précision difficilement réalisable dans la pratique. C'est pourquoi, à la S. N. C. B., on a renoncé aux brins inclinés pour adopter les brins parallèles.
b) Compensateurs à brins parallèles et poulie différentielle (fig. 279).
Ici la tension reste constante et la poulie hélicoïdale peut être supprimée. La chaînette du contrepoids s'enroule alors sur une poulie différentielle D de rapport 1,6/1 pour les transmissions inférieures à 1.000 mètres et de rapport 2/1 pour celles supérieures à 1.000 mètres, la poulie différentielle n'ayant d'autre raison d'être que de diminuer l'importance du contrepoids. La chaîne supportant l'étrier mobile se rattache au petit tambour, la chaîne supportant le contrepoids est fixée sur le grand tambour.
Fig. 279. - Compensateur à brins parallèles et poulie différentielle. ;
Le calage du contrepoids se produit de la même manière qu'avec les brins inclinés.
Champ d’action du compensateur.
Tout compensateur possède un rayon d'action maximum calculé en tenant compte des écarts maxima de température, -20° et + 40°, par exemple.
Fig. 280. - Champ d'action du compensateur.
Appelons h (fig. 280), la course maximum de l'étrier le long des crémaillères ; h dépend donc de la construction du compensateur.
2h = l'allongement que le compensateur peut racheter.
Si ![]() = l'écart de température le plus considérable,
= l'écart de température le plus considérable,
C = 0,000.012, le coefficient de dilatation linéaire de l'acier,
L = le champ d'action du compensateur,
On aura :
![]()
d'où : ![]() (note 205)
(note 205) ![]()
![]() .
.
Lm = 2.778 X 0,01 m, d'où Lm = 27,78 m.
par conséquent, chaque centimètre de longueur de course de l'étrier compense 27,780 mètres de transmission.
Si L = 600 mètres, h doit être égale à :
![]() .
.
Si l'on veut éviter de devoir installer plus d'un compensateur dans une même transmission, on sera amené à créer plusieurs types de compensateurs ayant des champs d'action de plus en plus étendus.
*
* *
Pour supporter et guider les fils de transmission, on emploie des poulies à gorge montées sur potelets dont l'écartement ne doit pas dépasser 10 mètres dans les parties rectilignes. Aux changements de direction de plus de 5°, le fil n'ayant pas la flexibilité voulue, on fait passer la transmission sur une poulie horizontale ou verticale et on intercale dans le fil un bout de câble ou de chaînette qui s'enroule sur la poulie.
Dans les transmissions funiculaires, le levier de commande de l'aiguillage est du même type que celui employé pour les signaux (fig. 273, page 201).
En position normale, il est incliné vers le bas ; pour le renverser, il faut lui faire décrire vers le haut un angle de 144° et entraîner dans ce mouvement la poulie, ce qui communique au fil une course de 500 mm.
Mais alors que le levier de signal est invariablement fixé à la poulie, il ne peut en être ainsi avec le levier d'aiguillage parce que l'on s'impose d'ordinaire la condition que, en cas de talonnement de l'aiguillage, l'appareil de manœuvre ne subisse aucune avarie.
La manœuvre à double fil permet la commande des aiguillages à la distance de 600 mètres.
L'appareil central à commande funiculaire se prête fort bien aux relations d'enclenchement à réaliser entre les leviers des signaux et ceux des aiguillages, les champs récepteurs et transmetteurs de l'appareil de block. C'est une des raisons pour lesquelles il se substitue de plus en plus à l'appareil central Saxby à commande par tringle (note 206).
Comparaison des systèmes rigide et funiculaire.
Les transmissions rigides présentent les avantages suivants :
mais elles présentent certains inconvénients :
Dans le cas de la transmission funiculaire, une rupture de fil se fait immédiatement sentir à l'appareil de manœuvre, l'appareillage devient inerte.
La commande des aiguillages par tringles n'est possible que si la distance ne dépasse pas 485 mètres, alors que la transmission par double fil permet d'atteindre 600 mètres.
Aussi, à la S. N. C. B., quand on renouvelle un poste de concentration à transmission rigide, le remplace-t-on par un poste central à transmission funiculaire.
La manœuvre mécanique ne convient pas pour les installations étendues des grandes gares, l'aiguilleur devant déployer des efforts importants pour renverser successivement les très nombreux et lourds leviers. Il est indispensable que les postes centraux soient desservis par des agents se dépensant très peu physiquement, faisant office en quelque sorte de préparateurs du mouvement, une source d'énergie spéciale manœuvrant les aiguillages. L'agent, ainsi soulagé, peut prêter toute son attention aux itinéraires à établir.
On a utilisé des transmissions hydrodynamiques, pneumatiques, hydropneumatiques, électriques, mais ces dernières ont rapidement détrôné toutes les autres.
L'électricité, en tant qu'agent de transport de force, présente des qualités très précieuses :
Manœuvre électrique des aiguillages (note 208).
Les appareils mécaniques de manœuvre ont un champ d'action restreint, leurs leviers sont volumineux, les bâtis occupent beaucoup de place et l'aiguilleur doit déployer de grands efforts.
La manœuvre électrique supprime tous ces inconvénients.
A la S. N. C. B., on s'impose les conditions suivantes :
L'aiguillage est manœuvré par un moteur électrique série à courant continu (sous tension de 120 volts), muni de deux enroulements inducteurs bobinés en sens inverse de manière à permettre de faire tourner l'induit dans les deux sens.
Un jeu d'engrenages et une vis sans fin transforment le mouvement de rotation de l'induit en mouvement de translation transmis à l'aiguillage au moyen d'une crémaillère (fig. 294 et 295).
En cas de suppression de courant, le moteur peut être manœuvré à la main par une manivelle que l'on adapte directement sur l'axe du moteur.
Un câble à deux conducteurs relie le moteur à la cabine, d'où l'aiguillage est commandé au moyen d'une manette, dite de champ d'aiguille, disposée dans l'appareil central.
Chaque manette d'aiguillage peut occuper deux positions extrêmes :
Le schéma définitif est représenté figures 290 à 292, nous allons le décomposer et le décrire par étapes (note 209).
 |
 |
 |
| Fig. 281 | Fig. 282 | Fig. 283 |
Par la rotation de la manette (fig. 283), on déplace le commutateur de manœuvre C, qui met l'un ou l'autre des deux fils de manœuvre du câble en relation avec la source d'électricité selon que l'aiguillage doit être renversé ou ramené dans sa position normale. On utilise le courant continu à 120 volts. Pour permettre la rotation du moteur dans les deux sens, l'enroulement inducteur I2 est inverse de l'enroulement I1.
Chacune de ces connexions comporte un interrupteur m1 (m2) manœuvré par la crémaillère actionnée par le moteur d'aiguille i (fig. 295). Cet interrupteur est disposé de telle sorte que le circuit de manœuvre est coupé aussitôt que l'aiguillage se trouve dans la position extrême correspondant à celle de la manette en cabine et par conséquent, à ce moment, le moteur s'arrête.
Les figures 284, 285 et 286 montrent en traits forts le schéma des circuits empruntés par le courant de 120 volts dans chacune des trois positions :
 |
 |
 |
| Manœuvre électrique des aiguillages. Système Siemens. | ||
| Fig. 284 Position normale. |
Fig. 285 Pendant la course. |
Fig. 286 Position renversée. |
A chaque instant, il doit exister une relation entre la position de l'aiguillage en campagne et la position de la manette de manœuvre en cabine, relation qui ne peut exister que s'il y a concordance entre les positions de la manette et de l'aiguillage.
Cette relation est réalisée au moyen d'un courant de contrôle qui n'excite l'électro-aimant de contrôle E du champ d'aiguille que lorsque cette concordance existe. Ce n'est que dans ce cas que l'on peut mettre le signal à voie libre. Dans le cas où l’électro-aimant de contrôle E n'est pas excité, une sonnerie de contrôle retentit en cabine.
Complétons les schémas des fig. 284 à 286 comme indiqué aux fig. 287 à 289. Nous constatons que pour établir le circuit de contrôle E, les interrupteurs m1 et m2 du moteur sont en réalité des commutateurs, de sorte que, à la fin de la course de la crémaillère, le courant de manœuvre de 120 volts ne passe plus par le moteur, il est dérivé par des fils spéciaux de manière à exciter l'électro-aimant de contrôle E. Il s'ensuit que le circuit de contrôle n'est établi que si l'appareil de manœuvre est arrivé à fond de course et a manœuvré le commutateur de moteur correspondant m2. L'interrupteur n est manœuvré par les tringles de contrôle solidaires du mouvement des aiguilles.
Afin d'éviter de fausses indications de contrôle en cas de mélange de fils, les fils de contrôle sont reliés à la terre dès qu'ils ne doivent plus être parcourus par un courant.
Le commutateur a contrôle la concordance de la position même de la manette par rapport à celle du commutateur de manœuvre. (Ce commutateur est monté sur l'axe même de la manette, mais il faut compter avec un bris possible de pièce).
 |
 |
 |
| Fig. 287 Position normale. |
Fig. 288 Pendant la course. |
Fig. 289 Position renversée. |
| Légende : | C | commutateur commandé par la manette de manœuvre de l'aiguillage, |
| m1, m2 | commutateurs commandés par la crémaillère actionnée par le moteur, crémaillère qui manœuvre les aiguilles, | |
| n, n - | interrupteurs commandés par les tringles de contrôle de la position des aiguilles. |
Si, pour la manœuvre de l'aiguillage, un courant de 120 volts est nécessaire, 25 volts suffisent pour le courant de contrôle.
C'est pourquoi, dès que le courant de contrôle est établi, un commutateur d'économie e (fig. 290) substitue automatiquement au courant de manœuvre de 120 volts un courant de 25 volts.
Ce commutateur, disposé normalement de façon à relier la batterie de 25 volts au circuit de contrôle, est manœuvré par la manette du champ d'aiguille, de façon à relier le circuit de manœuvre à la batterie de 120 volts dès le commencement de la course du moteur.
A la fin de la course de l'aiguillage, dès que l'électro de contrôle est excité par le courant de 120 volts, il attire son armature qui renverse automatiquement le commutateur d'économie e, de façon à établir la connexion du circuit de contrôle avec la batterie de 25 volts.
 |
 |
 |
| Fig. 290 Position normale. |
Fig. 291 Pendant la course. |
Fig. 292 Position renversée. |
Pour éviter la manœuvre intempestive d'un aiguillage, en cas de contact entre la source de 120 volts et le fil en relation avec le moteur, le commutateur d'économie manœuvre, en outre, un contact t (fig. 290) qui relie à la terre le fil de manœuvre du moteur non parcouru par un courant.
Le schéma définitif des connexions d'un aiguillage dans l'appareil Siemens est dès lors représenté par les figures 290 à 292.
Manœuvre des deux aiguillages d'une liaison AB (fig. 293).
Fig. 293
Deux aiguillages formant liaison sont manœuvrés par un seul champ d'aiguille. La manœuvre se fait en parallèle et le contrôle se fait en série.
Les figures 294 et 295 représentent la disposition d'ensemble du moteur de manœuvre avec sa démultiplication. La crémaillère C actionne deux contacts 7 et 6.
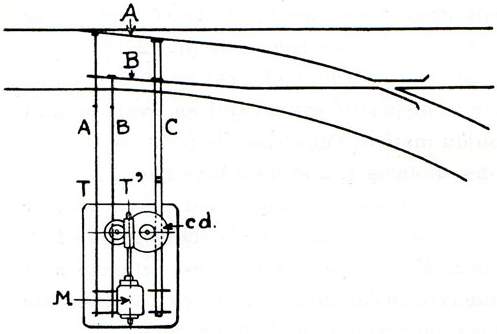
Fig. 294. - Schéma de l'appareil de manœuvre des aiguilles système A. C. E. C.
Deux tringles de contrôle T et T" sont reliées chacune à une des pointes d'aiguille. Lorsque les deux tringles occupent l'une des positions extrêmes, l'un des deux interrupteurs 8-9 est fermé, soit 8. Lorsque les deux tringles occupent l'autre position extrême, l'autre interrupteur, soit 9, est fermé.
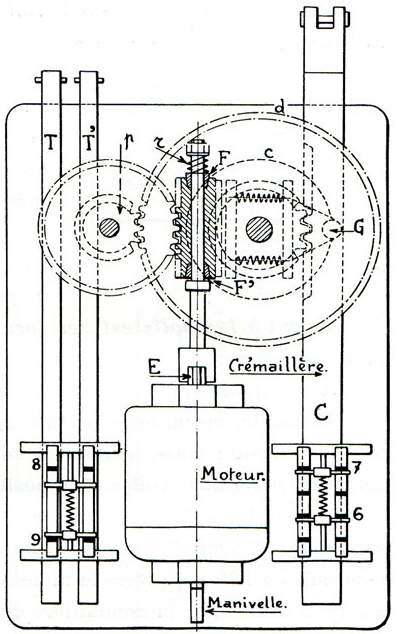
Fig. 295. - Manœuvre des aiguilles système A. C. E. C.
Le moteur actionne la crémaillère qui manœuvre l'aiguillage.
Au cours de la rotation du moteur, le contact 7 s'inverse en vue de préparer le circuit de 120 volts pour la manœuvre dans l'autre sens.
Quant aux contacts 8 et 9, à la fin de la course, ils ont également pris la position inverse établissant le circuit de contrôle de 25 volts pour la position correspondante de l'aiguillage.
Fig. 296
Un embrayage à tournevis E (embrayage avec jeu) permet au moteur de démarrer à vide (fig. 296).
Enfin, deux cônes F et F' dont la pression est réglée par le ressort à boudin r, jouent le rôle de frein aux fins de course.
Pour renverser la manette d'aiguillage, le cabinier agit sur l'interrupteur d'économie P (fig. 297). S'il n'y a aucun véhicule sur le rail ri, isolé électriquement à ses deux extrémités (note 214_1), l'électro A s'excite, attire son armature qui libère la manette de commande et permet la manœuvre de cette dernière.
S'il y avait un essieu sur le rail isolé, cet essieu mettrait en court-circuit les deux rails auxquels aboutissent les connexions de l'électro A.
Fig. 297
En même temps qu'il manœuvre l'interrupteur d'économie P, le cabinier tourne la manette d'aiguillage, ce qui a pour effet de renverser mécaniquement les contacts 1, 2 et 3 (fig. 298) solidaires de l'armature de l’électro-série C (note 214_2) et les met dans la position indiquée fig. 299, ainsi que les contacts 4 et 5 situés sur un tambour entraîné par la manette et les met dans la position indiquée sur cette même figure. Le courant à 120 volts est dès lors admis dans l'enroulement 1 du moteur qui se met à tourner en entraînant l'aiguillage dans la position renversée (fig. 299).
Remarquons que l'armature de l'électro C est, à la fin de la rotation de la manette de commande, mécaniquement libérée par le dispositif spécial qui en avait produit le soulèvement ; mais, pendant la rotation du moteur, l'électro-série C est excité, son armature reste donc collée et la position des contacts 1, 2 et 3 est maintenue.
Les contacts 7 et 6 de la crémaillère, actionnés mécaniquement par le moteur sont respectivement renversés au commencement et à la fin de la course. De ce fait, le circuit de 120 volts vers le moteur est (fig. 300) coupé par 6 qui est actionné à la fin de la course par la crémaillère de manœuvre de l'aiguillage, l'électro C se désexcite et les contacts 1, 2 et 3 reprennent leur position première de la figure 298.
Les contacts 8 et 9, actionnés par les deux tringles de contrôle T, T" qui suivent le mouvement des aiguilles (fig. 294 et 295) se renversent si ces dernières occupent bien la position correspondant à celle de la manette en cabine et se trouvent, l'une contre le rail (avec un jeu inférieur à 5 mm) et d'autre dans sa position extrême d'ouverture (avec une tolérance de 20 mm).
Dès lors (fig. 300), le circuit de contrôle de 25 volts est établi comme suit : 3, 8, 6, 4, 1 et électro B. Ce dernier s'excite à la condition que tous les contacts soient convenablement établis.
Un voyant mû par l'armature de l'électro B donne au cabinier l'indication que l'aiguillage a obéi au mouvement du moteur.
Le cabinier remet la manette d'aiguille en position normale en même temps qu'il manœuvre l'interrupteur d'économie P de façon à exciter l’électro A, dont l'armature maintenait la manette enclenchée dans sa position renversée.
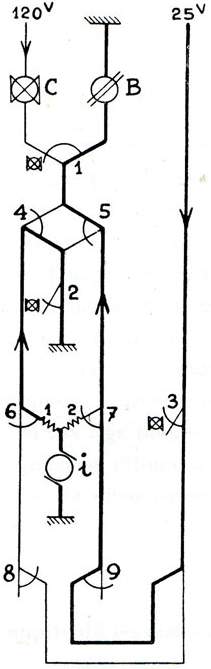 |
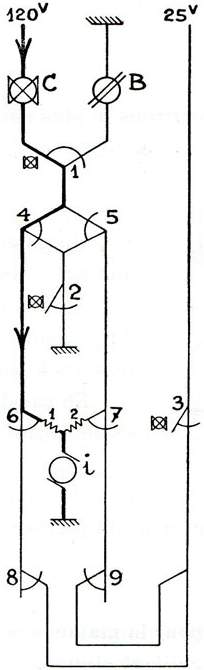 |
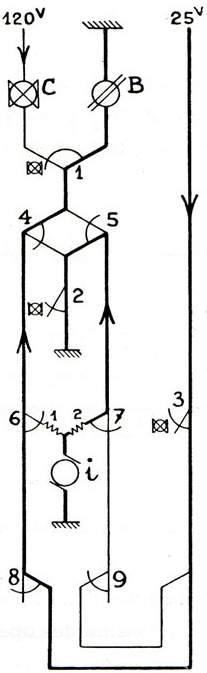 |
| Manœuvré électrique des aiguillages. Système des Ateliers de Constructions Électriques de Charleroi. |
||
| Fig. 298 Position normale. |
Fig. 299 Pendant la course. |
Fig. 300 Position renversée. |
Par suite du jeu des contacts 1 et 7, et aussi des contacts 4 et 5 entraînés par le tambour de la manette (fig. 300), le courant à 120 volts passe dans l'enroulement inducteur 2, lequel, étant inverse de l'enroulement 1, provoque la rotation du moteur en sens contraire et ramène l'aiguillage dans la position normale.
A la fin de la course du moteur, lors de la remise en position normale, tous les contacts sont ramenés dans la position représentée à la figure 298, ce qui établit le circuit de contrôle de 25 volts comme suit : contacts 3, 9, 7, 5, 1 et électro B.
Remarque.
Les contacts 1, 2, 3, 4 et 5 suivent le mouvement de la manette de manœuvre mais, grâce à un dispositif spécial, les contacts 1, 2 et 3, qui dépendent de l'électro-série C reprennent la position de la figure 298 dès que le moteur a terminé sa course dans un sens ou dans l'autre.
Il en existe plusieurs, nous décrirons le plus simple.
Le plus grand des engrenages (fig. 295) se compose d'une couronne dentée cd qui engrène avec le petit pignon p. La partie centrale de cette couronne est constituée par un plateau calé sur le même axe que l'engrenage attaquant directement la crémaillère.
Un galet G, se logeant dans une encoche ménagée dans le bord intérieur de la couronne dentée, rend celle-ci normalement solidaire du plateau et cela, grâce à la pression de deux ressorts à boudin fixés au plateau.
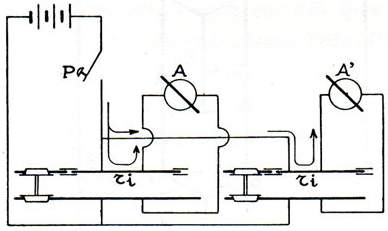
Fig. 301
En cas de talonnement, la crémaillère en se déplaçant brusquement agit sur le plateau central, les ressorts à boudin se compriment, le galet sort de son encoche et le choc se traduit simplement par un déplacement du plateau par rapport à la couronne dentée restée immobile.
La succession des opérations pour la manœuvre d'une liaison est identique à celle décrite pour la manœuvre d'un aiguillage simple.
La manette de commande d'une liaison est enclenchée dans ses positions normale et renversée par les armatures de deux électros A et A' (fig. 301). En manœuvrant l'interrupteur d'économie P, les électros A et A' sont simultanément excités si aucun rail isolé n'est occupé par un essieu.
Les contacts 4 et 5 (fig. 302 et 303) des circuits des deux moteurs sont situés sur un même tambour solidaire de la manette de commande.
Les contacts 1 et 2 sont solidaires de l'armature d'un même électro-série C.
Un seul électro de contrôle B est nécessaire.
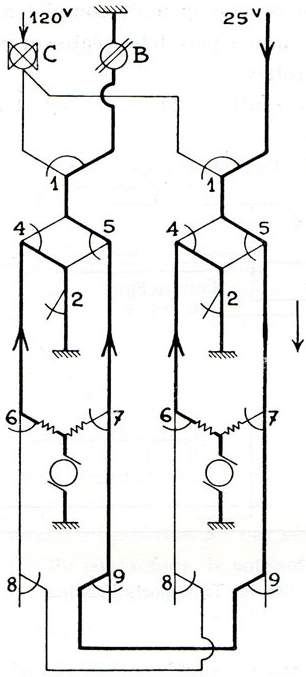 |
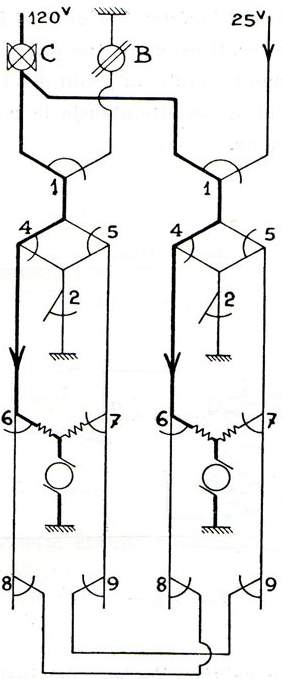 |
| Manœuvré électrique d'une liaison. | |
| Fig. 302 Position normale. |
Fig. 303 Pendant la course. |
En suivant le jeu des contacts (fig. 303), on voit que les moteurs marchent en parallèle. Quant au circuit de contrôle de 25 volts, il se fait en série, il se ferme par les contacts 9 de contrôle de pointes d'aiguilles dans la position de la figure 302, position normale, et par les contacts 8 dans la position renversée.
Une commande électrique d'aiguille comporte 3 éléments principaux :
Ces éléments sont connectés électriquement comme indiqué au schéma simplifié figure 304.
1. Le contacteur de ligne est fixé sur le fil de trolley mais complètement isolé de ce dernier. Il est constitué par des lattes métalliques parallèles réalisant un chemin de roulement adapté au profil des roulettes de trolley.
Quand la roulette aborde le contacteur, elle quitte le fil de trolley et roule sur le contacteur.
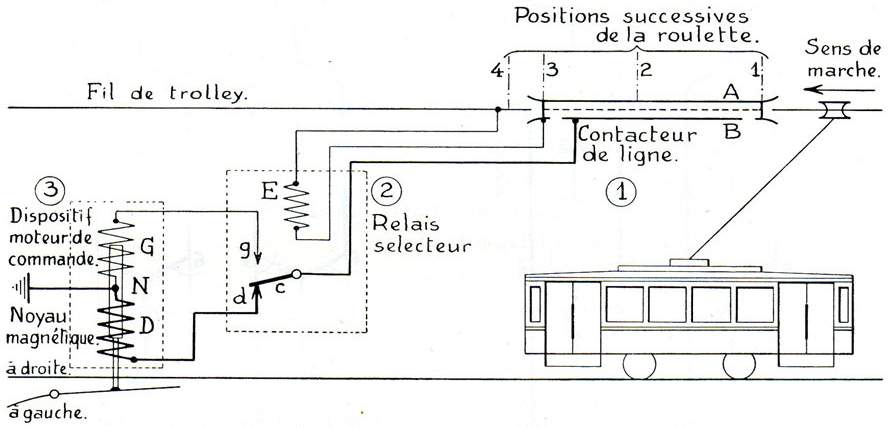
Fig. 304. - Commande électrique d'aiguille des Transports Urbains de l'agglomération bruxelloise.
2. Le relais sélecteur est installé sur poteau ou sur façade. Il consiste en un électro E actionnant un doigt de contact c.
Lors du passage d'une roulette de trolley sur le contacteur, l'électro E se trouve inséré, de par la construction même du contacteur, dans le circuit des moteurs de la voiture.
Le doigt de contact établit, au repos, le contact d et, dans sa position levée, le contact g ; il n'est attiré sur le contact g que pour autant que le courant d'excitation de l'électro E soit supérieur à 15 ampères.
3. Le dispositif moteur, commandant le déplacement de l'aiguillage, est constitué par 2 solénoïdes G et D et par un noyau magnétique commun N, tous trois logés dans un coffre hermétique et parfaitement étanche à l'eau.
Ce sont ces solénoïdes qui actionnent l'aiguille par leur noyau commun comme le montre schématiquement la figure.
En principe, les wattmen des voitures allant « à droite » doivent passer sous le contacteur avec controller ouvert, c'est-à-dire sans courant, et les wattmen des voitures allant « à gauche », avec controller fermé sur le 2me ou 3me plot série - éventuellement frein légèrement serré - de telle manière que le courant « voiture » soit supérieur à 15 ampères.
A. Fonctionnement pour une voiture allant « à droite » (controller ouvert, courant « moteurs » nul).
B. Fonctionnement pour une voiture allant a à gauche » (controller fermé, courant « moteurs » supérieur à 15 ampères).
La manœuvre à distance des aiguillages quand ils sont abordés par la pointe comporte nécessairement des dispositifs de sécurité.
En effet, l'aiguilleur en cabine, éloigné des appareils qu'il manœuvre, est dans l'incertitude sur la position réellement occupée par les aiguilles du changement de voie.
La course des aiguilles dépend de la course des transmissions, or, celle-ci est sujette à des variations de longueur par suite de l'usure des articulations, de l'extension élastique, d'un équilibrage imparfait des dilatations. Il se peut même que la transmission soit interrompue accidentellement.
Il s'ensuit que les aiguilles peuvent n'obéir qu'incomplètement ou même pas du tout à la commande. L'aiguilleur ignore donc :
Si l'aiguilleur doit avoir la garantie que la position des aiguilles en campagne correspond bien à celle du levier de manœuvre ou de la manette de commande en cabine ; il doit, en outre, être empêché de mettre le signal à voie libre si les aiguilles ne se trouvent pas effectivement dans la position qui donne la direction indiquée par le signal au passage.
Les dispositifs de sécurité sont les verrous de calage des aiguilles, les détecteurs de pointe et les pédales de calage.
Le premier appareil de sécurité employé pour renseigner l'aiguilleur est le verrou de calage qui ne peut être introduit dans sa gâche que si les aiguilles sont bien placées d'un côté ou de l'autre. Le verrou cale l'aiguillage et en empêche tout déplacement aussi longtemps qu'il est engagé.
Le verrou n'a aucune relation avec le signal, il est intercalé dans la transmission de commande de l'aiguillage ou bien il est manœuvré par une transmission indépendante. En somme, le verrou n'a qu'un rôle : bloquer l'aiguillage.
Le fait que l'on peut engager un verrou de calage constitue déjà une détection, mais ce n'est qu'une détection élémentaire car l'aiguilleur ignore de quel côté l'aiguille est collée.
C'est l'appareil détecteur qui renseigne l'aiguilleur sur la position réelle de l'aiguille (collée à droite ou à gauche ou dans une position intermédiaire).
Le détecteur donnera non seulement une indication de position, mais il devra, en outre, empêcher la mise au passage du signal correspondant si l'aiguille ne colle pas dans la position que donne la direction autorisée par l'ouverture de ce signal.
A la différence du verrou, le détecteur est intercalé dans la transmission de commande du signal ou bien il libère un petit levier ou une manette dont le renversement dégage lui-même le levier de commande du signal.
Le cabinier, opérant à distance, doit être mis dans l'impossibilité de manœuvrer l'aiguillage pendant qu'un véhicule ou un train est engagé sur l'appareil ; sinon, il s'ensuivrait un déraillement. Les dispositifs qui répondent à ce but sont les pédales de calage.
| La tringle de connexion T qui relie les deux pointes des aiguilles est aplatie en son milieu (fig. 305 et 306) et est percée de deux lumières dans lesquelles peut venir s'engager le lançant d'un verrou V glissant dans une boîte B fixée aux pièces de bois de fondation du changement de voie. | 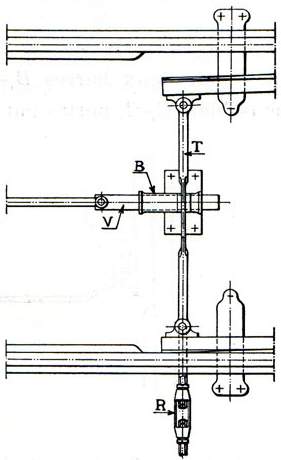 |
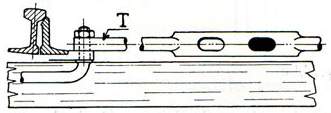 |
|
| Fig. 305 | Fig. 306 - Verrou de calage Saxby. |
Le lançant peut être poussé dans l'une ou l'autre des lumières de la tringle lorsque l'aiguillage occupe l'une ou l'autre de ses positions extrêmes. Aussi longtemps que le verrou est engagé, il est impossible de manœuvrer l'aiguillage.
Si, pour une cause quelconque, l'aiguillage n'achevait pas sa course, le lançant du verrou buterait contre la partie pleine de la tringle de connexion et le cabinier, ne parvenant pas à amener son levier à fond, serait averti de l'incident.
Pour éviter que le verrou puisse forcer sur la tringle de connexion et y pénétrer avant que l'aiguille ait parcouru toute sa course, le verrou ne peut se terminer en pointe et son extrémité ne peut être arrondie.
Remarquons cependant que si, après le retrait du verrou, la connexion entre le verrou et son levier de manœuvre venait à être rompue, le verrou n'obéirait plus à la manœuvre du levier. La sécurité n'est donc assurée que si le verrou est complété par un détecteur.
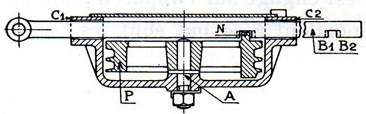
Fig. 307
Le verrou circulaire à manœuvre par double fil se compose essentiellement (fig. 307 à 311) :
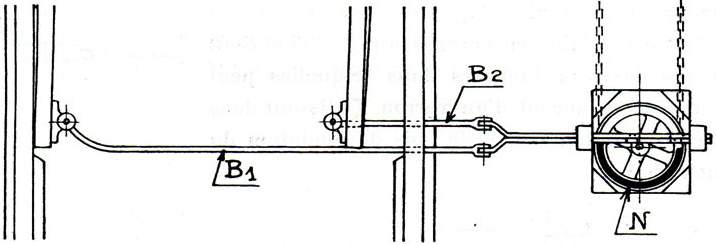
Fig. 308
La barre B1 est reliée à l'une des deux aiguilles, la barre B2 à l'autre aiguille.
Ces barres sont indépendantes des tringles de commande du mouvement des aiguilles, elles n'intéressent que le verrouillage.
Chacune de ces barres porte deux encoches ; l'une mesure 36 mm, l'autre 22 mm. L'encoche la plus étroite correspond à la position de l'aiguille collée contre son rail contre-aiguille, position pour laquelle le verrouillage doit être très précis ; l'encoche la plus large se rapporte à la position de l'aiguille ouverte pour laquelle le verrouillage supporte une certaine tolérance.
Fonctionnement.
En position normale (fig. 308), la nervure N est retirée des encoches des barres et son extrémité vient jusqu'à proximité de la barre B1. Il s'ensuit que les deux aiguilles peuvent se déplacer librement quand l'aiguilleur manœuvre le levier du changement de voie.
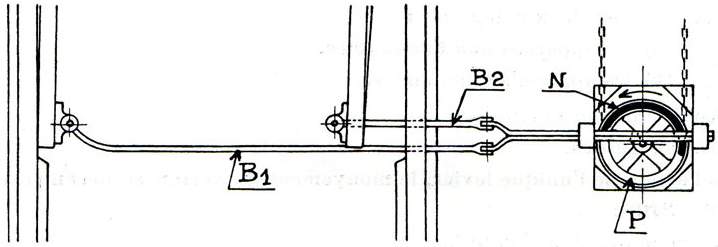
Fig. 309
Pour verrouiller l'aiguillage, il suffit de manœuvrer la transmission spéciale qui commande la poulie P, celle-ci tourne, la nervure saillante N s'engage dans les encoches des barres B1-B2, immobilisant les deux aiguilles (fig. 309).
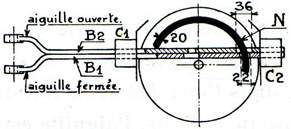 |
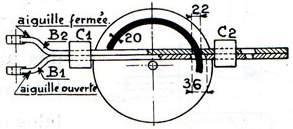 |
| Fig. 310 | Fig. 311 |
| Fig. 307 à 311. - Verrou circulaire manœuvré par double fil. | |
La figure 310 montre :
1) le verrouillage de l'aiguille reliée à la barre B1 lorsqu'elle est collée contre son rail contre-aiguille (fig. 309) ;
2) le verrouillage de l'aiguille reliée à B2 lorsqu'elle est dans sa position d'ouverture maximum (fig. 309).
La figure 311 représente le verrouillage des aiguilles dans la position renversée c'est-à-dire aiguille B1 ouverte, aiguille B2 fermée.
Remarque. - Les aiguillages pourvus d'un verrou de calage indépendant du levier de manœuvre du changement de voie ne sont pas talonnables, c'est-à-dire que, lorsqu'ils sont verrouillés, ils ne peuvent être parcourus du talon vers la pointe sans qu'il en résulte un bris ou une déformation des parties constituantes.
Avantages :
Ils ne demandent qu'une seule transmission pour manœuvrer et verrouiller les aiguilles.
Leur réglage est sensiblement indépendant de la transmission.
On les range en deux catégories :
Verrous-aiguilles.
Sous l'action de l'unique levier, le mouvement du verrou se décompose en trois phases (fig. 312) :
La transmission attaque une plaque présentant une coulisse composée de deux rainures parallèles à la voie et reliées par une rainure oblique. La distance des axes des deux rainures parallèles est égale à la course de l'aiguillage.
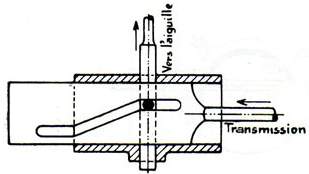
Fig. 312. - Verrou-aiguille.
Un bouton, solidaire de la tringle de commande des aiguilles, coulisse dans la rainure et selon que ce bouton se trouve dans l'une des deux rainures parallèles ou dans la partie oblique, l'aiguille est dans une de ses positions extrêmes ou dans une position intermédiaire.
Le déplacement de la plaque manœuvre l'aiguille et cale celle-ci.
La figure représente la position de fin de course dans le sens indiqué par la flèche.
Grâce à la surcourse ménagée dans la coulisse, la position de l'aiguille n'est pas influencée par les variations de longueur de la transmission.
Nous ne décrirons que l'appareil à deux bielles. Il comporte (fig. 313 à 317) :
a) Une cuve C qui supporte une poulie ou disque P,
La poulie porte sur chacune de ses faces supérieure (indices 1) et inférieure (indices 2), un galet d'entraînement G1-G2 et une nervure circulaire en saillie N1-N2. La gorge de la poulie reçoit les chaînettes constituant les extrémités de la transmission. Ces chaînettes sont attachées à la poulie par deux broches.

Fig. 313

Fig. 314

Fig. 315

Fig. 316

Fig. 317
Fig. 313 à 317. - Appareil de manœuvre et de verrouillage à disque pour transmission à double fil.
La partie gauche de la figure représente la face inférieure de la poulie, la partie droite correspond à la face supérieure.
b) Deux bielles de manœuvre B1-B2 sont placées, l'une au-dessus, l'autre au-dessous de la poulie. Ces bielles sont indépendantes l'une de l'autre. Chaque bielle comprend une partie élargie, entaillée jusqu'à mi-épaisseur, de manière à former une coulisse R, assez longue et destinée à recevoir le galet d'entraînement G1 ou G2. Une seconde coulisse plus courte R2 est prévue pour recevoir la nervure N1 ou N2 de la poulie, nervure qui jouera le rôle de verrou.
Les deux bielles doivent être montées de manière que la face pourvue de coulisse soit tournée vers la poulie.
Fonctionnement.
Le fonctionnement se fait en trois temps.
Au repos, eu position normale (fig. 313), l'aiguille de gauche A, reliée à la bielle supérieure B1, se trouve, par exemple, appliquée contre le rail de gauche. On voit que le galet supérieur G1 est sorti de la coulisse R1 mais que la nervure N1 est engagée dans la coulisse R2. L'aiguille de gauche est donc maintenue collée contre le rail par cette nervure qui constitue en fait un verrou circulaire.
A la face inférieure de la poulie, le galet G2 reste au contraire engagé dans la coulisse R1 de la bielle B2 reliée à l'aiguille de droite B laquelle est écartée de 165 mm du rail ; la nervure inférieure N2 heurte une butée de fin de course.
- Premier temps de la manœuvre (fig. 314).
Lorsque l'on actionne la transmission, la poulie P tourne dans le sens de la flèche indiquée sur la figure 313, on constate que l'effet obtenu est différent suivant que l'on considère la face supérieure ou la face inférieure.
A la face supérieure (fig. 314), la première partie de la rotation de la poulie a pour résultat de dégager la nervure N1 de la coulisse R2 et d'engager le galet G1 dans la coulisse R1 ; la bielle supérieure B1 reste immobile, car le galet ne l'attaque pas encore.
A la face inférieure, le galet G2, étant engagé dans la coulisse R1 de la bielle B2, entraîne immédiatement celle-ci.
Le premier temps de la manœuvre a donc pour effet de déverrouiller l'aiguille de gauche A, sans la déplacer et de commencer le déplacement de l'aiguille de droite B.
- Deuxième temps de la manœuvre (fig. 315).
Les deux galets G1 et G2 étant maintenant engagés tous deux dans les coulisses R1 correspondantes des bielles B1 et B2, la rotation de la poulie a pour résultat d'entraîner les deux bielles simultanément par les galets G.
Pendant le deuxième temps de la manœuvre les deux aiguilles se déplacent donc ensemble.
- Troisième temps de la manœuvre (fig. 316).
L'aiguille de droite B ayant commencé son mouvement de translation avant l'aiguille de gauche A, arrivera avant celle-ci à la fin de sa course, c'est-à-dire contre le rail de droite.
A ce moment, à la face inférieure, le galet G2 se dégage de la coulisse R1 de la bielle inférieure B2, tandis que la nervure N2 pénètre dans la coulisse R2 de cette même bielle ; le mouvement de translation de celle-ci s'arrête donc et son verrouillage commence.
A la face supérieure, le galet G1 reste au contraire encore engagé dans la coulisse R1 de la bielle B1 qui continue à se déplacer ; en fin de course (fig. 317), la nervure N1 vient s'arrêter contre la butée de fin de course. L'aiguille ouverte se trouve alors à 165 mm du rail.
Le troisième temps de la manœuvre a donc pour effet d'assurer le verrouillage de l'aiguille de droite B et d'achever le mouvement d'ouverture de l'aiguille de gauche A.
Remarques.
Tâtonnement.
Dans le cas où le premier essieu d'un véhicule vient talonner un aiguillage relié à un appareil de manœuvre à deux bielles (fig. 313 page 225 et fig. 274 page 202) on remarque que l'aiguille ouverte B est touchée la première par le mentonnet de la roue correspondante ; or, cette aiguille est reliée à la bielle B2 non verrouillée et dont la coulisse est en contact avec le galet ; elle peut donc se déplacer en entraînant la poulie ce qui a pour résultat de déverrouiller et de commencer le mouvement d'ouverture de l'aiguille collée A et cela avant que cette dernière soit touchée par le mentonnet de l'autre roue du premier essieu, donc sans déformation ou bris de pièces.
Les pointes des aiguilles a1 a2 (fig. 318 à 321) sont réunies par une liaison articulée P101 et O2P2. Dans chaque position terminale de l'aiguillage, l'un des deux crochets de verrouillage C1 ou C2, solidaires des bielles P1O1, P2O2, saisit un coussinet A ou B fixé au rail contre-aiguille R1 ou R2 de manière à maintenir la pointe de l'aiguille solidement appliquée contre le rail.
Quand le levier de commande de l'aiguillage passe d'une position limite à l'autre, la tringle t se déplace de 22 cm.
Si, partant de la position de repos (fig. 318), la tringle t se déplace vers la gauche, le crochet C1 glisse sur la face du coussinet A et entraîne la pointe d'aiguille a1.
La figure 319 représente la position de l'aiguillage quand la tringle a parcouru le tiers de sa course. On voit que le crochet C2 est libéré.
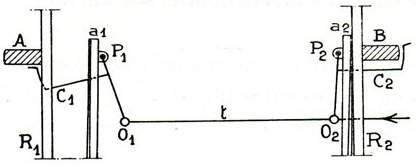
Fig. 318
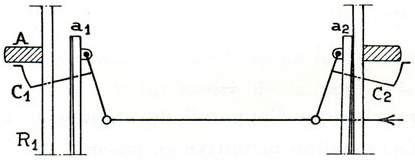
Fig. 319
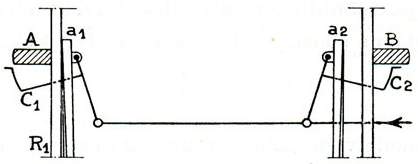
Fig. 320
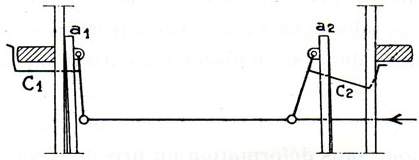
Fig. 321
Fig. 318 à 321. - Appareil de calage d'aiguilles par crochets système Büssing.
Après le deuxième tiers de course (fig. 320), le crochet C1 est prêt à saisir son coussinet A1 tandis que C2 aborde la face de glissement du coussinet B.
Après le dernier tiers de course (fig. 321), l'aiguille a1 est appliquée contre son rail contre-aiguille ; en même temps, le crochet C1 est complètement verrouillé fixant solidement l'aiguille dans cette position.
Talonnement.
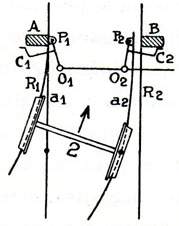
Fig. 322. - Talonnement de l'appareil de calage par crochets système Büssing.
Lorsqu'un véhicule roulant dans le sens de la flèche 2 talonne l'aiguillage (fig. 322), l'essieu d'avant appuie d'abord contre l'aiguille a2 (fig. 321), celle-ci se rapproche du rail contre-aiguille R2 (fig. 320), le patin du crochet C2 glisse comme on l'a vu sur son coussinet B.
Le déplacement de l'aiguille a2 n'entraîne donc pas l'aiguille a1 ; celle-ci ne bouge pas, mais le déplacement de a2 déverrouille le crochet C1, la bielle O2P2 pivotant autour de P2 (fig. 320 et 322).
Les deux aiguilles se déplacent ensuite simultanément (fig. 319) jusqu'au moment où a2 colle contre le rail R2 ; a2 reste alors immobile, mais l'aiguille a1 continue à se déplacer, ce qui détermine le verrouillage de l'aiguille a2 (fig. 318).
Dans ces conditions, aucune action destructrice ne se produit.
Les détecteurs permettent de contrôler à distance que les aiguillages se trouvent dans la position convenable pour les trains attendus. Ils sont intercalés dans les transmissions des signaux, de telle sorte que ceux-ci ne peuvent être mis à voie libre que si les aiguilles auxquelles ils donnent accès sont dans la position convenable.
Les détecteurs sont appliqués aussi parfois à des aiguilles manœuvrées sur place aussi bien qu'aux aiguilles manœuvrées à distance (note 229).
Lorsque les deux aiguilles sont reliées par une connexion rigide, on peut se contenter d'appliquer un détecteur à l'une d'elles. Mais la détection est alors imparfaite puisqu'elle n'avertit pas le cabinier en cas de bris de la tringle d'écartement. Quand les aiguilles sont talonnables, on applique un détecteur à chaque aiguille et chacun de ces détecteurs contrôle, d'une part, si l'aiguille est appliquée contre son rail d'applique et, d'autre part, si, dans l'autre position, l'aiguille présente l'ouverture voulue.
A la S. N. C. B., les détecteurs, même pour aiguillages reliés par connexion rigide, comportent toujours deux tringles de contrôle, une pour chaque aiguille.
On rencontre des détecteurs mécaniques et des détecteurs électriques.
Ce détecteur mécanique de pointes est réalisé de la manière suivante : en face de l'aiguillage, une barre de fer AB de section rectangulaire est insérée dans la transmission tt qui relie le signal à son levier de manœuvre. Cette barre peut glisser parallèlement à la voie dans deux guides appropriés. Elle porte une entaille E dans laquelle peut coulisser une barre CD disposée perpendiculairement à la voie, barre rattachée à la pointe de l'aiguille et se déplaçant avec elle.
Cette dernière barre CD présente deux encoches e1, e2. Quand l'aiguille est à fond de course d'un côté ou de l'autre, l'une des deux encoches e1, e2 vient se placer sous l'entaille E du bolt-lock AB. Dans ces conditions, le levier du signal peut être manœuvré par la transmission tt, mais il ne peut l'être que pour autant que l'aiguillage occupe effectivement l'une de ses positions extrêmes. En outre, le bolt-lock étant intercalé dans la transmission qui relie le signal à son levier de manœuvre, le signaleur ne peut mettre le signal à voie libre que si l'aiguillage donne la direction qui correspond à ce signal au passage.
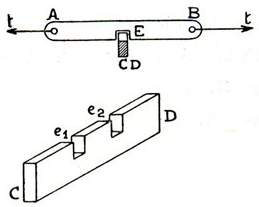 |
Vers la transmission du signal et parallèle à la voie. |
| Solidaire de l'aiguille et perpendiculaire à la voie. | |
| Fig. 323 et 324. - Bolt-lock. | |
A la S. N. C. B., le bolt-lock n'est employé que pour détecter, dans sa position normale, l'aiguille donnant accès à la voie de dédoublement des stations intermédiaires des lignes à voie unique. Dans ce cas, la barre CD ne comporte qu'une seule entaille.
b) La poulie de verrouillage, employée comme détecteur mécanique, s'apparente dans son principe au bolt-lock. Comme lui, elle comporte une barre telle que CD (fig. 323 et 324) disposée perpendiculairement à la voie ; cette barre est fixée à la pointe de l'aiguille et se déplace avec elle.
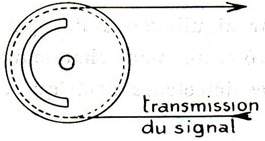 |
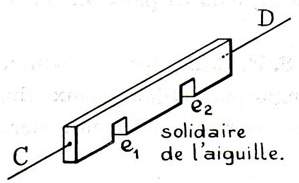 |
| Fig. 325 | Fig. 326 |
Elle présente aussi deux encoches telles que e1, e2 (fig. 325 et 326) mais les ouvertures de celles-ci sont orientées vers le bas et non vers le haut comme dans le bolt-lock. La barre CD passe en effet au-dessus d'une poulie à gorge sur laquelle s'enroule la transmission à double fil qui commande la mise au passage du signal correspondant à l'aiguillage.
La poulie porte une nervure semi-circulaire qui, lorsque l'aiguille est dans la position correcte, peut s'engager dans l'une des deux encoches de la barre CD. Il s'ensuit que le cabinier peut alors manœuvrer le levier du signal pour mettre celui-ci à voie libre. Pour toute autre position de l'aiguille, la nervure semi-circulaire butera contre la partie pleine de la barre CD, s'opposant à la rotation de la poulie et immobilisant ainsi la commande du signal.
Remarque. - Lorsqu'ils sont intercalés dans la transmission du signal commandant l'aiguillage, les détecteurs mécaniques donnent lieu à des résistances passives supplémentaires qui peuvent nuire au bon fonctionnement de la transmission.
Quand ils sont montés isolément, ils imposent l'emploi de connexions et de leviers spéciaux ; il en résulte une dépense et un encombrement supplémentaires ; leur efficacité est nulle en cas de bris de la transmission qui les commande.
Les détecteurs électriques suppriment ces inconvénients.
Deux pièces de contact a et A sont solidaires chacune du mouvement de l'aiguillage. Chaque fois que l'aiguille se trouve à fond de course, d'un côté ou de l'autre, ces pièces de contact ferment des circuits électriques.
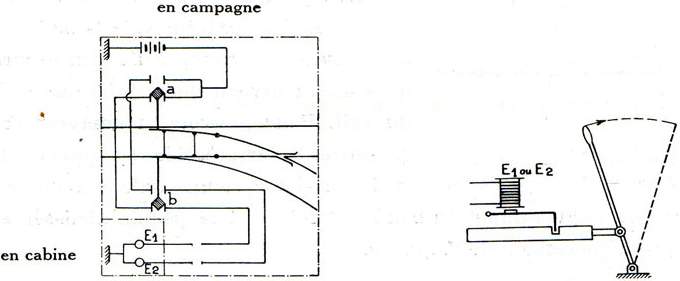
Fig. 327 et 328. - Détecteur électrique d'aiguilles.
Quand l'aiguille n'est pas dans la position convenable, les contacts ne se produisent pas, le courant fait défaut et le levier de signal en cabine est immobilisé par l'armature d'un électro-aimant E1 (ou E2) désexcité.
La barre solidaire du levier ne comporte qu'une encoche parce que l'on n'immobilise le signal que dans une position, la position normale (signal à l'arrêt).
Les pédales de calage empêchent le cabinier de manœuvrer un aiguillage pris par la pointe avant le passage complet du train.
Il existe des pédales mécaniques et des pédales électriques.
La pédale mécanique ou latte de calage est constituée par une barre en fer cornière placée le long d'un des rails, à l'intérieur de la voie et en avant de la pointe de l'aiguille. Cette barre est supportée par de petites manivelles, mobiles autour d'axes S fixés par des consoles au patin du rail (fig. 330). Elle peut donc s'abaisser ou se relever dans un plan vertical.

Fig. 329. - Pédale mécanique ou latte de calage.
Une bielle et un renvoi la relient à l'aiguille ou au verrou d'aiguille (fig. 331) et rendent son déplacement solidaire de l'aiguille ou du verrou.
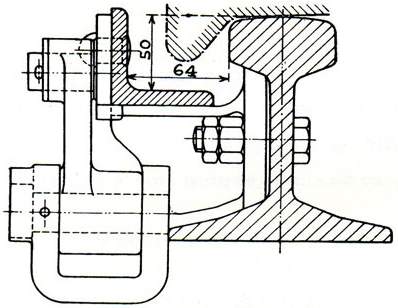
Fig. 330. - Manivelle de manœuvre de la pédale de calage. - Pédale abaissée.
Lorsque l'appareil occupe l'une ou l'autre de ses positions extrêmes, la table supérieure de la barre se trouve à 50 mm environ au-dessous du niveau de la table de roulement du rail. Pour pouvoir manœuvrer l'aiguille (et retirer le verrou), il faut soulever la pédale, mais aussi longtemps qu'une roue se trouve au-dessus de celle-ci, le mentonnet du bandage maintient la pédale abaissée et rend ainsi impossible le déplacement de l'aiguille.
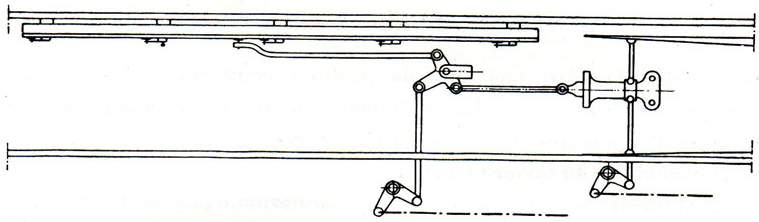
Fig. 331. - Pédale mécanique de calage reliée au verrou d'aiguille.
On place la pédale le plus près possible de la pointe de l'aiguille et on lui donne une longueur supérieure au plus grand écartement entre deux essieux consécutifs d'un wagon ou d'une voiture.
Avec l'accroissement de la longueur des véhicules, l'écartement des essieux a atteint jusqu'à 15 mètres, les pédales mécaniques deviennent alors très lourdes, elles se montent difficilement, la manœuvre des leviers devient dure, les pédales se détériorent fréquemment, aussi cèdent-elles de plus en plus la place aux dispositifs électriques auxquels, par extension de la signification du mot, on a conservé le nom de pédales de calage (fig. 332).
Une pédale électrique de calage comporte essentiellement la présence en amont de l'aiguillage d'un rail R1 isolé électriquement des deux rails contigus.
Pour réaliser l'isolement d'un rail, on intercale dans les deux joints d'extrémité une fourrure isolante (cuir de bœuf imbibé d'huile de lin) et les éclisses ordinaires sont remplacées par des éclisses en bois créosote ou en métal garni de fibre isolante.
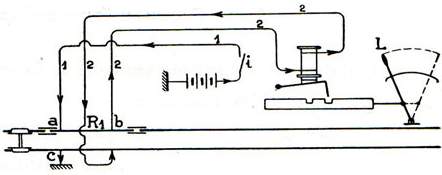
Fig. 332. - Pédale électrique de calage d'aiguilles.
Deux circuits 1-2 relient le rail isolé R1 à la cabine, le circuit 1 comprend une source de courant et un interrupteur d'économie i ; le circuit 2, un électro-aimant dont l'armature, lorsqu'elle est abandonnée, enclenche le levier L de manœuvre de l'aiguille ou du verrou.
Lorsqu'il n'y a pas d'essieu sur le rail isolé, le courant de la pile emprunte le rail isolé suivant ab et, parcourant le circuit 2, excite l'électro dont l'armature en se relevant libère le levier de manœuvre.
Mais lorsqu'un essieu se trouve sur le rail isolé, le courant de la pile passe directement à la terre au travers de cet essieu suivant ac et l'électro désexcité lâche son armature qui verrouille le levier.
L'interrupteur i permet au cabinier de ne faire agir le courant qu'au moment de la manœuvre du levier.
Le rail isolé doit avoir une longueur de 15 à 18 mètres.
Les plaques tournantes servent à faire passer les véhicules d'une voie sur une autre, que ces voies soient convergentes ou parallèles. Elles ne permettent que le passage d'un véhicule à la fois. Si on les subit dans les installations anciennes, on tend de plus en plus à les remplacer par des liaisons par aiguillages et on ne les emploie plus guère que dans les installations étriquées, aux abords des magasins, des ateliers ou dans les raccordements industriels.
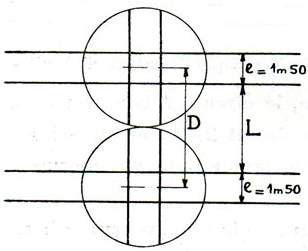
Fig. 333
La plaque tournante se compose d'un plateau mobile sur un pivot central et soutenu à la circonférence par des galets qui roulent sur un chemin circulaire en acier. L'ensemble repose dans une cuve cylindrique encastrée dans la fondation.
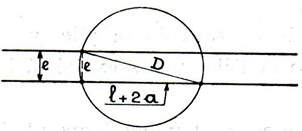
Fig. 334
Le plateau mobile est formé de quatre poutres disposées en croix, reliées entre elles et supportant les rails ; les intervalles sont remplis par un plancher en bois ou en tôle.
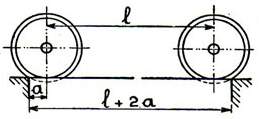
Fig. 335
Quand les plaques sont placées à l'intersection des voies et des traversées rectangulaires (fig. 333), elles portent deux voies à angle droit, de manière que ni la voie ni la traversée ne soient jamais interrompues.
Des verrous immobilisent la plaque quand elle est abordée par les véhicules.
La figure 335 montre que le mentonnet de la roue intercepte une longueur de rail 2 a ; dans le cas d'une roue de 1 mètre de diamètre, cette longueur est égale à 190 mm (page 180). Dans ces conditions, le diamètre D de la plaque tournante en fonction de la jauge e de la voie et de l'empattement l du véhicule (fig. 334 et 335), est donné par la formule :
![]() .
.
D'autre part (fig. 333), la largeur minimum de l'entrevoie L est égale à L = D-e. Ainsi, pour D = 6 mètres, la largeur minimum de l'entrevoie sera de 4,50 m, si le déplacement latéral doit se faire normalement aux voies (L = 6 m - 1,50 m).
Si l'entrevoie ne peut dépasser trois mètres, les plaques tournantes chevauchent (fig. 336).
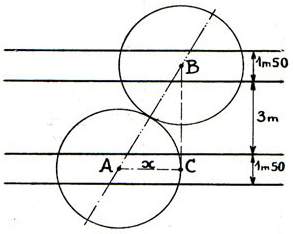
Fig. 336
Si D = 6 mètres, le décalage x est égal à :
![]() .
.
A la S. N. C. B., il existe encore quelques plaques tournantes de 4,80 m, mais le type normal est de 6 mètres.
Parvenues au point terminus de leur parcours, les locomotives doivent être virées bout pour bout pour reprendre la remorque, cheminée en avant, d'un autre train circulant en sens inverse. On utilise à cet effet les circuits de virage et les ponts tournants.
On leur donne des formes diverses avec la préoccupation de réaliser l'encombrement le plus réduit compatible, d'une part, avec le terrain disponible et, d'autre part, avec le rayon au-dessous duquel on ne désire pas descendre pour les courbes de circulation. On s'inspire également du souci de réaliser le maximum de rapidité dans les manœuvres.
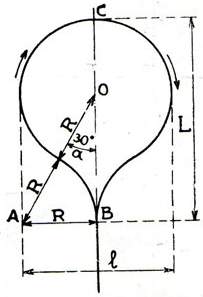
Fig. 337. - La raquette.
C'est la solution la plus simple et la plus complète. Il n'y a pas de rebroussement, par conséquent les pertes de temps sont réduites au minimum et l'on peut virer toute une rame de véhicules en une fois.
L'aiguille est toujours orientée dans la même direction et ne nécessite l'intervention d'aucun agent.
L'espace nécessaire s'inscrit dans un rectangle de surface L x l ; on a :
l = 2R et L = CO + OB = R + 2R cos 30°
et comme cos 30° = ![]() , on a :
, on a :
![]() .
.
La place occupée par cette solution est très considérable car si l'on s'impose, par exemple, que le rayon R ne peut descendre au-dessous de 150 mètres, on aura :
L = 409 mètres
l = 300 mètres.
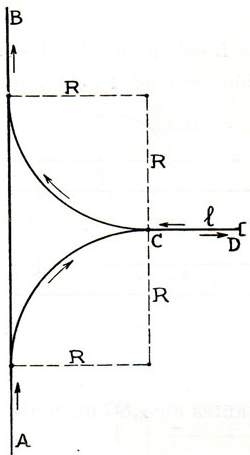
Fig. 338. - Dispositif à rebroussement unique.
Il suppose que, d'une part, l'installation soit établie sur la voie principale AB et, d'autre part, que la locomotive virée puisse repartir de B sans devoir revenir au point de départ A. Il comporte deux arcs de cercle de rayon R et un cul de sac CD dont la longueur l est déterminée par celle du véhicule ou de la rame à tourner bout pour bout.
La longueur L n'est plus que de 2 R au lieu de ![]() et la largeur de R + l au lieu de 2R, mais la largeur est à prendre tout entière du même côté.
et la largeur de R + l au lieu de 2R, mais la largeur est à prendre tout entière du même côté.
Le triangle de virage ABC comporte deux rebroussements, d'où pertes de temps pour arrêts et remises en marche.
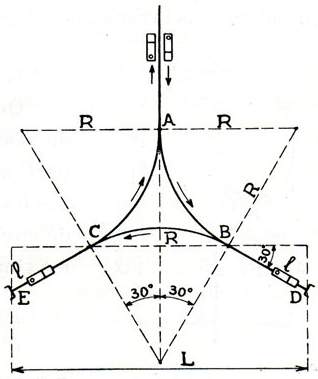
Fig. 339. - Triangle de virage.
Sous sa forme la plus régulière, il se présente comme le montre la figure 339, avec des culs de sac BD et CE de longueur l pour les rebroussements.
L = R + 2l cos 30°, or cos 30° = ![]() ,
, ![]() .
.
Si R = 150 mètres et l = 24 mètres, on aura :
![]() .
.
Sans doute cet encombrement est encore sérieux, mais il ne faut pas perdre de vue que le triangle de virage ne doit pas nécessairement se trouver au centre des installations mais qu'il peut être refoulé à un endroit propice.
L'aiguille, manœuvrée par un levier à simple action (page 194), est prise par le talon dans un sens et revient d'elle-même dans la position convenable pour l'autre sens. Le chauffeur de la locomotive peut, par ailleurs, s'assurer de la bonne position de l'aiguille et éventuellement la manœuvrer.
La S. N. C. B. a installé de nombreux triangles de virage.
Dans la solution précédente, les voies parcourues ne se recoupent pas.
Si l'on admet le recoupement, on peut diminuer l'encombrement en adoptant les figures à fleuron ou étoilées (note 237).
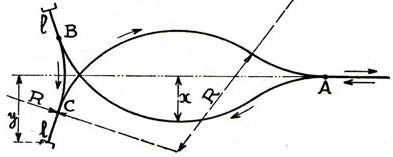
Fig. 340. - Triangle de virage à fleuron.
Dans la pratique, il y a souvent une dimension pour laquelle on n'est pas gêné et la difficulté n'existe que pour la dimension perpendiculaire. Or celle-ci peut être sensiblement réduite dans le cas du triangle curviligne en adoptant la forme de fleuron (fig. 340).
L'encombrement minimum sera donné par x = y.
La figure 341 représente le triangle de virage à fleuron installé en 1926 à la gare belge d'Esschen proche de la frontière hollandaise. Le dispositif à fleuron a été adopté parce que l'on ne disposait que d'une bande de terrain de 150 m de largeur seulement.
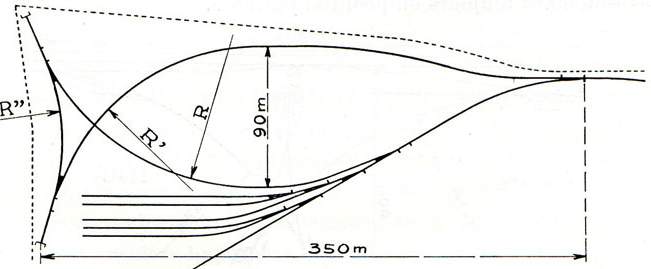
Fig. 341. - Triangle de virage à fleuron de la gare frontière belge d'Esschen.
Avec les figures étoilées, plus grand sera le nombre de sommets, plus réduit sera l'encombrement. Mais pratiquement, on ne peut songer à dépasser le pentagone étoilé (fig. 342) lequel comporte trois rebroussements.
Un pentagone étoilé ABCDE a été établi à Roulers par la S. N. C. B. en 1920, mais il a été supprimé en 1947 pour permettre l'agrandissement d'un atelier.
Le pentagone étoile a été remplacé par une plaque tournante de 22 m de diamètre.
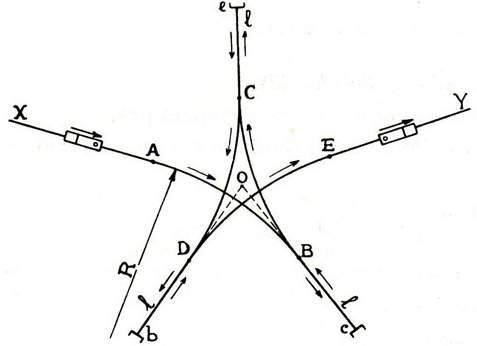
Fig. 342. - Pentagone de virage étoilé ABCDE de Roulers.
La figure 343 représente le pentagone étoile réalisé à la station italienne de Brennero. En ce point frontière de la ligne du Brenner, tous les trains changent de locomotives.
L'établissement d'un pont tournant y aurait été très onéreux, il aurait fallu le protéger contre la neige en raison de l'altitude (1.370 m). D'autre part, l'espace dont on disposait entre une route et la montagne (104 m) était insuffisant pour installer un triangle de virage ordinaire.
Le problème fut résolu par l'emploi d'une sorte de polygone étoilé à cinq branches.
Le rayon minimum des courbes est de 142 m.
Pour éviter toute dépense de personnel, les aiguilles sont talonnables, un contre-poids fixe les ramenant toujours en position normale.
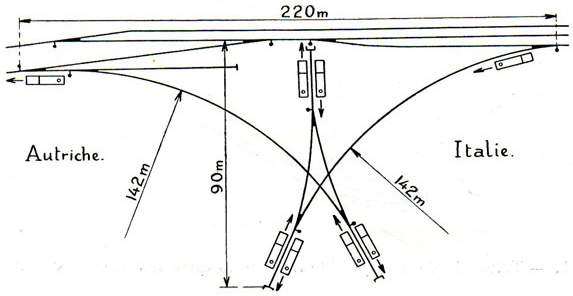
Fig. 343. - Pentagone étoilé de virage de la station italienne de Brennero.
La longueur totale du dispositif de pointe à pointe des aiguilles extrêmes est de 220 m, sa largeur de 90 m.
Le virage d'une locomotive demande 4 minutes environ.
Remarque. - Les circuits de virage permettent la circulation des locomotives accouplées sous condition de donner aux culs de sac une longueur adéquate.
Les ponts tournants se différencient des plaques tournantes en ce qu'ils ne comportent que les poutres portant les rails et n'ont pas de plateforme extérieurement à ces poutres pour recouvrir la fosse.
Ponts tournants à équilibrage central.
Dans ce système, la charge porte entièrement sur le pivot central et les galets d'extrémité ne sont là que pour s'opposer au basculement du pont au moment où la locomotive l'aborde ou le quitte.
La position à donner à la locomotive sur le pont n'est pas indifférente, la locomotive doit toujours être convenablement centrée de manière que le centre de gravité de l'ensemble locomotive et tender tombe le mieux possible à l'aplomb du pivot.
Le moment moteur pour la rotation du pont est réduit au minimum en concentrant les forces de frottement le plus près possible du pivot afin de leur donner un bras de levier minimum.
La longueur des locomotives et par suite leur poids augmentant sans cesse, les ponts tournants sont toujours, à l'heure actuelle, équipés d'un tracteur électrique suffisamment lourd pour que son adhérence sur le rail circulaire, placé à la périphérie de la fosse, suffise pour entraîner le pont tournant.
Le diamètre des ponts tournants modernes varie de 22 à 30 mètres ; il en existe même en Amérique qui mesurent 41 mètres pour le virage de locomotives de 537 tonnes. On se rend compte de l'importance que prennent les fondations du pivot des ponts tournants servant au virage des lourdes locomotives modernes. Il faut aussi considérer les fondations des culées qui ont à résister aux plus lourdes charges avec chocs. Dans la détermination des charges statiques assimilées, on recommande de multiplier le poids de l'essieu abordant par le coefficient 7,5. Les charges des extrémités du pont tournant abordé doivent normalement porter entièrement sur les sabots de calage, mais il peut arriver que les charges portent partiellement où même totalement sur les galets de roulement et, dans le calcul des fondations des culées, il convient d'avoir égard à cette dernière hypothèse.
La longueur et le poids croissants des locomotives, la nécessité économique de plus en plus impérieuse d'un virage rapide ont souligné certains inconvénients des ponts à équilibrage central.
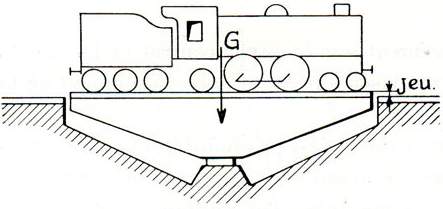
Fig. 344
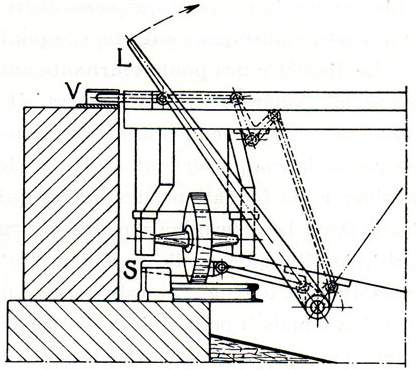
Fig. 345. - Verrouillage et calage d'un pont tournant à équilibrage central.
V = verrou,
S = sabot de calage,
L = levier unique de manœuvre du verrou et du sabot.
Il existe d'autres types de ponts tournants qui suppriment ces inconvénients en répartissant la charge de la locomotive entre le pivot central et le chemin de roulement.
Selon leur conception, on les range en deux catégories :
Ces conceptions éliminent tout basculement ou jeu entre galets et cercle de roulement et réduisent les chocs sur le pont lorsqu'une locomotive aborde celui-ci ou le quitte. Dès lors, ces ponts ne doivent plus être calés, ni décalés, mais simplement verrouillés et déverrouillés.
Pour le cas où la charge porterait uniquement sur la travée opposée au galet moteur, les poutres principales du pont Mundt sont rendues plus flexibles dans la zone du pivot que vers le milieu des deux travées de manière à obtenir une adhérence suffisante à l'extrémité motrice pour les plus mauvaises conditions de charge.
Avec le pont Mundt à poutres principales continues, lorsque le pont est soumis à une charge équilibrée, le poids est pour les 5/8 supporté par le pivot central et le surplus est uniformément réparti entre les galets d'extrémité.
Avec un pont articulé, chargé d'une manière analogue, la moitié du poids repose sur le pivot et un quart sur chacun des deux jeux de galets.
Les poutres de ces ponts tournants sont sensiblement moins hautes et partant moins lourdes, il s'ensuit que la cuve peut être moins profonde que pour le type ordinaire. Enfin, la répartition de la charge permanente permet d'employer des fondations moins importantes.
Le temps de virage est réduit puisqu'il n'est plus nécessaire d'équilibrer la locomotive sur le pont. De ce chef aussi, et toutes choses égales, le diamètre du pont peut être plus petit.
La S. N. C. B. a installé un pont Mundt de 20 mètres à Gouvy, un de 24 mètres à Stockem, Bruxelles-Nord, Bruxelles-Midi et Forest.
Des ponts du type continu, légèrement différents du type Mundt, ont été installés récemment à Kinkempois et à Haine St Pierre.
Remarque. - Comparés aux circuits de virage, les ponts tournants sont des ouvrages d'art coûteux soumis à des fatigues considérables et exigeant des fondations exceptionnelles. N'insistons pas sur la gravité d'une chute éventuelle de la locomotive dans la fosse par suite de négligence dans le verrouillage du pont.
Les transbordeurs peuvent servir au transfert des wagons, voitures et locomotives d'une voie sur une autre voie parallèle.
On construit :
En France, dans certaines gares de coïncidence, il existe des transbordeurs servant à faire passer certaines voitures d'un train dans un autre sans devoir passer par la tête du faisceau.
En Belgique, aux anciens quais du Sud du port d'Anvers, de part et d'autre du Steen, il existe encore des transbordeurs à fosse pour le classement des wagons à quai (note 242), mais partout ailleurs au port, on a recours aux liaisons de voies par aiguillages.
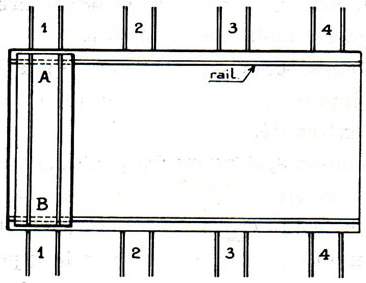
Fig. 346. - Transbordeur à fosse.
Parmi ceux-ci, on distingue :
En dehors des cas signalés ci-dessus, les transbordeurs sont surtout utilisés dans les remises à locomotives et dans les ateliers de réparation du matériel roulant. La description de ces appareils ne rentre pas dans le cadre de cet ouvrage.
U. LAMALLE.
Février 1951.
(note 002_1) En Russie 1,524 m, en Espagne et au Portugal 1,676 m.
(note 002_2) Pour le rail belge de 50 kg/m, par exemple, la distance d'axe en axe des rails est de 1,507 m
(voir Fascicule II, Pose de la Voie en Courbe, troisième édition, 1949, page 2).
(note 002_3) En alignement droit, avec 2 mètres d'entrevoie, le gabarit belge du matériel roulant, avec portière ouverte, empiète sur le gabarit voisin, portière fermée, de 17 cm.
Lorsqu'une portière s'ouvre en marche, elle tend à se rabattre complètement contre la paroi, en vertu de l'inertie et de la vitesse. Quand le train s'arrête, elle tend au contraire à se refermer.
L'accrochage par ouverture de portière suppose qu'un train croise au moment même où la portière s'ouvrant, elle occupe la position normale à la paroi ou lorsqu'elle tend à se refermer lors d'un ralentissement ou d'un arrêt.
Quoi qu'il en soit, en Belgique, la tendance est d'augmenter la largeur de l'entrevoie de 15 à 20 cm.
(note 006) Les cendrées des fours à zinc exceptées.
(note 008) Le « petit granit » belge n'est qu'un calcaire dur.
(note 010) Le ballast 20 X 40 mm, devenu très cher parce qu'on l'utilise à d'autres fins (béton), n'est plus guère employé à la S. N. C. B.
(note 012) Conférence du 11-10-1935 par Ch. Driessen à l'Institut royal des ingénieurs hollandais.
(note 013) Rail maintenu sous tension.
(note 015) Die Reichsbahn - 10 octobre 1928.
(note 016) Une mèche de coton trempée dans cette solution mixte de chlorate et de carbonate, puis séchée, brûle huit fois moins vite que si elle a été trempée dans la solution de chlorate pur.
Les vêtements ou chaussures mouillés par la solution deviennent, lorsqu'ils sont secs, extrêmement inflammables. Il faut les laver à grande eau s'ils ont été éclaboussés. Il est prudent de pourvoir les ouvriers de bottes et de tabliers en caoutchouc. Les souliers à clous qui pourraient provoquer des étincelles, sont à proscrire. Pour permettre de déceler la présence de solution herbicide sur les vêtements, on peut colorer cette solution.
Enfin, les ouvriers ne doivent pas oublier que le chlorate est un poison.
(note 018) Locomotive type 1 (4-6-2) de la S. N. C. B.
(note 019_1) C'D' = 2 (0,40 + 0,90 + 0,30) = 3,20 m.
(note 019_2) Avec les charges de 36 tonnes par essieu des locomotives américaines, l'écartement des traverses est réduit à 50 cm.
(note 024) La distillation fractionnée du goudron de houille donne, selon la température d'ébullition, les distillats suivants :
(note 025) Une traverse de 2,60 m x 0,28 m x 0,14 m = 100 décim³.
Pour une traverse en chêne, absorbant 4 kg de créosote, on obtient un taux d'imprégnation de 40 grammes par décim³ ; si la traverse est en hêtre et absorbe 15 kg de créosote, le taux monte à 150 gr par décim³.
(note 028_1) Le procédé Bethell peut cependant être utilisé également pour le sulfate de cuivre et pour le chlorure de zinc.
(note 028_2) On emploie également, mais sur une beaucoup moindre échelle, le chlorure de zinc avec le système Rüping.
(note 029) Dans les chantiers de créosotage des chemins de fer belges à Wondelgem, chaque cylindre mesure 23 m de longueur sur 2,50 m de diamètre et l'on peut y enfourner une rame entière de wagonnets chargés au total d'environ 360 traverses, soit environ 90 traverses par wagonnet.
(note 032) Dans le chêne, le cœur est à peu près réfractaire à la pénétration.
(note 034) La charge dynamique au droit d'un essieu moteur peut être près du double de la charge statique.
(note 041) Tome II - Exploitation technique - 3° édition, 1949, page 102.
(note 042_1) Voir page 34, paragraphe 6.
(note 042_2) Selle métallique d'appui pour voie en courbe avec attaches type Angleur.
(note 044) Pour éviter cet inconvénient, dans certaines selles, le rebord est abattu complètement à l'emplacement de la tète du tirefond de fixation du rail (selle de 50 kg modèle 28).
(note 045) Voir 3e partie : Les Rails, chapitre IX.
(note 046) Deux rails de 27 mètres soudés.
(note 047_1) Tome III - Fascicule II, 3e édition, 1949 - Pose de la voie en courbe - page 9.
(note 047_2) 36 t x 4.000 fr la tonne par exemple = 144.000 fr/km.
(note 051_1) Avantages propres aux traverses en bois : page 41.
(note 051_2) En 1922, les usines d'Ougrée-Marihaye laminaient des traverses métalliques sans trou.
Le rail était fixé par selle à crochet, crapaud et boulon dont la tête se logeait dans un creux embouti dans la table de la traverse.
La selle elle-même embrassait la table formant encorbellement et s'accrochait des deux côtés par un dispositif en queue d'aronde. Une cale complétait l'assemblage. Revue Universelle des mines - 16 juin 1923 - Génie Civil - 8 octobre 1922.
(note 051_3) Bulletin de documentation de l'Ossature métallique - janvier-février 1933.
(note 052) Voir 3me partie : Les Rails - Chapitre IV : « Pose des rails de grande longueur ».
(note 054) Avec les traverses d'Ougrée et d'Angleur, on ne pose pas d'anticheminants, sauf lors de la pose de la voie, c'est-à-dire pendant le « rodage » et ce provisoirement.
(note 056_1) Par suite de la présence de pyrites (FeS) dans le charbon dont proviennent les cendrées.
(note 056_2) Circuit de voie et block automatique - voir tome II, l'Exploitation technique - 3me édition - Signalisation - 2me partie - p. 102.
(note 057_1) La Suisse, par exemple, n'a que très peu de chêne.
(note 057_2) Soufflage, voir le chapitre : Entretien de la Voie.
(note 058) L'Italie consomme 3 millions de traverses en bois par an, l'Angleterre 5 millions, la France 5 millions et la Belgique ± 800.000.
La disproportion entre les besoins et les ressources s'aggrave d'année en année.
(note 059) Circuits de voie : voir tome II. L'Exploitation technique - 3me édition - La Signalisation - 2me partie - p. 102.
(note 061_1) Bulletin du Congrès International des Chemins de fer.
Novembre 1921 - R. DESPRETS.
Juin 1921 - DINO LEVI DE VEALI.
(note 061_2) M. VAGNEUX, Ingénieur en chef à l'ancienne compagnie française du P. L. M.
(note 072) On appelle «traverse danseuse», une traverse qui, retenue par les attaches, est suspendue au rail à la suite d'un affaissement du « moule ». Au passage de chaque essieu, elle s'abaisse puis se relève.
Le « moule » est la partie du ballast qui supporte directement la traverse.
(note 074_1) Niveau Van den Berghe de la S. N. C. B. ; il se compose d'une pièce métallique formant pont entre les deux rails. Cette pièce porte en son milieu un secteur circulaire gradué (R = 1,30 m) sur lequel glisse un niveau. Celui-ci, étant amené dans la position horizontale (bulle entre les repères), on lit directement sur la graduation du secteur, la dénivellation d'un rail par rapport à l'autre.
(note 074_2) Le viseur se compose d'une lunette ordinaire, à lecture renversée. La lunette comporte un réticule à deux fils (horizontal et vertical). Un dispositif de réglage et un niveau permettent de rendre le réticule parfaitement horizontal et de faire des visées dans un plan horizontal.
Le viseur est fixé au rail par deux pinces à griffes, il peut pivoter autour de son axe vertical pour les visées dans les courbes. Une échelle graduée permet de fixer le viseur à une hauteur déterminée au-dessus du rail.
(note 074_3) La mire est composée d'un cadre ajouré portant trois échelles verticales graduées identiques. Elle se met en station sur le rail au moyen de pinces.
Un niveau assure la parfaite horizontalité de la ligne des zéros. Sous les zéros, la mire est peinte en noir pour éviter toute confusion de lecture. Une échelle graduée, placée sur la tige support, permet de régler en hauteur la ligne des zéros.
(note 077) Diplorry : ensemble de deux trucks (lorry) indépendants, composés chacun d'un châssis monté sur deux paires de roues et soutenant une traverse porteuse. La solidarisation des deux trucks se fait par le poids du chargement.
(note 080) Le mot anglais « rail » signifie « barre » d'où l'expression « railways » c.-à-d. chemins en barres.
(note 082) Le « Great Western Railway » avait cependant adopté la voie de 2,34 m (7 pieds anglais) et l'a conservée longtemps.
(note 085) Voir chapitre IX : Le cheminement des rails.
(note 086) Les rails à patin furent préconisés aux États-Unis vers 1832 par Stevens et introduits en Europe en 1836 par l'anglais Vignole.
(note 088_1) C'est pourquoi les règlements prescrivent des pesées périodiques des locomotives, pour s'assurer que les essieux ont bien leur charge normale, notamment les essieux d'avant et d'arrière qui sont appelés à guider la locomotive en courbe.
(note 088_2) Nous traiterons la question de l'usure au chapitre VII.
(note 091) Cas du rail belge de 52 kg/m.
(note 093) Le patin, se refroidissant plus vite que le bourrelet, met d'abord le bourrelet en tension par effet de retrait mais, au fur et à mesure du refroidissement, c'est l'inverse qui se produit ; le patin est alors mis en tension et la cambrure finale se forme avec patin à l'extérieur de la courbe.
(note 096) U. V. F. 3. - Union des voies ferrées. - Profil n° 3.
U. V. F. 3 R. - Union des voies ferrées. - Profil n° 3 renforcé.
(note 098) Nous reparlerons ultérieurement du rail « Compound ».
(note 100_1) Température en degrés centigrades prise sur le rail au moment de la pose.
(note 100_2) Si l'on touche un rail exposé en plein soleil, on constate que le patin est moins chaud que le bourrelet.
Sous un soleil ardent, les rails atteignent une température telle qu'il est presque impossible d'y poser la main.
(note 100_3) Les chemins de fer vicinaux belges posent leurs rails à ornière et même leurs rails Vignole sans joint de dilatation (traverses recouvertes de ballast).
(note 102) Notamment, sur les fortes déclivités et dans les régions de freinage.
(note 104) Bulletin de l'Association internationale des Chemins de fer - février 1921. «Le calcul des rails » par M. DESPRETS, Ingénieur en chef à la S. N. C. B.
(note 108_1) Voir « L'état de la question des rails en acier Thomas sur le réseau de la S. N. C. B. » par J. SERVAIS - Bulletin du Congrès des Chemins de fer - janvier 1951.
(note 108_2) Retassure (phénomène physique) : cavité, souvent en forme d'entonnoir, qui se produit dans la région supérieure des lingots par suite de retrait qui accompagne la solidification.
(note 108_3) Ségrégation (phénomène chimique) : défaut dû à l'accumulation des impuretés sulfureuses et phosphoreuses, etc., au centre et vers le sommet du lingot c'est-à-dire dans la partie qui se solidifie en dernier lieu.
(note 109_1) Une flèche dont la pointe indique le côté des rails correspondant à la « tête » du lingot est laminée en relief sur l'âme des rails.
Pour le rail 50 kg/m, le choc se donne au moyen d'un mouton de 1000 kg tombant librement de 6 m de hauteur sur coupons de rails reposant par le patin sur appuis espacés d'un mètre. Après chaque choc, la flèche est relevée. Toutes les chutes de tête doivent résister à un choc sans se briser.
(note 109_2) Les éprouvettes sont prélevées dans la chute de culasse en nombre correspondant à 25 % du nombre total des coulées.
(note 109_3) La résilience est la force vive ou travail absorbé par l'éprouvette pour provoquer sa rupture sous l'effet du mouton pendule.
Elle s'exprime par le nombre de kgm nécessaires pour produire la rupture mais ce nombre est rapporté au cm² de la section exposée à la rupture (10 mm x 8 mm). Pour l'éprouvette Mesnager, le nombre de kgm nécessaire à la rupture représente donc les 8/10 de la résilience.
Les essais se pratiquent sur 20 % des coulées.
(note 109_4) Les bonnes fabrications donnent un pourcentage de résiliences, égales ou supérieures à 3 kgm, d'au moins 70 % du nombre total d'éprouvettes.
(note 110_1) Essai de dureté. - L'essai de dureté Brinell consiste à pratiquer une empreinte par pénétration, à la surface de l'acier à essayer, au moyen d'une pression P de 3000 kg exercée progressivement et maintenue pendant 15 secondes sur une bille en acier trempé de 10 mm de diamètre.
Le diamètre de l'empreinte ainsi obtenue est relevé au moyen d'un microscope gradué.
Si S est la surface en mm² de la calotte sphérique de l'empreinte laissée par la bille, le rapport P/S donne le chiffre de dureté Brinell.
Si D est le diamètre de la bille, d celui de l'empreinte relevée, on a : ![]() .
.
Des tables donnent directement le chiffre de dureté Brinell correspondant aux empreintes obtenues.
Pour les rails ordinaires (nuance 70 à 80 kg/mm²) les chiffres de dureté seront compris entre 200 et 242.
Pour les métaux, on peut se faire une idée suffisamment approchée de la résistance à la rupture en kg/mm² en se servant du chiffre de dureté et en le multipliant par un coefficient qui pour les aciers est de 0,35.
Les tables donnent également les résistances correspondant aux diamètres d'empreintes et aux chiffres de dureté.
(note 110_2) Prise d'une empreinte Baumann (distribution du soufre) sur une section bien dressée et passée à la lime douce. Le papier photographique au bromure ou au citrate d'argent est au préalable imprégné d'une solution d'acide sulfurique à 3° Baumé, puis appliqué sur la surface à explorer. Il y a dégagement d'hydrogène sulfuré sous l'action de l'acide sulfurique et des taches de sulfure d'argent apparaissent là où existent des sulfures dans le métal. Lorsque l'image est suffisamment nette, on lave et on fixe par l'hyposulfite de soude comme s'il s'agissait d'une reproduction photographique.
(note 110_3) La plus ou moins grande aptitude à la surchauffe est fonction de la grosseur du grain austénitique primaire propre à chaque coulée d'acier. (Voir « La grosseur du grain austénitique de l'acier » par W. MEERT, Ingénieur civil métallurgiste - Bulletin de l'Union des Ingénieurs de Louvain - Février 1946).
(note 111) La déformation des barres due au retrait après refroidissement provient de l'inégalité relative des masses entre bourrelet, âme et patin des rails.
(note 115_1) On constate également en courbe une tendance à l'écrasement du rail le plus chargé, écrasement qui se traduit par la formation de bavures métalliques, résultant de l'écoulement latéral du métal.
(note 115_2) Bulletin du Congrès des Chemins de fer - janvier 1940 - JACOPS, Ingénieur de la S.N.C.B.
(note 115_3) Sinon les mentonnets des roues heurteraient les éclisses de joints.
(note 117_1) Pour le procédé de fabrication des rails «compound», voir la «Verkehrstechnik» du 5-X-1940.
(note 117_2) Initiation à l'étude de la constitution physico-chimique des aciers de construction - Traitements thermiques - J. SERVAIS, chef du service des essais de la voie à la S.N.C.B. - 2e édition, 1942.
(note 118) D'après leur teneur en carbone, on distingue dans les alliages fer carbone la classification suivante :
Les aciers de construction : profilés divers, fers marchands, tôles et larges plats sont en acier doux.
Les pièces de forge sont en acier doux ou en acier demi dur. Les outils de coupe sont en acier au carbone très dur ou en acier spécial.
Les aciers sont obtenus par affinage de la fonte (décarburation et élimination des éléments étrangers) par des procédés divers :
La cémentite est un carbure de fer Fe3C qui, considérée en tant qu'élément indépendant, contient 6,7 % de C.
Les proportions relatives de ferrite et de perlite varient selon la teneur en C de l'alliage, de sorte que, entre les limites de 0 à 0,9 % de C des aciers usuels :
Propriétés mécaniques des constituants :
La ferrite est tendre.
La cémentite (Fe3C) est un corps très dur et très cassant ; incorporée dans le fer, elle lui communique ses propriétés suivant la proportion absorbée.
La ferrite :
La perlite (agrégat de ferrite et de cémentite) :
Il s'ensuit que la résistance à la traction des aciers croît avec la proportion de perlite, laquelle est fonction de la teneur en C, tandis que le pourcentage d'allongement diminue (dans les limites de 0 à 0,9 % de C).
L'austénite est une «solution solide» homogène de carbure de fer dans le fer gamma. Il n'est pratiquement pas possible d'obtenir la structure austénitique avec l'acier au C sans alliage parce que le refroidissement n'est pas assez rapide. Pour obtenir l'austénite seule, il faut tremper des aciers spéciaux à forte teneur en Mn ou en Ni ou bien tremper dans l'eau glacée un acier très carburé (1 % de C par exemple) et renfermant 2 de Mn.
La martensite. - Si l'acier est fortement chauffé (c'est-à-dire jusqu'au-dessus du point critique supérieur) tout le carbone se dissout et reste en solution après refroidissement rapide (trempe) et forme la martensite. La martensite, très dure et très fragile, est la caractéristique de l'état trempé des aciers ordinaires suffisamment carburés. Pour obtenir cet état trempé, il faut empêcher toute décomposition avant d'atteindre les températures basses auxquelles prend naissance la martensite, c'est-à-dire, franchir rapidement les zones où cette décomposition de l'austénite s'opère à grande vitesse.
L'apparition de la martensite est donc accompagnée d'une augmentation de la dureté.
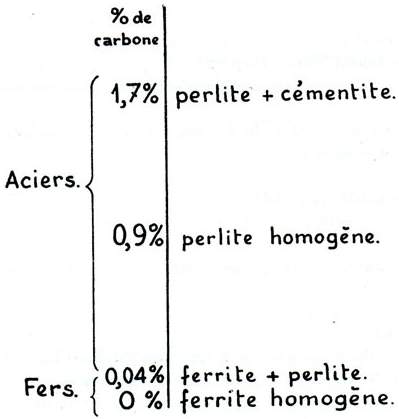 |
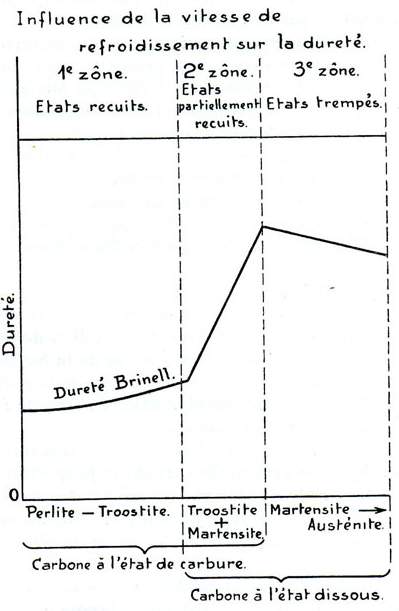 |
| Fig. 141 | Fig. 142 |
La troostite. - Quand, avant trempe, on part d'une température inférieure à celle qui donnerait la structure martensitique, on obtient de la troostite. Celle-ci est donc le constituant obtenu par la trempe douce de l'acier suffisamment carburé.
La sorbite. - C'est la structure obtenue par revenu, pratiqué après trempe, d'un acier martensitique.
Lorsque les pièces à traiter (tels les rails) doivent avoir une dureté différente en profondeur à partir de la surface, on peut pratiquer le revenu par conductibilité, c'est-à-dire, qu'on réchauffe les pièces jusqu'à la température de trempe et l'on trempe seulement la partie pour laquelle on recherche la dureté. La chaleur résiduelle du restant de la pièce réchauffe alors la partie trempée jusqu'à la température du revenu. Selon la température du revenu, la martensite subsiste ou disparaît complètement.
Au-dessous de 400°, la martensite disparaît complètement et, avec elle, ses propriétés caractéristiques ; à partir de ce moment, la sorbite possède les propriétés de la perlite.
La sorbite caractérise donc les aciers trempés et revenus.
(note 118_1) Par suite des facilités d'approvisionnement en minerais phosphoreux des bassins de Briey et du Luxembourg.
(note 119) La teneur de 0,9 % de C correspond à l'eutectoïde.
On appelle eutectoïde l'eutectique qui se forme aux dépens d'une masse solide, l'appellation « eutectique » étant réservée à la structure qui prend naissance aux dépens d'un liquide.
Un eutectique comporte des teneurs bien définies de constituants. Il se caractérise, en outre, par le fait qu'il fond à une température nettement plus basse que celles auxquelles fondent les constituants.
(note 122_1) Sans réchauffage.
(note 122_2) Sans réchauffage.
(note 123_1) Mesurée sur éprouvette de 13,8 mm de diamètre dont le centre est à 10 mm de la surface de roulement.
(note 123_2) Maximilianshütte à Rosenberg (Bavière).
(note 123_3) Sans réchauffage.
(note 125_1) Bulletin de l'Association Internationale du Congrès des Chemins de fer - J. SERVAIS - avril 1936.
(note 125_2) Le mécanisme par lequel les abouts des rails sont martelés par les roues au moment du franchissement du joint est encore assez obscur. Il semble qu'il se produise un choc direct sur le rail d'aval en même temps qu'un rebondissement de la roue. Ce phénomène provoque tantôt l'écrasement de l'extrémité du rail, tantôt la formation d'une cuvette dont la position est variable mais qui paraît s'éloigner du joint d'autant plus que la vitesse est plus grande (fig. 143).
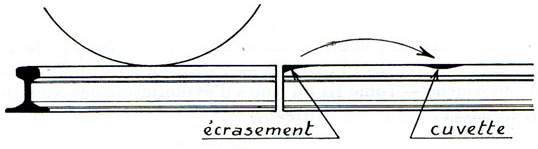
Fig. 143
(note 126_1) La Locomotive par U. LAMALLE et F. LEGEIN - 4e édition 1948 - page 587.
(note 126_2) La Locomotive par U. LAMALLE et F. LEGEIN - 4e édition 1948 - page 550.
Pose de la voie en courbe - Tome III du cours d'exploitation des chemins de fer, fascicule II, 1949 - U. LAMALLE.
(note 127) Voir, page 90, l'étude des portées d'éclissage.
(note 128) Ancien type d'éclissage. L'éclissage actuel est représenté figure 120, page 91.
(note 130_1) Largeur du patin : ± 1 mm ; hauteur, largeur du bourrelet et épaisseur de l'âme : ± 0,5 mm ; ouvertures des portées d'éclissage : + 0 mm, - 0,5 mm.
(note 130_2) Pour les éclisses, tolérance sur le profil de la chambre d'éclissage : ± 0,5 mm sur les dimen-sions. Aucune tolérance n'est admise sur l'angle formé par les portées d'éclissage.
(note 131_1) Le rematriçage consiste à refouler du métal à la presse et à chaud vers le milieu de la portée supérieure des éclisses de manière à obtenir une forme bombée de la portée supérieure d'éclissage, épousant de très près et, en tous cas, mieux que des éclisses neuves, la portée usée des rails.
(note 131_2) Le traitement thermique a, comme nous le disons page 132, l'avantage de durcir les portées d'éclissage et de les rendre moins vulnérables à l'usure.
(note 132) Par limite élastique, il faut entendre ici la limite élastique apparente accusée par le commencement de la déformation permanente de l'éprouvette.
(note 133) Bulletin de l'Association internationale du Congrès des Chemins de fer - janvier 1938 - E. DESORGHER, Ingénieur en chef à la S. N. C. B.
(note 134_1) Bulletin de l'Association internationale du Congrès des Chemins de fer - janvier 1938 - E. DESORGHER, Ingénieur en chef à la S. N. C. B.
(note 134_2) Union internationale des Tramways, etc. Congrès de Zurich - Berne - juillet 1939.
Voie : progrès récents en matière de soudure et d'appareils de voie - H. D'OULTREMONT.
(note 137) Autrefois appliqué sur la ligne de Ciney à Statte.
(note 140) Quais de départ d'une station ou au pied d'un signal où les trains sont fréquemment arrêtés.
(note 141) Au printemps de 1922, sur le plan incliné d'Ans à Liège, du chef du cheminement combiné à la dilatation due à une hausse subite de température, la voie a serpenté au point de déplacer de 40 centimètres l'axe de la voie.
(note 148) Voir fascicule II : Pose de la Voie en courbe - 3e édition, 1949 - page 25.
(note 149) Les véhicules au repos ne peuvent occuper les branchements.
(note 150) Tome III, fascicule II - 3e édition, 1949 - Pose de la Voie en courbe - page 1.
(note 151) Circulaire n° 61 du 18 avril 1931 - Service du Matériel de la S. N. C. B.
(note 153) Nous parlerons ultérieurement des aiguilles flexibles.
(note 155_1) A la S. N. C. B., il existe des croisements à branche courbe pour les petits angles.
(note 155_2) d = l tg![]() (fig. 178).
(fig. 178).
![]() ; si
; si![]() = 30'et d = 120 mm, on a :
= 30'et d = 120 mm, on a :
![]() .
.
(note 157_1) On est limité par la course du levier et par sa démultiplication.
(note 157_2) MAY : Les appareils de la voie - Branchements et traversées.
(note 160_1) (fig. 187) : l" =QV+VD, l" =TXsin(![]() )+XDsin
)+XDsin![]() or TX=XD
or TX=XD
| d’où : | (formule 1) |
d'autre part : ![]()
donc : 
et comme, voir formule (1) : ![]()
il vient :
(note 160_2) On peut également déterminer R directement. On a, fig. 188 :
l’ = BN + ND, BN = PM sin![]() , ND = MD sin
, ND = MD sin![]() d'où l' = PM sin
d'où l' = PM sin![]() + MD sin
+ MD sin![]()
mais : PM = MD, on a l’ = MD (sin![]() + sin
+ sin![]() )
)
d'autre part : ![]()
donc : ![]()
d'où : 
(note 162) Tome III, La Voie - Fascicule II.
Pose de la voie en courbe - 3e édition, 1949 - Surlargeur pages 2 à 9.
(note 163) MASUY GEORGES, Ingénieur Principal du Service de la Voie à la S. N. C. B.
(note 170) Aanleg en Berekening van Wissels en Kruisingen in Gebogen Spoor (Technisch-Wetenschappelijk Tijdschrift, nr 2, 1943), door A. JACOPS, Eerste Ingénieur bij de N. M. B. S.
(note 172_1) Pour le calcul, une traversée complète se subdivise en deux parties, comprenant chacune un croisement et une traversée simple : c'est ce qu'on appelle une demi-traversée.
(note 172_2) Inutile de préciser en principe s'il s'agit d'un changement de voie, d'un cœur de croisement ou d'une demi-traversée : le raisonnement mathématique est général.
(note 178) ![]()
(note 181_1) Avec une ornière de 40 mm au lieu de 45 mm, on a :
pour l'appareil n° 1, en rails de 40,650 kg,
y = 40 mm x 14 = 560 mm,
et pour l'appareil n° 6,
y = 40mm x 5 = 200 mm.
La roue n'est pas guidée sur une longueur de :
560 - 190 = 370 mm dans l'appareil n° 1
et 200 - 190 = 10 mm dans l'appareil n° 6.
(note 181_2) Avec une ornière de 40 mm au lieu de 45 mm :
![]()
![]()
et ![]() .
.
(note 184) ![]() , négligeant h devant 2r + e, et tenant compte de ce que
, négligeant h devant 2r + e, et tenant compte de ce que ![]() page 180, on a :
page 180, on a :
![]() ,
,
mettant ![]() en évidence dans le second terme, on a : e
en évidence dans le second terme, on a : e
d'où :
 .
.
Si h = 40 mm, x' = x x 1,45 = 275 mm ; mais si h = 50 mm, x' = x x 1,55 = 295 mm.
Rappelons que x = 190 mm.
(note 186_1) Voir 3e partie : Les Rails - Chapitre VI, page 120.
(note 186_2) En essayant d'entamer le métal, l'outil l'écrouit et transforme sa surface austénitique en martensite.
(note 186_3) Les voies des Tramways étant très parcourues à cet endroit alors que les trains de la S. N. C. B. n'y circulent qu'à faible vitesse (courbe de 250 m de rayon), les deux voies ont été considérées comme étant de même importance.
(note 190_1) On peut déterminer le rendement d'une T. J. au moyen d'un graphique d'utilisation (note 190_2) établi à priori ou à posteriori. - Par ailleurs, si l'on constate que les surfaces de roulement des rails d'une T. J. sont rouillées, on peut en déduire que son maintien en service est discutable.
(note 190_2) Graphique pour faciliter l'étude de l'utilisation intensive des voies des gares à voyageurs. - R. DEVOOGHT, Ingénieur principal de la S. N. C. B. - Bulletin du Congrès des Chemins de fer - novembre 1934.
(note 198) Le chapitre «Enclenchements» relève de l'Exploitation technique, c.-à-d. du tome II
(note 199) Diamètre extérieur : de 33 à 45 mm - Épaisseur : 4 mm.
(note 205) Ce calcul théorique ne tient pas compte des tensions initiales.
(note 206) La description de l'appareil central relève de l'Exploitation technique c.-à-d. du tome II.
(note 208) La manœuvre électrique des signaux repose sur les mêmes principes.
(note 209) Symboles :
(note 210) Remarque. - En réalité, dans la position de la figure 283, étant données les positions de C, m1 et m2 le courant de 120 volts ne peut passer au moteur ; c'est le courant de contrôle de 25 volts qui emprunte le circuit abcd (fig. 284).
(note 214_1) Rail isolé - Voir Tome II, l'Exploitation technique - 3e édition, 1944 - page 168.
(note 214_2) Électro de faible résistance, monté en série.
(note 229) Notamment lorsque l'aiguillage n'est pas visité avant d'être pris en pointe par un train.
(note 237) Annales des Ponts de Chaussées de France - par GOUPIL - septembre 1908.
(note 242) La longueur de ces transbordeurs varie de 9 à 16,50 mètres, la distance de translation de M à 63 mètres.