
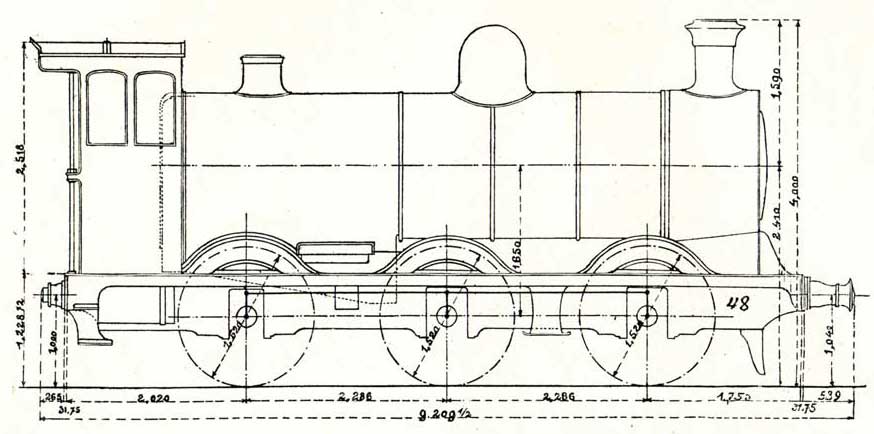
Vue d'ensemble
Le type 32, sans surchauffe, a un empattement de 9 m.2095. Il date de 1901. La hauteur du châssis est de 1 m.228, celle de l'abri du machiniste de 2 m.518. Sur le châssis, l'axe des butoirs est à 1 m.040 du rail, l'axe de la chaudière à 2 m.410 et le sommet de la cheminée mesure 4 mètres au-dessus du niveau de la voie.
Les données principales de la construction de cette machine sont :
| Diamètre du cylindre | 0,470 |
| Course des pistons | 0,660 |
| Timbre de la chaudière en atmosphères | 13 |
| Corps cylindrique, diamètre intérieur, pris à la plus grande virole | 1,430 |
| Longueur entre les tôles tubulaires | 3,270 |
| Epaisseur des tôles | 0,015 |
| Capacité de la chaudière | 5,780 |
| Tubes : Nombre | 254 |
| - Longueur développée | 3,350 |
| - Diamètre intérieur | 0,045 |
| - Epaisseur | 0,0025 |
|
Surface de chauffe : |
|
| Dans le foyer | 11,0169 |
| Dans les tubes, surface intérieure | 104,4039 |
| TOTAL : M² | 115,4208 |
| Grille. - Longueur | 2,450 |
| - Largeur | 1,030 |
| - Surface | 2,5235 |
| Roues motrices. - Nombre | 6 |
| - Diamètre | 1,520 |
|
Poids en ordre de marche : |
|
| Premier essieu, avant | Kg. 15600 |
| Second essieu | 16200 |
| Troisième essieu | 15800 |
| Total | 47600 |
| Poids total à vide | 43800 |
| Effort de traction | 8363 |
Vue de face.
Le type 32 avec surchauffe date de 1905 et les dernières modifications sont du mois d'août 1908.
La chaudière est tubulaire. Les tubes, au nombre de 154, de 0,045 de diamètre et de 0,0025 d'épaisseur sur une longueur de 3 m.270 entre les tôles tubulaires, relient le foyer à la boîte à fumée.
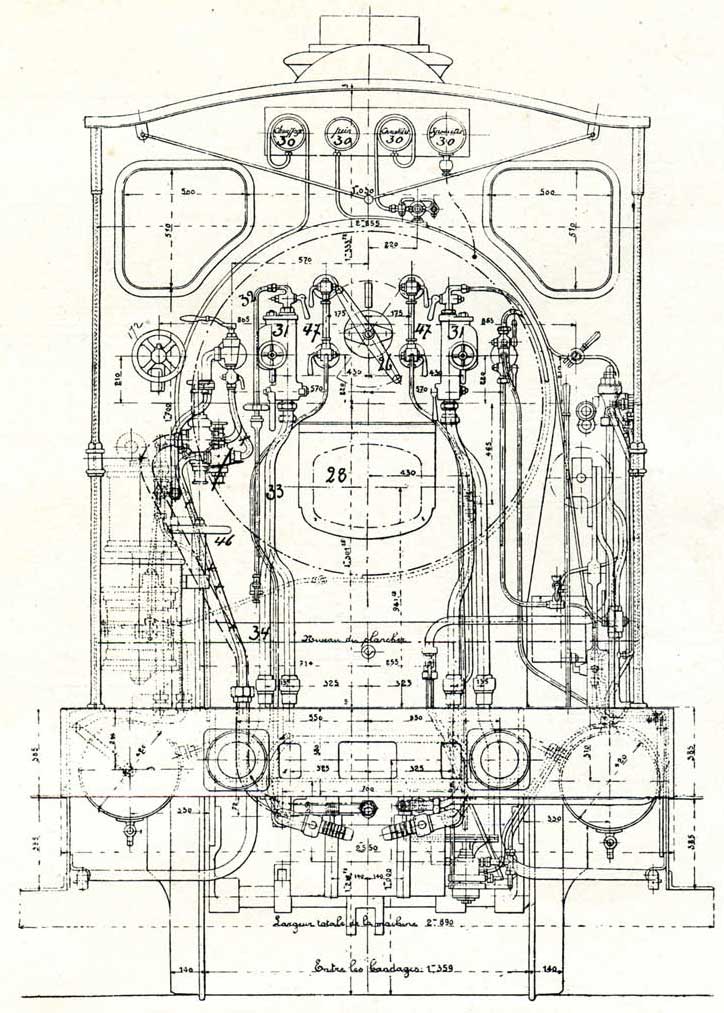
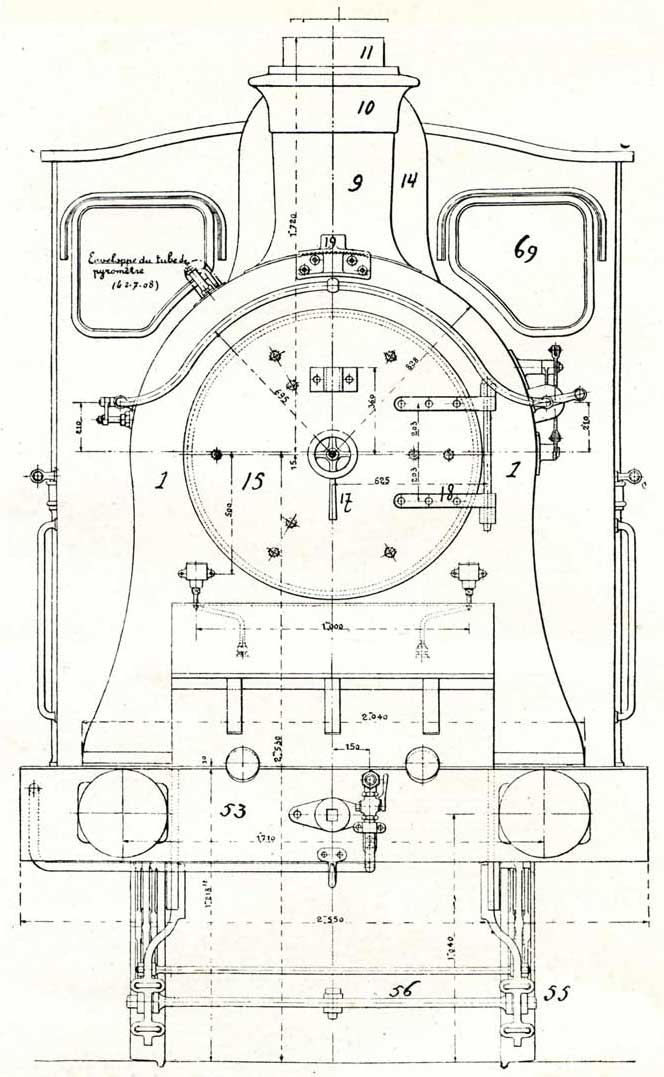
Vue d'arrière.
Le corps cylindrique de la chaudière de 1 m.60 de diamètre, dans lequel se trouvent les tubes, est composé de tôle d'acier à emboîtement télescopique à 3 viroles. La partie parallélépipédique de la chaudière est rattachée au foyer, qu'elle entoure, par des tirants supportant le ciel et par des entretoises, afin de donner aux parties planes une solidité suffisante.
Les parois d'arrière et d'avant sont rattachées aux viroles de la chaudière au moyen de fers cornières.
Les gaz de la combustion, produits au-dessus de la grille, traversent les tubes et se rendent dans la boîte à fumée, fermée par une porte bombée munie d'un verrou central de fermeture, de là s'échappent dans l'atmosphère par la cheminée.
Pour que les gaz de la combustion viennent également au contact des parties de la boîte à feu située en avant de la grille, une voûte en briques réfractaires placée à l'arrière du foyer dévie convenablement la flamme.
La partie antérieure de la grille est mobile autour d'un axe transversal, il sert de jette-feu ; elle peut être manœuvrée depuis le poste du machiniste au moyen de leviers. Les cendres sont recueillies dans un cendrier placé sous la grille et muni à l'avant d'une porte que l'on peut ouvrir à volonté, réglant ainsi le tirage pendant la marche en avant.
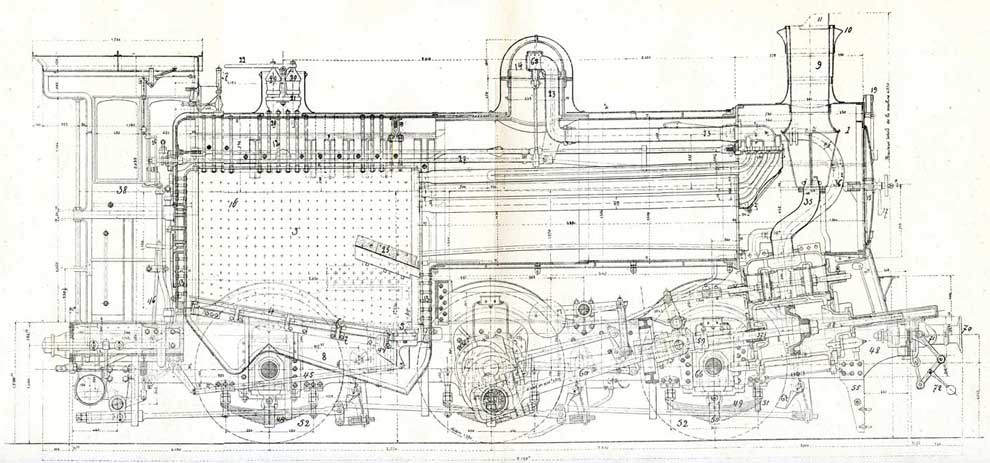
Coupe longitudinale
Le combustible est chargé sur la grille par la porte pratiquée dans la paroi arrière de la chaudière.
L'eau doit toujours être dans la chaudière à un niveau tel que le ciel du foyer soit constamment recouvert, sans quoi la tôle serait portée au rouge.
Les dimensions principales de la chaudière sont :
| Timbre de la chaudière | 13 |
| Corps cylindrique, diamètre intérieur pris à la grande virole | 1,430 |
| Longueur entre les tôles tubulaires | 3,270 |
| Epaisseur des tôles | 0,015 |
| Tubes, nombre, du réchauffeur | 18 |
| - - à fumée | 154 |
| - Diamètre des premiers | 0,127 |
| - - des seconds | 0,045 |
| - Epaisseur des tubes réchauffeurs | 0,0045 |
| - - - à fumée | 0,0025 |
| Surface intérieure de surchauffe | 21,51 |
| - de chauffe dans le foyer | 11,03 |
| - - dans les tubes (intérieur) | 85,10 |
| - - totale | 96,13 |
| Grille : Longueur | 2,450 |
| - Largeur | 1,030 |
| - Surface | 2,5235 |
On voit d'après ces dimensions que les tubes présentent une surface de chauffe considérable, indispensable pour assurer une vaporisation rapide et abondante.
Sur et entre la deuxième et la première virole de la chaudière, se trouve le dôme de vapeur où a lieu la prise de vapeur, celle-ci devant être aussi sèche que possible. La vapeur pénètre par le tiroir régulateur dans le tube conduisant aux appareils moteurs.
Le tiroir régulateur est manœuvré de la cabine du machiniste au moyen d'un levier.
Outre ces éléments principaux, la chaudière de la locomotive comporte encore un certain nombre d'appareils accessoires de sûreté et de service.
Au-dessus du foyer se trouvent les deux soupapes de sûreté, chargées de manière à laisser la vapeur s'échapper dès qu'elle atteint la pression maxima pour laquelle la chaudière est timbrée.
Les deux soupapes peuvent être également ouvertes par le machiniste au moyen du levier.
Un manomètre sert à mesurer la pression de la vapeur, un second, sert à mesurer la pression dans les tubes de chauffage des véhicules, un troisième pour le frein Westinghouse et ensuite un quatrième, pyromètre, mesure la chaleur atteinte au foyer. Il y a deux tubes indicateurs de niveau d'eau.
Immédiatement à côté des soupapes de sûreté, se trouve le sifflet destiné à donner les signaux, il est actionné par un levier aboutissant au poste du machiniste.
L'alimentation en eau de la chaudière est effectuée à l'aide de deux injecteurs placés à chaque côté de l'ouverture du foyer. L'eau est amenée du réservoir du tender jusqu'aux injecteurs par des tuyaux flexibles accouplés à une paire de tuyaux semblables fixés au tender, et dont l'ensemble constitue le tuyautage d'aspiration. Pour activer le tirage dans les tubes de la chaudière, on ouvre la porte du cendrier pendant la marche, mais cela n'est pas suffisant, la locomotive est pourvue d'un tuyau d'échappement destiné à produire ce tirage. La vapeur, après avoir travaillé dans les cylindres à vapeur, est refoulée dans le tuyau d'échappement et provoque ainsi un puissant entraînement des gaz de la combustion et de l'air atmosphérique. Pour éviter la projection d'étincelles, la cheminée est séparée de la boîte à fumée par un tamis métallique dit grille à flammèches.
Pour réduire la perte de calorique de la chaudière par rayonnement, celle-ci est ainsi que le dôme et la boîte à fumée, recouverte d'une enveloppe en tôle qui laisse entre eux un matelas d'air. Les points sont couverts par des cercles en cuivre. A cette enveloppe de tôle se rattachent l'abri du machiniste et les couvre-roues.
Des marchepieds, situés de chaque côté, permettent de monter sur la locomotive.
Vue d’ensemble
Le châssis qui sert à porter la chaudière et les cylindres se composent de deux longerons principaux en tôle, réunis solidement par des pièces transversales.
Le châssis ne repose pas directement sur les essieux des roues, la liaison est faite par des intermédiaires élastiques, des ressorts à lames. Les boîtes à huile sont reliées aux ressorts par des brides et le châssis tout entier est suspendu à ces derniers au moyen de tiges de suspension.
Sur les essieux sont fixées, les roues de 1 m.520 de diamètre, avec leur bouton de manivelle. Les roues sont accouplées et les boutons ont la même position de chaque côté de la machine.
L'essieu du milieu est coudé doublement et reçoit les disques d'excentriques.
A la partie antérieure du châssis se trouve une traverse qui sert à entretoiser les longerons et qui porte les deux tampons.
Cette traverse porte, en outre, en son milieu, un crochet de traction et à chaque côté de ce crochet est ajouté un attelage de sûreté composé de chaînes et de crochets.
La locomotive est équipée du frein Westinghouse, elle est pourvue d'une sablière Gresham.
Le mécanisme. - La machine à deux cylindres intérieurs aux longerons placés devant le premier essieu, et qui sont inclinés sur l'horizontale, leur écartement d'axe en axe est de 730 millimètres.
Leur diamètre est de 500 millimètres et la course des pistons est de 600 millimètres. Ils sont lubrifiés par des graisseurs a condensation.
A cause de l'élévation de la chaudière au dessus du châssis, les mouvements, quoique intérieurs, sont très accessibles. Le changement de marche est mixte à vis et à levier ; il peut être manœuvré à bras ou à l'aide d'un servo-moteur à l'air comprimé.
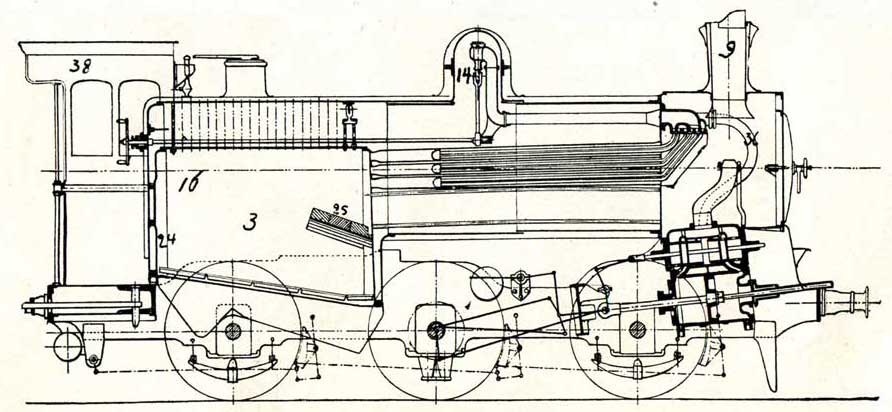
Coupe longitudinale
Les numéros d'ordre se rapportent aux numéros inscrits aux figures.
| 1 | Boîte à fumée. |
| 2 | Corps cylindrique. |
| 3 | Foyer en cuivre. |
| 4 | Grille. |
| 5 | Bascule de la grille ou jette-feu. |
| 6 | Sommier de la grille. |
| 7 | Support du sommier. |
| 8 | Cendrier. |
| 9 | Cheminée. |
| 10 | Chapeau de la cheminée. |
| 11 | Visière mobile. |
| 12 | Tirant du ciel de foyer, en acier. |
| 13 | Entretoises de la boîte à feu, en cuivre. |
| 14 | Dôme à vapeur. |
| 15 | Porte de la boîte à fumée. |
| 16 | Boîte à feu. |
| 17 | Verrou de fermeture de la porte. |
| 18 | Charnière de la porte. |
| 19 | Porte-lanterne. |
| 20 | Tubes de soupape de sûreté. |
| 21 | Siège de soupape de sûreté. |
| 22 | Levier de soupape de sûreté. |
| 23 | Tuyau de prise de vapeur. |
| 24 | Ouverture du foyer. |
| 25 | Voûte en briques réfractaires. |
| 26 | Levier du régulateur. |
| 27 | Tige du régulateur. |
| 28 | Porte du cendrier. |
| 29 | Soupapes de sûreté avec ressorts à spirales. |
| 29 | Enveloppes de sûreté. |
| 30 | Manomètre pour le chauffage des véhicules. |
| 30 | Manomètre pour la chaudière. |
| 30 | Manomètre pour le foyer. (Pyromètre) |
| 30 | Manomètre pour le frein. |
| 31 | Injecteurs. |
| 32 | Tuyau de prise de vapeur de l'injecteur. |
| 33 | Tuyau d'alimentation d'eau. |
| 34 | Tuyau d'arrivée de l'eau à l'injecteur. |
| 35 | Tuyau d'échappement de la vapeur. |
| 36 | Tuyau d'admission de la vapeur. |
| 37 | Sifflet. |
| 38 | Abri du machiniste. |
| 39 | Enveloppe du corps cylindrique. |
| 40 | Cercles en cuivre pour joindre les viroles. |
| 41 | Enveloppe du foyer. |
| 42 | Marche-pieds. |
| 43 | Tubes à fumée. |
| 44 | Axe transversale du jette-feu. |
| 45 | Leviers de manœuvre du jette-feu. |
| 46 | Leviers de manœuvre du jette-feu. |
| 47 | Tubes indicateurs du niveau d'eau. |
| 48 | Longeron du châssis. |
| 49 | Ressort à lames. |
| 50 | Brides de ressort. |
| 51 | Tiges de suspension. |
| 52 | Roues de 1 m.520. |
| 53 | Traverses antérieures. |
| 54 | Tubes du réchauffeur. |
| 55 | Chasse-pierres. |
| 56 | Tringle d'écartement des chasse-pierres. |
| 57 | Presse étoupes. |
| 58 | Tige de piston. |
| 59 | Cross. |
| 60 | Bielle motrice. |
| 61 | Bielle d'accouplement. |
| 62 | Bouton de manivelle. |
| 63 | Tige d'excentrique. |
| 64 | Cylindre. |
| 65 | Excentrique. |
| 66 | Boîte d'essieu. |
| 67 | Sabots des freins. |
| 68 | Modérateur. |
| 69 | Lunette du machiniste. |
| 70 | Butoirs. |
| 71 | Crochets d'accrochage. |
| 72 | Tendeur. |
| 73 | Boîte de butoir. |
| 74 | Balancier. |
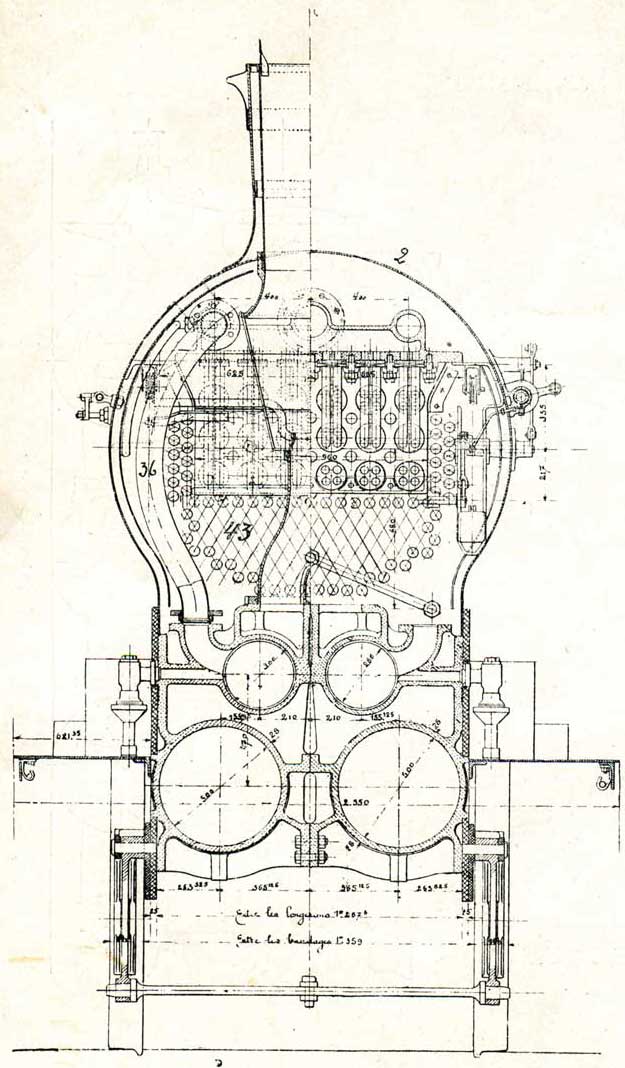
Coupe sur la boite à fumée
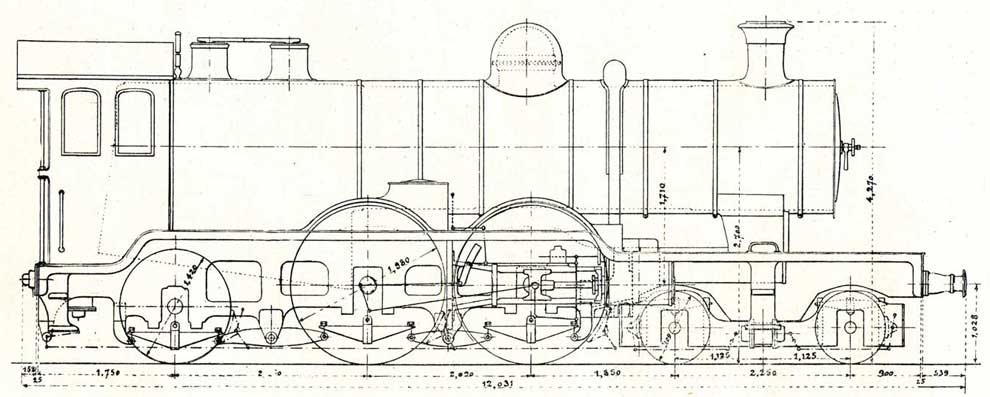
Quelques dimensions - Vue en plan
| Longueur de la traverse antérieure | 2,550 |
| Longueur entre les boutons de chocs d'axe en axe | 1,100 |
| D'axe en axe des tourillons des roues derrière | 2,015 |
| - - fusées - - | 1,225 |
| Entre les bandages | 1,359 |
| Entre les bandages des roues du milieu | 1,365 |
| D'axe en axe des butoirs de devant | 1,710 |

Coupe sur le foyer
La machine type Atlantic, locomotive Compound est utilisée pour les trains de Bruxelles-Midi à Feignies, les trains de Bruxelles-Nord à Ostende et les trains royaux éventuels.
Ce type puissant de machine permet, en raison des grandes dimensions de la chaudière, de soutenir en service courant un effort de traction élevé, aux allures les plus rapides, quelles que soient les circonstances atmosphériques et malgré l'augmentation de la charge des trains.
La locomotive «Atlantic» repose sur cinq essieux, un bogie à l'avant, un essieu porteur à l'arrière, deux essieux accouplés placés entre le bogie et l'essieu porteur.
La chaudière timbrée à 15 1/2 atmosphères a une très grande capacité, 8 m³ 250. Le corps cylindrique est très élevé au-dessus des rails 2 m.700, il est formé de trois viroles télescopiques en acier, reliées à une boîte à feu.
Le foyer sous lequel pause l'essieu d'arrière, repose sur les longerons. Il est de vaste capacité. La grille a une longueur de 3 m.030 et une superficie de 3 m.08.
Les tubes en fer soudés par recouvrement sont au nombre de 139. Leur diamètre extérieur est de 0,070 et leur longueur entre plaques, de 4,400. Celles-ci sont en cuivre. La surface totale de chauffe, en contact avec l'eau, est de 239 m.40 dont 16 m.17 pour le foyer.
La boîte à fumée, de grande longueur, repose sur les cylindres. Les deux cylindres à haute pression ont un diamètre de 0,360 et les deux cylindres à basse pression ont un diamètre de 0,600, la course des pistons est de 0,640.
La distribution se fait au moyen de tiroirs cylindriques actionnés par coulisses Stephenson.
Le châssis et le bogie sont du type américain. Les tabliers latéraux sont très élevés et possèdent des gardes corps sur toute leur longueur. Les ressorts de suspension des trois essieux, placés sous les boîtes, sont conjugués à l'aide de balanciers. La locomotive est munie de sablière à vapeur et est équipée du frein Westinghouse attaquant les roues du bogie, les roues motrices et les roues de l'essieu porteur d'arrière. Les principales conditions d'établissement sont :
| Diamètre des cylindres, haute pression | 0,360 | |
| Id. id. basse id | 0,600 | |
| Course des pistons | 0,640 | |
| Timbre de la chaudière, en atmosphères | 15,50 | |
| Corps cylindrique : | ||
| Diamètre intérieur pris à la grande virole | 1,488 | |
| Longueur entre les tôles tubulaires | 4,400 | |
| Epaisseur des tôles | 0,018 | |
| Capacité de la chaudière | 8,250 | |
| Tubes : Nombre | 135 | |
| Id. diamètre extérieur | 0,070 | |
| Id. épaisseur | 0,0025 | |
| Surface de chauffage : | ||
| Dans le foyer m² | 16,17 | |
| Dans les tubes (surface intérieure) | 216,81 | |
| Totale | 292,98 | |
| Grille : | ||
| Longueur | 3,030 | |
| Largeur | 1,019 | |
| Surface totale m² | 3,08 | |
| Roues motrices : | ||
| Nombre | 4 | |
| Diamètre | 1,980 | |
| Roues du bogie : | ||
| Nombre | 4 | |
| Diamètre | 0,900 | |
| Roues porteuses : | ||
| Nombre | 2 | |
| Diamètre | 1,420 | |
| Poids en ordre de marche : | ||
| 1er essieu avant | 9,900 | |
| 2e id. id. | 9,900 | |
| 3e id. | 18,600 | |
| 4e id | 17,800 | |
| Poids total | 74,500 | |
| Poids total à vide | 67,420 | |
| Effort de traction | 6,700 | |
| Longueur totale de la locomotive m. | 12,031 | |
| Du bouton butoir d'arrière à la traverse d'arrière | 0,152 | |
| Epaisseur de la traverse | 0,025 | |
| De la traverse à l'axe de l'essieu porteur | 1,750 | |
| De l'axe de l'essieu porteur à l'axe de la roue motrice d'arrière | 2,450 | |
| D'axe en axe des roues motrices | 2,090 | |
| De l'axe de la roue motrice d'avant et de l'essieu du bogie | 1,850 | |
| D'axe en axe des essieux du bogie | 2,250 | |
| De l'axe de l'essieu d'avant du bogie à la traverse d'avant | 0,900 | |
| Epaisseur de la traverse d'avant | 0,025 | |
| De la traverse d'avant au plateau du butoir | 0,539 | |
| Empâtement total | 2,450 | |
| 2,090 | ||
| 1,850 | ||
| 2,250 | ||
| Mètres courants | 8,640 | |
| Hauteur du rail à l'axe des butoirs | 1,028 | |
| Id. id. id. de la chaudière | 2,700 | |
| Hauteur du rail au-dessus du chapiteau de la cheminée | 4,270 | |
Vue d'ensemble
Les numéros suivants se rapportent aux numéros du plan ci-après :
| 1 | Traverse d'avant supportant les butoirs. |
| 2 | Tige filetée de l'attelage. |
| 3 | Crochet d'attelage. |
| 4 | Ressort de l'attelage. |
| 5 | Tendeurs à vis. |
| 6 | Manette de la vis du tendeur. |
| 7 | Tuyau du frein à vide. |
| 8 | Boyau du tuyau du frein à vide. |
| 9 | Plate forme ou tablier d'avant. |
| 10 | Chasse pierres. |
| 11 | Boisseau de butoir. |
| 12 | Tige de butoir à ressort. |
| 13 | Plateau id. |
| 14 | Lanterne d'avant. |
| 15 | Support de lanterne, en fer. |
| 16 | Poste de la boîte à fumée. |
| 17 | Fermeture de la porte de la boîte à fumée. |
| 18 | Charnière id. id. id. id. |
| 19 | Tôle para-feu. |
| 20 | Grille à flammèche. |
| 21 | Souffleur. |
| 22 | Tuyau du souffleur. |
| 23 | Tuyau de décharge. |
| 24 | Orifice supérieur de la décharge ; |
| 25 | Collet du tuyau de la décharge. |
| 26 | Prolongement intérieur de la cheminée. |
| 27 | Equerre assemblant le corps cylindrique à la tôle tubulaire et à la boîte à fumée. |
| 28 | Enveloppe de la cheminée. |
| 29 | Cheminée. |
| 30 | Chapeau de la cheminée. |
| 31 | Main courante. |
| 32 | Support de main courante. |
| 33 | Bifurcation du tuyau d'admission de la vapeur aux cylindres. |
| 34 | Tiroir. |
| 35 | Boîte à bourrage de la contre-tige du piston. |
| 36 | Tiges du tiroir. |
| 37 | id. id. |
| 38 | Clapet d'avant. |
| 39 | Lumière d'admission. |
| 40 | Cylindre. |
| 41 | Plateau d'avant du cylindre. |
| 42 | Fond du cylindre. |
| 43 | Enduit calorifuge. |
| 44 | Enveloppe du cylindre. |
| 45 | Robinets purgeurs. |
| 46 | Tringle des purgeurs du cylindre. |
| 47 | Piston. |
| 48 | Cercle du piston. |
| 49 | Tige du piston. |
| 50 | Boîte à bourrage métallique. |
| 51 | Presse étoupes. |
| 52 | Contre-tige du piston. |
| 53 | Fourreau de la contre-tige du piston. |
| 54 | Châssis du bogie. |
| 55 | Boulon entretoise du châssis. |
| 56 | Roue porteuse du bogie. |
| 57 | Bandage de la roue du bogie. |
| 58 | Essieu de la roue du bogie. |
| 59 | Boîte à huile de la roue du bogie. |
| 60 | Coussinet de l'essieu de la roue du bogie. |
| 61 | Plaque de garde id. id. |
| 62 | Sous garde id. id. |
| 63 | Balancier égalisateur du bogie. |
| 64 | Appui du balancier sur les boîtes. |
| 65 | Ressort de suspension du bogie. |
| 66 | Bride du ressort de suspension du bogie. |
| 67 | Support de la bride de ressort du bogie. |
| 68 | Tirant du ressort du bogie. |
| 69 | Pivot du bogie. |
| 70 | Entretoise support de l'avant. |
| 71 | Pivot de la bride de ressort. |
| 72 | Guide de la crosse du piston. |
| 73 | Enveloppe de la boite à fumée. |
| 74 | Plaque de support du guide de crosse. . |
| 75 | Crosse du piston. |
| 76 | Sabot de la crosse du piston. |
| 77 | Pivot de la crosse du piston. |
| 78 | Support de la plateforme ou du tablier, |
| 79 | Bielle motrice. |
| 80 | Grande tête de la bielle motrice. |
| 81 | Coussinet de la id. id. |
| 82 | Graisseur. |
| 83 | Chef de serrage. |
| 84 | Bouton de manivelle. |
| 85 | Longeron principal intérieur aux roues. |
| 86 | Poulie excentrique. |
| 87 | Collier d'excentrique. |
| 88 | Barre d'excentrique, marche avant. |
| 89 | Id. id. id. arrière. |
| 90 | Coulisse. |
| 91 | Coulisseau. |
| 92 | Tringles supports de la coulisse. |
| 93 | Arbre de relevage. |
| 94 | Levier de l'arbre de relevage. |
| 95 | Contre poids id. |
| 96 | Support id. |
| 97 | Axe de l'essieu moteur. |
| 98 | Plaque de garde de l'essieu moteur |
| 99 | Sous garde id. id. |
| 100 | Boite à l'huile id. id. |
| 101 | Coussinet id. id. |
| 102 | Coin de serrage. |
| 103 | Roue motrice. |
| 104 | Bandage de la roue motrice. |
| 105 | Contre poids id. id. |
| 106 | Ressort de suspension des roues motrices. |
| 107 | Boite aux rondelles amortisseuses en caoutchouc |
| 108 | Bielles d accouplement. |
| 109 | Bouton de manivelle de la bielle d'accouplement. |
| 110 | Coussinet ou bague id. id. |
| 111 | Godet graisseur id. id. |
| 112 | Couvre roue. |
| 113 | Ressort de suspension des roues d'accouplement. |
| 114 | Colonne de ressort de suspension |
| 115 | Support de colonne de ressort de suspension. |
| 116 | Sablière. |
| 117 | Ouverture d'introduction du sable. |
| 118 | Tuyau d'amenée du sable. |
| 119 | Soupape de distribution du sable |
| 120 | Corps cylindrique. |
| 121 | Couvre joint longitudinal. |
| 122 | Couvre joint circulaire ou transversal |
| 123 | Enveloppe du corps cylindrique |
| 124 | Matelas d'air ou enduit calorique entre le corps cylindrique et l'enveloppe. |
| 125 | Cercle support de l'enveloppe. |
| 126 | Tubes à fumée. |
| 127 | Plaque tubulaire de la boite à fumée. |
| 128 | Dôme à vapeur. |
| 129 | Cercle de renfort à la base du dôme à vapeur. |
| 130 | Calotte du dôme à vapeur. |
| 131 | Enveloppe du dôme à vapeur. |
| 132 | Tuyau de refoulement de l'injecteur. |
| 133 | Tuyau de vidange. |
| 134 | Robinet de vidange. |
| 135 | Foyer. |
| 136 | Plaque tubulaire du foyer. |
| 137 | Tirants verticaux du ciel du foyer. |
| 138 | Ciel du foyer. |
| 139 | Tôle extérieure du foyer. |
| 140 | Armature du foyer extérieur. |
| 141 | Boulons ou tirants transversaux. |
| 142 | Entretoises du foyer. |
| 143 | Lame d'eau autour de la boite à feu. |
| 144 | Porte du foyer ou gueulard. |
| 145 | Cadre de la porte. |
| 146 | Voûte en briques réfractaires. |
| 147 | Armature ou gousset de la face arrière du foyer. |
| 148 | Cadre du foyer. |
| 149 | Support à dilatation du foyer. |
| 150 | Grille du foyer. |
| 151 | Sommier de la grille. |
| 152 | Support des sommiers. |
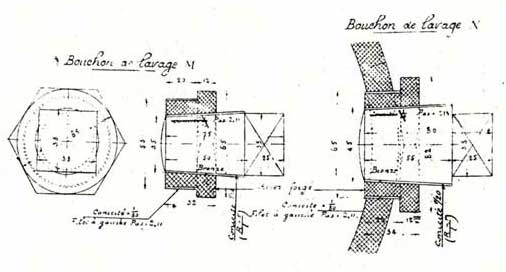
| 153 | Autoclave pour le lavage de la chaudière. |
| 154 | Paraflamme ou déflecteur. |
| 155 | Levier du modérateur. |
| 156 | Demi lune du modérateur. |
| 157 | Tête id. id. |
| 158 | Tringle id. id. |
| 159 | Grande glissière id. id. |
| 160 | Petite id. du id. |
| 161 | Tuyau d'admission de la vapeur au cylindre |
| 162 | Joint du tuyau id. id. id. |
| 163 | Socle ou soubassement de soupape de sûreté. |
| 164 | Ressort de soupape de sûreté. |
| 165 | Siège id. id. |
| 166 | Levier id. id. |
| 167 | Soupape de sûreté. |
| 168 | Sifflet d'alarme. |
| 169 | Tringle du sifflet d'alarme. |
| 170 | Cabine ou marquise du machiniste. |
| 171 | Toiture de la id. id. |
| 172 | Fenêtre de la id. id. |
| 173 | Volant du changement de marche |
| 174 | Vis id. id. |
| 175 | Tringle id. id. |
| 176 | id. intermédiaire id. à l'arbre de relevage. |
| 177 | Roue porteuse. |
| 178 | Bandage de la roue porteuse. |
| 179 | Boîte à huile. |
| 180 | Ressort de suspension de l'essieu porteur. |
| 181 | Bride de ressort id. id. |
| 182 | Colonne id. id. id. |
| 183 | Support de colonne id. id. |
| 184 | Rondelles amortisatrices en caoutchouc. |
| 185 | Entretoise en fonte de la plate-forme d'arrière |
| 186 | Barre d'attelage du tender. |
| 187 | Butoir d'arrière. |
| 188 | Chaîne de sûreté. |
| 189 | Cylindre du frein à vapeur. |
| 190 | Levier du cylindre du frein à vapeur. : |
| 191 | Arbre du levier id. id. |
| 192 | Tige de connexion id. id. |
| 193 | Manchon de réglage. |
| 194 | Balancier transversal. |
| 195 | Sabot du frein. |
| 196 | Injecteur à la vapeur d'échappement. |
| 197 | Tuyau de la vapeur d'échappement à l'injecteur. |
| 198 | Séparateur des huiles de la vapeur d'échappement. |
| 199 | Tuyau de trop plein de l'injecteur à vapeur d'échappement. |
| 200 | Conduite de vapeur à l'injecteur à vapeur vive. |
| 201 | Trop plein de l'injecteur id. id. |
| 202 | Cendrier. |
| 203 | Carcasse du cendrier. |
| 204 | Manettes et tringles des portes du cendrier. |
| 205 | Leviers id. id. id. |
| 206 | Conduite d'alimentation d'eau du tender à la machine |
| 207 | Accouplement id. id. id. id. |
| 208 | Boyau flexible id. id. id. id. |
| 209 | Plancher de l'abri du machiniste. |
| 210 | Paroi id. id. |
| 211 | Manomètre. |
| 212 | Niveau d'eau. |
| 213 | Ejecteur du frein à vide. |
| 214 | Levier des purgeurs du cylindre. |
| 215 | Conduite du frein à vide. |
| 216 | Fer équerre extérieur en dessous de la plate-forme. |
| 217 | Marche-Pied. |
| 218 | Plaque de numéro ou plaque de firme. |
| 219 | Soupape de l'admission d'eau à l'injecteur. |
| 220 | Conduite de vapeur id. id. |
| 221 | Graisseurs des cylindres. |
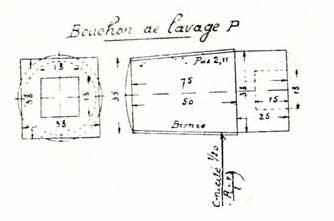
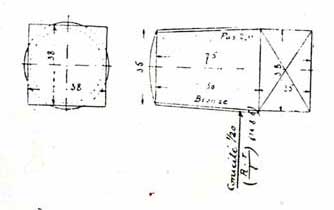
| 222 | Bouchons de lavage. |
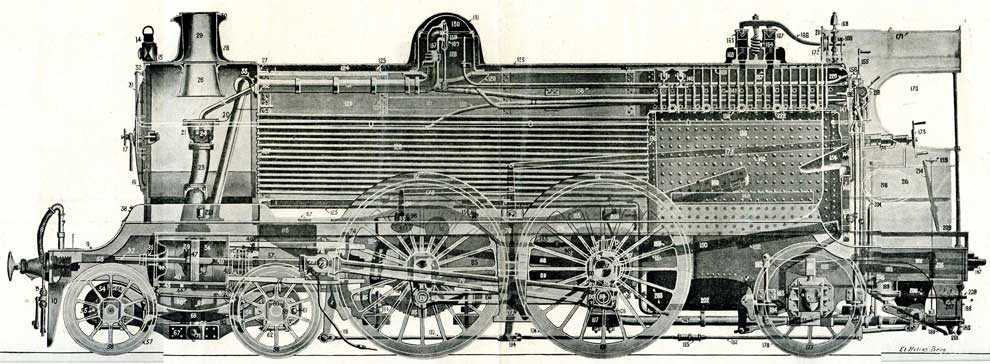
Locomotive à voyageurs Type Atlantic
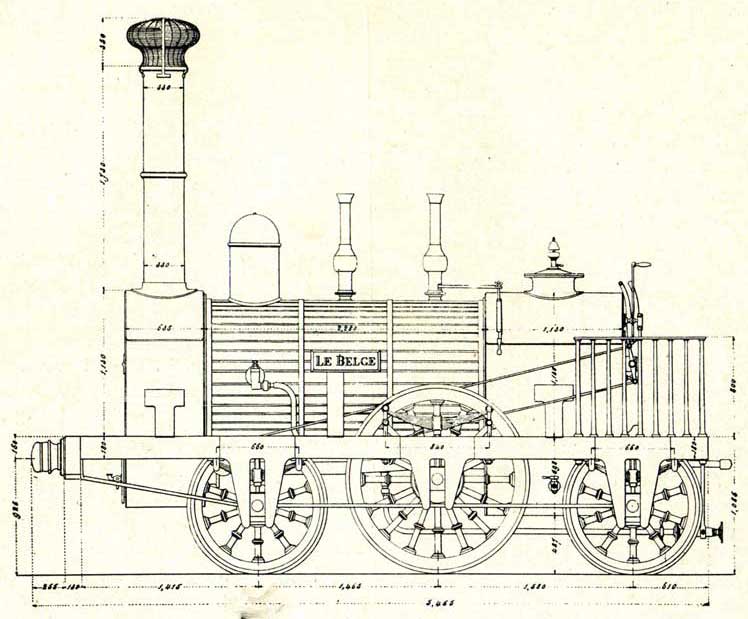
A côté du type atlantic décrit ci-devant, nous mettons un type de 1835, une des premières locomotives ayant roulé sur le réseau de l'Etat belge, on pourra se faire une idée du progrès atteint depuis l'origine des chemins de fer, dans la construction des locomotives.
La locomotive Le Belge (car au début des chemins de fer, chaque moteur portait un nom, il en fut ainsi des 200 premières locomotives), était à deux cylindres intérieurs aux longerons, sa longueur totale était de 5 m.466, son empâtement de 3 m.045. La largeur totale était de 1 m.925.
| La hauteur du passet au-dessus du rail | 1,085 |
| Id. du garde corps remplaçant l'abri de nos locomotives actuelles était de | 0,800 |
| La cheminée avait une hauteur totale de | 4,395 |
| La boîte à fumée mesurait extérieure une longueur de | 0,635 |
| Le corps cylindrique recouvert d'un revêtement de planches en bois, maintenues au moyen de cercle de cuivre avait une longueur extérieure de | 2,880 |
| Diamètre des cylindres | 0,280 |
| Courses des pistons | 0,458 |
| Longueur de la bielle motrice | 1,160 |
| Diamètre des roues d'avant et d'arrière | 1,060 |
| Id. des roues motrices | 1,524 |
| Longueur de la grille | 0,870 |
| Largeur de la grille | 0,990 |
| Surface de la grille | 1,8613 |
| Longueur de la boîte à feu extérieure | 1,130 |
| Largeur de la id. id. | 1,230 |
| Longueur du corps cylindrique | 2,280 |
| Diamètre moyen du corps cylindrique | 1,040 |
| Epaisseur des tôles du corps cylindrique | 0,010 |
| Longueur des tubes | 2,422 |
| Diamètre extérieur des tubes | 0,041 |
| Nombre des tubes | 100 |
| Surface de chauffe du foyer | 4,2250 |
| Id. id. des tubes | 29,3660 |
| Id. id. totale | 33,5910 |
| Capacité de la chaudière | 2,841 |
| Pression effective maxima - atmosphères | 6,25 |
| Poids en ordre de marche - kilos | 11750 |
| Force - chevaux | 41 |
Vue d ensemble
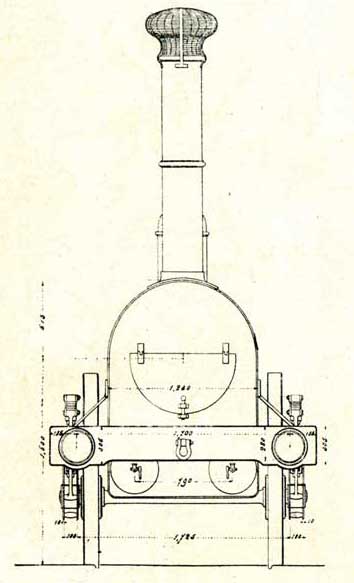
Vue d'avant
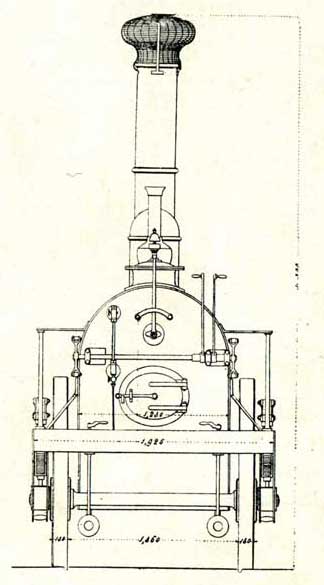
Vue d'arrière
Une locomotive est une machine à vapeur horizontale à haute pression, à détente variable et sans condensation.
Elle est composée de cylindres, qui attaquent des manivelles calées sur un même arbre, appelé essieu moteur.
La chaudière et la machine, reposent sur un châssis porté par des essieux.
On peut donc considérer une locomotive, comme formée de trois parties distinctes, savoir :
La locomotive comporte en outre, comme accessoire, le tender, destiné à contenir l'approvisionnement d'eau et de combustible. Ce tender est ordinairement séparé et attelé immédiatement derrière la machine ; certains types dits locomotives-tenders, portent elles mêmes leurs approvisionnements d'eau et de charbon.
Une chaudière de locomotive doit posséder au plus haut degré la propriété de fournir une grande quantité de vapeur à haute pression sous un petit volume. Il faut donc, qu'elle ait un foyer développant une combustion intense, et quelle présente une surface de chauffe la plus grande possible sous un volume restreint. De la résultent les deux caractères essentiels de la chaudière de locomotive :
Le premier permet une combustion beaucoup plus vive que celle que produirait le tirage naturel, le second donne l'utilisation la plus complète de la chaleur de la combustion.
La chaudière se compose de quatre parties :
Le foyer. - Les foyers de locomotive sont presque tous du système Belpaire. Cette dénomination est appliquée aux foyers dont le dessus de la boite à feu est plat et relié au ciel du foyer par des tirants. En dehors de sa longueur, qui est sensiblement plus développée, et de l'armaturage du ciel, ce foyer est semblable au foyer cubique ou plongeant des anciennes machines.
Sa profondeur donne à la chambre de combustion un grand volume, qui permet de pousser la combustion au maximum.
La grille est toujours inclinée pour obtenir une plus grande profondeur possible du foyer à l'avant et faciliter en même temps le chargement du combustible.
Une inclinaison de 16° à 18° suffit pour que, le charbon étant à peu près tout chargé à l'arrière, le cheminement dû à cette inclinaison et aux cahots de la marche, le conduise progressivement à l'extrémité de la grille.
Les foyers affectent dans les machines différentes formes, suivant le combustible qu'on est appelé à y brûler et suivant la construction de la machine.
A la création des chemins de fer la première machine du réseau belge possédait un foyer dont la grille ne mesurait qu'une surface de 1 m86.
Le tableau ci-après donne les surfaces, des machines actuelles.
| Machines locomotives type 1 | 2.7927 |
| Locomotive fourgon 1 | 1.3312 |
| Locomotive fourgon 2 | 1.3514 |
| Locomotive type 2 | 2.7667 |
| Locomotive type 4 | 2.7667 |
| Locomotive type 5 | 1.4450 |
| Locomotive type 6 | 5.7400 |
| Locomotive type 9 | 3.1800 |
| Locomotive type 11 | 2.0647 |
| Locomotive type 12 | 4.7071 |
| Locomotive foyer mi-profond 15 | 2.5235 |
| Locomotive foyer profond 15 | 1.8239 |
| Locomotive type 16 | 2.6600 |
| Locomotive type 17 | 1.9175 |
| Locomotive type 18 | 2.0715 |
| Locomotive type 19 | 3.0100 |
| Locomotive type 20 | 3.780 |
| Locomotive type 23 | 2.237 |
| Locomotive type 25 | 5.149 |
| Locomotive type 28 | 2.7667 |
| Locomotive type 29 | 2.7667 |
| Locomotive type 30 | 2.5235 |
| Locomotive type 31 | 1.556 |
| Locomotive type 35 | 2.840 |
| Locomotive type 51 | 1.3000 |
| Locomotive hors type 340 | 5.0592 |
| Locomotive hors type 712 | 5.0592 |
| Locomotive hors type 868 | 3.4000 |
| Locomotive hors type 869 | 3.2000 |
| Locomotive hors type 940 | 7.8740 |
| Locomotive à 4 cylindres égaux | 8.146 |
| Locomotive Atlantic | 3.08 |
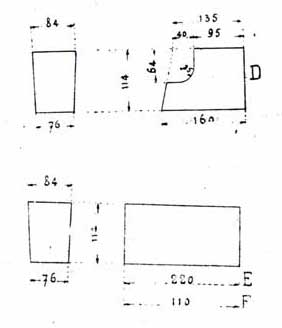
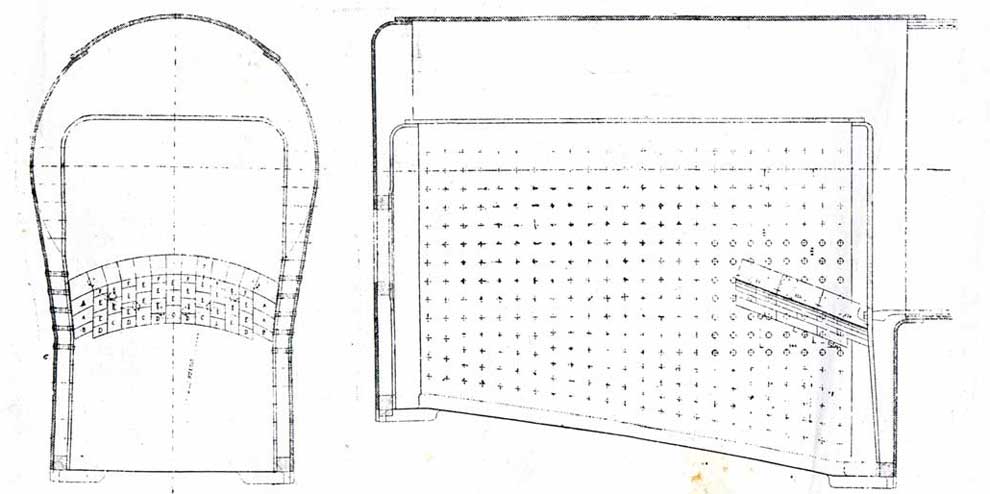
Ces foyers sont munis d'une voûte en briques qui prend naissance au dessus de la rangée inférieure de tubes et s'avance dans le foyer sur une longueur de 0.71 dans le type 32 qui nous occupe et s'élevant à peu près parallèlement à la grille.
Cette voûte exige pour sa construction :
| 4 briques marquées A | de 220 sur 114 |
| 2 briques marquées B | de 160 sur 114 |
| 5 briques marquées C | de 270 sur 114 avec une encoche. |
| 6 briques marquées D | de 160 sur 114 avec une encoche. |
| 22 briques marquées E | de 220 sur 114 |
| 6 briques marquées F | de 110 sur 114 |
Les figures ci-après indiquent la disposition de la voûte.
La voûte en briques réfractaires absorbe de la chaleur entre deux chargements du foyer, pendant que le feu est clair et la flamme blanche ; sa température s'élève ainsi jusqu'à celle du rouge cerise, soit 900 à 1000°. Au contraire, à chaque chargement de combustible frais, occasionnant un abaissement de température, elle rend la chaleur qu'elle avait absorbée et elle maintient ainsi le foyer à une température suffisante pour brûler dans de bonnes conditions les hydrocarbures qui se dégagent dans les premiers instants de la combustion.
En forçant les gaz à revenir vers l'arrière avant d'entrer dans les tubes, elle augmente la durée de leur séjour dans le foyer et les force ainsi à se mélanger plus intimement avec l'air : elle aide donc à leur combustion, leur fumivorité est plus complète et le rendement du foyer augmenté.
 |
|
| Voûte en briques | Vue de la voûte en briques |
La voûte empêche aussi le charbon d'être autant entraîné dans les tubes et la boîte à fumée, et elle garantit l'extrémité des tubes contre le rayonnement du charbon incandescent.
La voûte doit être débarrassée à temps des cendres et de la suie qui se déposent sur sa partie supérieure, afin que ces matières ne viennent pas obstruer l'entrée des tubes du bas.
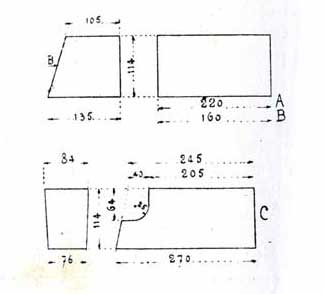
Une seule feuille de cuivre de 16 m/m d'épaisseur forme le ciel et les parois latérales du foyer, des rivets de 21 m/m en fer espacés de 51 m/m la retiennent à la paroi d'arrière et à la plaque tubulaire, dont les bords sont repliés en forme de cornière et redoublés sur 65 m/m. La portion de la plaque tubulaire qui est destinée à recevoir les tubes, a une épaisseur de 27 m/m ; au dessous des tubes, elle diminue progressivement jusqu'à 16 m/m d'épaisseur qu'elle conserve jusqu'au bas de la feuille.
 |
|
| Vue d'avant | Vue d'arrière |
 |
|
| Boîte à feu | Boîte à fumée |
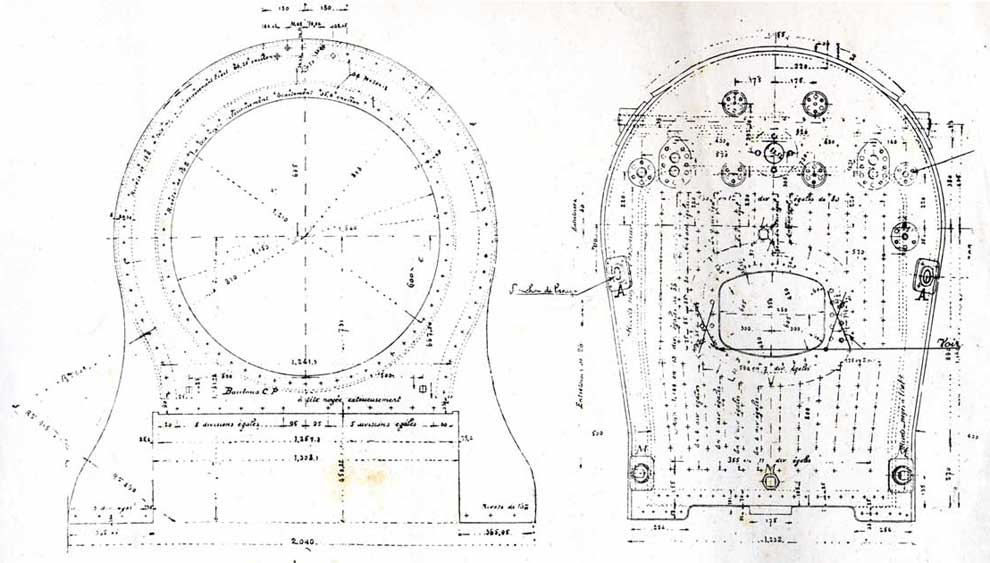
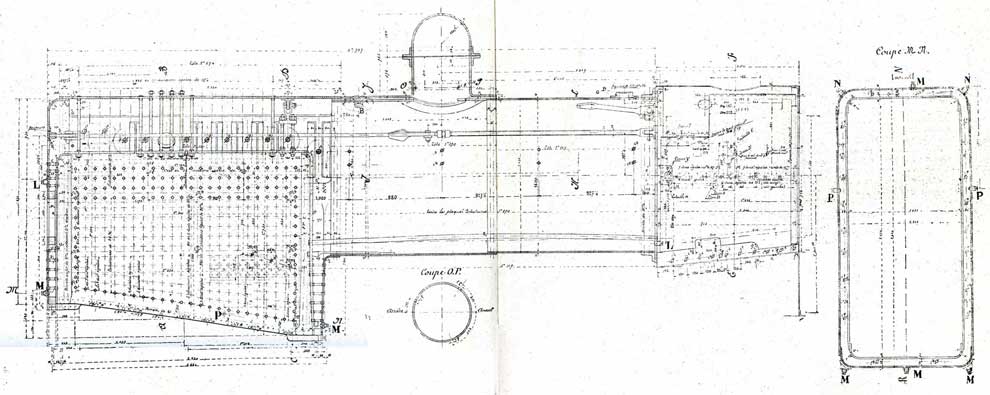
Locomotive à Marchandises, type 32, à surchauffe. - La Chaudière

Coupe longitudinale et plan
La partie de la chaudière qui enveloppe le foyer s'appelle la boîte à feu ; le pourtour est formé de trois tôles ou feuilles en acier doux, une feuille pour chaque paroi et une feuille pour le dessus, elles sont réunies entre elles par recouvrements rivés. Les plaques avant et arrière sont en acier de 16 m/m d'épaisseur.
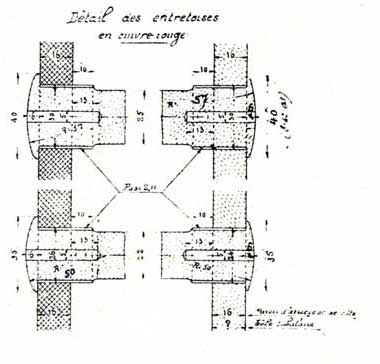
Les parois planes de l'enveloppe ont besoin, comme celles du foyer, d'être solidement armées pour ne pas se déformer sous l'action de la pression qu'exerce sur elles la vapeur de la chaudière. Pour résister à cette pression, les parois verticales du foyer et de la boîte à feu sont reliées entre elles par des entretoises en cuivre espacées de 90 m/m environ. Elles sont percées sur toute leur longueur d'un trou central de 5 mm. Après la rivure, les bouts doivent être sciés ou fraisés et non enlevés au burin.
Le ciel de la boîte à feu est réuni au ciel du foyer par des tirants verticaux en acier.
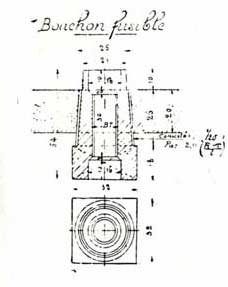
Le ciel du foyer porte un ou deux bouchons fusibles vissés, dont la tête forme joint du côté du foyer et dont l'autre extrémité dépasse la surface intérieure de la tôle et vient baigner dans l'eau. Ces bouchons sont percés au centre d'un trou non cylindrique dans lequel on coule du plomb, après avoir soigneusement étamé les parois. Tant qu'il y a de l'eau sur le ciel du foyer, le bouchon reste sensiblement à la température de la plaque et de l'eau, et le plomb ne peut fondre ; mais si le niveau de l'eau vient à ne plus recouvrir la plaque, celle-ci s'échauffe, le plomb fond avant qu'elle n'atteigne le rouge et la vapeur se répand dans le foyer, avertissant le machiniste et empêchant le ciel de recevoir un violent coup de feu.
Le foyer est fermé à sa partie inférieure par la grille, dont le plan est distant de 5 centimètres du cadre, pour empêcher la détérioration du métal en ces points.
Le cendrier se fixe par des clavettes à des goujons vissés dans le cadre du foyer. Il est muni d'un jette feu.
Les entretoises sont des tiges filetées en cuivre, vissées dans les plaques du foyer et de la boite à feu, puis rivées et boutterolées sur ces plaques, qu'elles ont pour but d'armer contre la pression de la vapeur tendant à les écarter. Les entretoises sont soumises à des efforts considérables par le fait des différences de dilatation des plaques qu'elles réunissent. D'abord, quand on procède à l'allumage de la chaudière, les tôles du foyer se chauffent et se dilatent avant celles de l'enveloppe : ensuite, lorsque la chaudière est en pression, les parois du foyer, qui sont en cuivre et en contact avec la flamme, se dilatent plus que celles de la boite à feu, qui sont en fer et en contact avec l'air extérieur, et par suite à une température un peu inférieure à celle de l'eau de la chaudière.
Le corps cylindrique est composé de viroles, en fer homogène l'une de 1 m573 et l'autre 1 m619 avec un assemblage en couvre joint de 95 m/m. Ce couvre joint est rivé avec des rivures de 21 m/m disposées en quinconces à une distance de 51 mm. Son diamètre est de 1 m430, les tôles ont 15 mm d'épaisseur. La plaque tubulaire de boite à fumée en acier est ajustée au corps cylindrique par un collet de cornière, rivé sur les deux parties au moyen de deux rangées de rivets de 21 m/m.
L'ouverture pratiquée dans la virole du corps cylindrique du côté du foyer pour y placer le dôme à vapeur mesure 533 m/m. La tôle du corps cylindrique étant affaiblie de beaucoup est renforcée par le colet indiqué sur la vue en plan.
La boite à fumée formée par le prolongement du corps cylindrique mesure 969 m/m de longueur intérieure, elle est formée d'une tôle de 979 m/m, à sa partie supérieure est pratiqué le trou de la cheminée sur un diamètre de 482 m/m.
Le faisceau tubulaire ou autrement dit la tubulure est la partie caractéristique de la chaudière. L'emploi simultané d'une grille de grande longueur et d'un foyer profond conduit naturellement, à la réalisation d'une surface de chauffe directe élevée et utilisant bien la chaleur dégagée par le combustible, puisque 1 m² de cette surface, peut vaporiser par heure plus de 300 kg. d'eau ; les gaz quittent cependant encore le foyer à une température d'environ 1000°, et une grande surface de chauffe indirecte, ou des tubes, est nécessaire pour les refroidir d'une quantité suffisante avant qu'ils ne s'échappent par la cheminée. Les meilleures conditions de puissance et d'utilisation sont généralement réalisées lorsque la température d'évacuation des gaz est supérieure d'environ 100° à celle de la vapeur, atteignant ainsi 300° dans la locomotive. La surface de chauffe nécessaire pour arriver à ce résultat doit être égale à environ 80 fois celle de la grille.
A la chaudière du type 32 : la surface de la grille est de 2 m5235, pour obtenir la surface nécessaire ci-dessus il faudrait 80 fois plus ou 201.880 mètres de surface de chauffe alors que la chaudière n'en donne que 117 m64.
La chaudière du type 32 contient 154 tubes à fumée de 3.270 de longueur avec un diamètre de 0.045 et 18 tubes du réchauffeur d'un diamètre de
La surface de chauffe de 117 m64 se répartit donc :
Surface dans le foyer : 1 1.03
Surface dans les tubes : 85.10
Surface intérieure de surchauffe : 21 .51
Le métal employé pour la fabrication est le laiton, mais on emploie aussi des tubes à fumée en acier doux ou en fer homogène à ailerons, système Serve, et aussi des tubes en acier pour surchauffeur.
Voici du reste ce que dit le cahier des charges pour l'entreprise de la fourniture de locomotives, au sujet des tubes à fumée.
Les viroles pour tubes à fumée seront en acier, d'une pièce, sans soudure. Sous les chocs répétés d'un marteau à main elles devront s'aplatir jusqu'à ce que leur diamètre soit réduit de moitié sans présenter des fentes.
Les tubes à fumée seront sans soudure.
Ils auront les dimensions indiquées aux plans, toutefois, les tolérances maxima suivantes seront admises :
Ils devront être d'un diamètre et d'une épaisseur uniformes sur toute la longueur.
Les tubes ne pourront présenter ni à l'intérieur ni à l'extérieur aucune paille, crique, fissure ou autre défaut préjudiciable à leur emploi, et leur surface devra être parfaitement nette. Ils devront être éboutés d'équerre, et les éboutements devront être bien ébarbés.
Chaque tube devra être parfaitement déroché, avoir été essayé à l'eau par le fabricant et avoir supporté une pression intérieure de 8 atmosphères sans présenter aucune fuite ou fissure. La commission de réception effectuera cette opération sur 10 p.c. des tubes présentés en réception. Elle refusera tous les tubes qui donneraient lieu à une déformation ou à un suintement ; et, si la proportion de ces tubes dépasse 3 p.c. de ceux qu'elle essayera, soit 3 p. m. de la fourniture, elle refusera celle-ci.
Pour s'assurer de la qualité du métal, la commission prélèvera 2 p.c. des tubes présentés et les soumettra à l'épreuve du mandrin ; le bout à essayer sera convenablement recuit et devra pouvoir s'élargir, à froid, de manière à augmenter le diamètre intérieur de 10 p.c. sans présenter aucune fuite ou fissure.
La longueur des tubes varie suivant la puissance et la longueur de la machine elle-même.
Les tubes à fumée en acier doux ou en fer homogène, à ailerons, système Serve, devront répondre aux conditions ci-après :
Les tubes seront fabriqués avec ou sans soudure au gré de l'entrepreneur. Ils auront exactement les dimensions indiquées au plan.
Ils devront être d'un diamètre extérieur uniforme sur toute leur longueur et parfaitement dressés. Les tolérances maxima qui seront admises sur les diverses dimensions sont :
A. Sur le diamètre mesuré en un point quelconque du tube 1/100e du diamètre. B. sur l'épaisseur mesurée 1° à la partie non alésée, 1/10e de l'épaisseur prescrite, 2° à la partie alésée 10 p.c. en plus, 20 p.c. en moins.
Leur surface devra être parfaitement nette. Ils ne pourront présenter ni à l'intérieur ni à l'extérieur aucune paille, crique, fissure ou autre défaut préjudiciable à leur emploi. Ils devront être éboutés d'équerre et les éboutements devront être bien ébarbés. Chaque tube sera soumis par le fabricant à une pression hydraulique intérieure de 16 atmosphères. Toute pièce présentant une trace de déformation ou de suintement à cette épreuve sera éliminée. La commission de réception répétera cette opération sur 10 p.c. des tubes présentés en réception. Elle refusera tous les tubes qui donneront lieu à une déformation ou un suintement, mais si la proportion de ces tubes dépasse 3 p.c. de ceux qu'elle essayera soit 3 p. m. de la fourniture, elle rebutera celle-ci.
Pour s'assurer de la qualité du métal employé, la commission classera les tubes par lots de 50 pièces. Dans chaque lot on prélèvera un tube au hasard et on y découpera différents morceaux auxquels on fera subir les épreuves détaillées ci-après :
Les tubes en acier doux entrant dans la construction des surchauffeurs de vapeur, devront répondre aux conditions ci-après :
Les tubes seront fabriqués sans soudure.
Ils seront étirés à froid.
Ils auront exactement les dimensions indiquées au plan.
Ils seront parfaitement dressés et leur diamètre extérieur sera invariable sur toute leur longueur.
Les tolérances ci-après seront admises sur les dimensions :
Leur surface devra être parfaitement nette. Ils ne pourront présenter, ni à l'intérieur ni à l'extérieur, aucun défaut préjudiciable à leur emploi. Ils devront être éboutés d'équerre et les éboulements devront être soigneusement ébarbés.
Chaque tube sera soumis par le fabricant à une pression hydraulique intérieure égale à 1.5 fois la pression de la chaudière. Toute pièce présentant une trace de déformation ou de suintement à cette épreuve, sera éliminée.
La commission de réception répétera cette opération sur un certain nombre de tubes présentés en réception ; ceux-ci devront résister à cette nouvelle épreuve sans donner lieu à déformation ou à suintement.
Pour s'assurer de la qualité du métal employé, la commission prélèvera un tube au hasard et on y fera découper différents morceaux auxquels on fera subir les épreuves ci-après :
1° Sur un bout de tube de 10 à 15 centimètres de longueur, préalablement recuit, il sera rabattu à froid une collerette à angle droit, sans qu'il se produise aucune fente ni aucun éclat. La collerette aura une longueur égale à 1/5e du diamètre du tube mesurée entre son arête extérieure et le prolongement des génératrices intérieures du tube non déformées par l'opération.
La collerette sera raccordée à la surface cylindrique intérieure du tube par un congé ayant pour rayon deux fois l'épaisseur du tube.
L'épreuve de la collerette ne sera pas exécutée sur les tubes dont l'épaisseur est supérieure à 1/15e du diamètre intérieur du tube.
2° Dans un tube préalablement recuit, on enfoncera à froid un mandrin conique de façon à augmenter le diamètre intérieur de 10 p.c. Cet agrandissement ne devra produire aucune paille ou gerçure.
Nous avons dit que la longueur des tubes varie suivant la puissance et la longueur de la machine elle-même, mais elle peut dépendre aussi du combustible qu'on doit brûler habituellement sur la grille.
Si le combustible est du menu maigre, qui produit peu de flamme, la chaudière est construite surtout en vue d'utiliser son pouvoir rayonnant, et elle a un grand foyer et des tubes relativement courts. Si au contraire, le combustible produit de longues flammes, la longueur des tubes peut être augmentée. Quand ils ont une longueur de cinq mètres et au delà, on place une plaque tubulaire intercalaire ou de support au milieu du corps cylindrique, pour éviter que le grand poids des tubes ne fatigue les emmanchements et n'y produise des fuites. Cependant si on pare à un inconvénient, il s'en produit un autre d'un autre genre, c'est celui de l'usure du bas des tubes, il donne lieu à un inconvénient qui peut être assez grand.
Le tableau ci-après donne la longueur des tubes dans les locomotives de divers types, en service actuellement :
| Locomotive, fourgon n° 1 | 2.050 |
| Locomotive, fourgon n° 2 | 2.048 |
| Locomotive type 2 | 3.510 |
| Locomotive type 4 | 3.510 |
| Locomotive type 5 | 2.750 |
| Locomotive type 6 | 4.050 |
| Locomotive type 9 | 4.000 |
| Locomotive type 11 | 2.550 |
| Locomotive type 12 | 3.850 |
| Locomotive à foyer mi profond type 15 | 3.200 |
| Locomotive à foyer profond type 15 | 3.200 |
| Locomotive type 16 | 4.050. |
| Locomotive type 17 | 3.548 |
| Locomotive type 18 | 3.467 |
| Locomotive type 19 | 4.000 |
| Locomotive type 20 | 4.000 |
| Locomotive type 23 | 3.500 |
| Locomotive type 25 | 3.510 |
| Locomotive type 28 | 3.510 |
| Locomotive type 29 | 3.510 |
| Locomotive type 30 | 3.350 |
| Locomotive type 31 | 3.346 |
| Locomotive type 51 | 2.750 |
| Locomotive hors type n° 340 | 4.010 |
| Locomotive hors type n° 712 | 4.000 |
| Locomotive hors type n° 868 | 3.510 |
| Locomotive hors type n° 869 | 3.510 |
| Locomotive hors type n° 940 | 4.050 |
| Locomotive à 4 cylindres égaux | 4.000 |
| Locomotive type atlantic | 4.400 |
Deux types nouveaux, en construction, devant paraître à l'exposition de 1910 du système Flamme ont des tubes de 5.000 de longueur.
La locomotive à voyageurs type 10 et la locomotive à marchandises type 36, du même système.
Le rendement économique n'est pas seul à considérer dans les chaudières, la puissance de vaporisation a aussi une grande importance, qui est même prédominante pour les chaudières à foyer étroit.
Cette puissance décroit quand la longueur des tubes dépasse une longueur déterminée. 4m50 à 5.00.
Le diamètre intérieur des tubes est généralement de 0.045 avec une épaisseur de 0.0025.
On donne quelquefois aux tubes, une forme légèrement cintrée à leur mise en place, pour diminuer leur poussée sur les tubes en service. Les récentes locomotives belges ont des tubes cintrés de 38 m/m vers le haut, et les plaques tubulaires sont en outre reliées par des tirants longitudinaux pleins. Ces deux dispositions ont pour but de ménager les plaques, qui périssent rapidement avec les pressions élevées actuelles.
Dans le voisinage de la plaque tubulaire, la vaporisation est considérable quand le feu est très poussé. Ce degré de vaporisation diminue en raison du plus ou moins d'éloignement de la plaque tubulaire.
Tous les tubes d'une même chaudière n'ont pas un égal pouvoir vaporisateur, car les gaz tendent, en vertu de leur légèreté due à leur haute température, à s'élever dans le foyer.
On peut remarquer, lorsqu'on nettoye les tubes, que ceux des rangées inférieures contiennent moins de fraisil, de suie et de cendres que ceux des rangées supérieures ; de même, lorsqu'on ouvre la porte de la boite à fumée après avoir fraichement chargé le feu, on voit la fumée sortir abondamment par les rangées supérieures, tandis qu'il n'en sort pas du tout par les tubes des rangées inférieures. Cette différence est encore accentuée par l'effet de l'échappement lorsque la tuyère débouche vers le haut des tubes, et elle atteint son maximum dans les foyers munis d'une voûte en briques.
Il en résulte que les gaz passent par une section restreinte et y circulent avec une vitesse plus grande ; par suite, ils restent moins longtemps en contact avec les tubes et leur cèdent une quantité de calorique moindre qu'ils ne feraient s'ils passaient aussi par des tubes inférieurs. Il y a donc à la fois diminution dans la production et dans le rendement de la chaudière, et les tubes du haut s'usent encore plus rapidement que ceux des rangées du bas.
Une tôle baignée d'un côté par l'eau de la chaudière, et, de l'autre côté, en contact avec les gaz chauds de la combustion, laisse passer pendant chaque minute une quantité de chaleur limitée, ou, en d'autres termes, ne peut vaporiser pendant chaque minute qu'une quantité d'eau limitée. Cette quantité d'eau est d'autant plus grande que les gaz en contact avec la tôle, sont plus chauds.
Aussi un mètre carré du foyer, un mètre carré à l'entrée des tubes et un mètre carré à la sortie des tubes, ne vaporisent pas également la même quantité d'eau, le premier mètre carré étant en contact direct avec les flammes vaporise bien plus que le mètre carré pris à l'entrée des tubes qui ne sont en contact qu'avec des gaz moins chauds et le mètre carré pris à la sortie des tubes est encore moins actif puisqu'il ne reçoit que l'effet des gaz plus ou moins refroidis.
On appelle surface de chauffe directe celle du foyer, exposée à la chaleur rayonnante du combustible, ainsi que celle au contact des gaz très chauds. La surface de chauffe indirecte est celles des tubes, soumise seulement à l'action des gaz moins chauds et se refroidissant en s'avançant vers la sortie des tubes dans la boite à fumée.
On entend par surface de chauffe d'une chaudière la surface de chauffe du foyer, à laquelle on ajoute la surface de chauffe des tubes.
La surface de chauffe du foyer est mesurée intérieurement, calculée en déduisant, pour la grille, 10 centimètres sur la hauteur, en déduisant, en outre, la surface occupée par les tubes et la surface occupée par la porte de chargement, cette dernière augmentée sur tout son périmètre d'une hauteur correspondant à celle du cadre de la porte, soit de 8 centimètres pour les locomotives à foyer carré et de 5 centimètres pour celles à foyer ronds.
La surface de chauffe des tubes est calculée en prenant le diamètre intérieur des tubes et leur longueur totale diminuée des épaisseurs des deux tôles porte tubes, c'est-à-dire la distance entre les deux tôles tubulaires.
A la création du réseau belge, la surface de chauffe de la première locomotive était de 33m590 - aujourd'hui avec le système Flamme type 10 et 36 on atteint une surface de chauffe de 238 mètres non compris une surface de surchauffe de 64m30.
On verra au tableau ci-après la surface de chauffe des différents types :
| Voiture à voyageur de 3e classe | 26.945 |
| Voiture à voyageur 1er modèle | 26.940 |
| Voiture à voyageur 2e modèle | 26.437 |
| Locomotive type 1 | 90.344 |
| Locomotive fourgon n° 1 | 35.756 |
| Locomotive fourgon n° 2 | 36.177 |
| Locomotive type 2 | 109.383 |
| Locomotive type 4 | 109.383 |
| Locomotive type 5 | 55.198 |
| Locomotive type 6 | 131.220 |
| Locomotive type 8 | 239.400 |
| Locomotive type 9 | 155.310 |
| Locomotive type 10 | 238.720 |
| Locomotive type 11 | 52.939 |
| Locomotive type 12 | 124.675 |
| Locomotive type 15 foyer mi profond | 97.220 |
| Locomotive type 15 foyer profond | 93.780 |
| Locomotive type 16 | 159.640 |
| Locomotive type 17 | 126.480 |
| Locomotive type 18 | 127.620 |
| Locomotive type 18 bis | 109.810 |
| Locomotive type 20 | 124.810 |
| Locomotive type 23 | 125.400 |
| Locomotive type 25 | 120.686 |
| Locomotive type 28 | 109.383 |
| Locomotive type 29 | 109.383 |
| Locomotive type 30 | 104.294 |
| Locomotive type 31 | 116.713 |
| Locomotive type 32 | 115.420 |
| Locomotive type 35 | 173.160 |
| Locomotive type 36 | 238.110 |
| Locomotive type 51 | 61.422 |
| Locomotive hors type n° 340 | 148.100 |
| Locomotive hors type n° 712 | 145.268 |
| Locomotive hors type n° 868 | 110.000 |
| Locomotive hors type n° 869 | 121.000 |
| Locomotive hors type n° 940 | 275.000 |
| Locomotive à 4 cylindres égaux | 188.500 |
| Locomotive type atlantic | 232.980 |
Une surface de chauffe trop petite laisse perdre beaucoup de chaleur ; trop grande, elle alourdit la locomotive sans trop d'avantage.
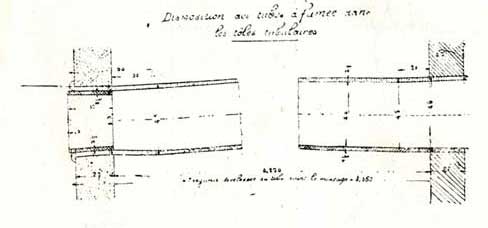
La partie d'avant du corps cylindrique d'une machine étant fixée d'une façon invariable à un support de la boite à fumée, rivé aux longerons, toute la dilatation des tôles se fait vers l'arrivée. La dilatation des tubes se reporte aussi entièrement vers la plaque tubulaire du foyer, moins résistante que celle de la boite à fumée. Comme ces tubes sont à une température un peu plus élevée que les tôles du corps cylindrique, principalement dans les premiers instants de l'allumage, ils s'allongent plus que l'enveloppe.
La plaque tubulaire du foyer tend ainsi, sous la poussée des tubes à se déformer, à moins que ces tubes ne glissent dans la plaque, occasionnant alors des fuites.
La plaque tubulaire ne se bombe pas dès la mise en service de la machine ; mais, au bout d'un certain temps, deux ou trois ans, la machine perd de son élasticité, les dépressions produites restent et le bombement atteint quelques millimètres. Plus tard il augmente rapidement et au bout de cinq à six ans atteint parfois 12 à 15 m/m.
Les tubes du milieu deviennent alors trop courts, ils rentrent dans la plaque s'ils ne sont pas rabattus, occasionnent des fuites et finissent par devoir être remplacés.
La plaque elle même se gerce entre les dernières, rangées de tubes, des fuites se produisent à ces tubes, et peu de temps après - le maximum de bombement est atteint.
La plaque tubulaire de boite à fumée est aussi soumise, près de sa ligne d'attache avec le corps cylindrique, à des efforts de dilatation et de contraction qui parviennent à la longue à produire, vers le bas surtout, des fissures qui donnent ensuite lieu à des fuites.
La circulation de l'eau dans les chaudières de locomotives se fait de l'avant à l'arrière, l'alimentation s'effectuant à l'avant. Les mouvements en tous sens de la machine donnent lieu aussi à un certain remou qui facilite la transmission de la chaleur et le dégagement de la vapeur. Ce remous continu, empêche un courant constant, toujours dans le même sens, et contribue pour beaucoup à une circulation désirée, parce qu'elle favorise l'absorption de la chaleur des gaz et le dégagement de la vapeur. Une surface métallique propre, mouillée par de l'eau constamment renouvelée, peut être, en effet, chauffée avec toute l'intensité possible ; elle ne se surchauffera pas si les bulles de vapeur qui se forment peuvent se dégager facilement sans créer des poches, ou sont balayées par une bonne circulation. Et cette bonne circulation aura pour effet d'augmenter à la fois le rendement et la puissance des chaudières. Plus cette circulation sera intense, plus la vaporisation se fera facilement, et maintiendra les différentes parties de la chaudière à une température égale, ce qui évitera les différences de dilatation dans les tôles.
Les chaudières perdent de la chaleur à l'extérieur, surtout les chaudières de locomotives qui sont plus exposées à la pluie et à de violents courant d'air. Pour réduire cette perte de calorique on recouvre le corps cylindrique, la boite à feu et les tuyaux d'admission d'une enveloppe en tôle polie, brunie ou peinte.
Sur les parties de la chaudière à revêtir d'une enveloppe en tôle, il est appliqué une toile ou matelas en amiante d'une épaisseur de quatre centimètres et d'un poids uniforme de 16 kilos au mètre carré. Les tôles de protection étant bien jointes pour ne pas laisser de jour entre elle, constituent avec l'amiante un bon isolant.
Cette enveloppe protège également les agents contre les brûlures, en circulant le long de la machine.
Ce mode de protection suffit en Belgique où le froid n'est pas généralement très vif.
Des essais qui ont été fait, on estime qu'une enveloppe bien constituée avec le matelas d'amiante réduit la perte de calorique de moitié à un tiers.
L'échappement, ou le souffleur, appelle dans la boite à fumée les gaz de la combustion à travers les tubes en créant dans cette boite une pression inférieure à la pression atmosphérique. Le tirage est d'autant plus énergique que cet abaissement est plus grand.
La porte de la boite à fumée doit fermer hermétiquement parce que les rentrées d'air nuisent au tirage et font brûler les escarbilles dans la boite. La porte employée actuellement est ronde (voir page 2 n° 15).
La pression exercée au centre par la vis de serrage (n° 17 de la même gravure) la fait coller sur tout le pourtour.
Ce genre de fermeture vaut mieux que l'ancienne porte à deux vantaux, qui était difficilement étanche.
La cheminée d'une locomotive est forcément très courte, dans les premiers temps de construction, les cheminées étaient plus hautes que maintenant, plus l'on a relevé le corps cylindrique plus l'on a réduit la cheminée. On a admis qu'une cheminée devait avoir comme hauteur trois fois son diamètre le plus étroit, mais on ne s'en tient pas là, on en voit bien de moins hautes. La cheminée pouvant pénétrer à l'intérieur de la boite à fumée, la partie supérieure ne doit pas nécessairement dépasser de beaucoup le corps cylindrique. Elle présente au dessus de la tuyère d'échappement, une embouchure en forme d'entonnoir renversé.
On coiffe la cheminée d'une visière placée à l'avant, ce qui augmente légèrement le tirage cette visière pivote à sa base sur des rivets qui permet au machiniste de la retourner vers l'arrière quant celui-ci doit faire machine en arrière.
La vapeur des cylindres, en s'échappant par la colonne d'échappement dans la cheminée, produit dans la boite à fumée une dépression qui donne lieu à une violente aspiration d'air par la grille du foyer ; plus la vitesse d'écoulement de la vapeur est élevée, ce qu'on obtient en réduisant la section de l'échappement, plus le tirage est énergique ; mais, d'autre part, la surface de contact de la vapeur avec les gaz est diminuée par le serrage des valves, et la contre pression sur les pistons est augmentée, de sorte qu'il convient d'user de ce procédé avec mesure.
L'importance du système d'échappement à adopter est très grande ; on cherche à obtenir un tirage déterminé avec la contre pression la plus faible possible sur les pistons.
Ce résultat ne peut être réalisé complètement que par un ensemble de dispositions judicieuses s'appliquant aux conditions d'établissement de toutes les parties de la chaudière traversée par le courant gazeux.
Avec tous les systèmes d'échappement il est nécessaire, pour obtenir un bon tirage, que la tuyère soit bien concentrique à la cheminée et lance le jet de vapeur exactement suivant son axe ; si ce jet était oblique il viendrait frapper la cheminée et sa vitesse serait diminuée.
Pour que l'échappement soit suffisamment efficace, il faut encore que les coups en soient assez rapprochés, c'est-à-dire que la vitesse de rotation de la machine soit suffisante. Cette vitesse est vite atteinte, même dans les locomotives qui n'ont en marche normale que deux coups d'échappement par tour de roues. Le tirage augmente constamment avec le nombre des coups d'échappements ; les locomotives à quatre cylindres seraient celles les mieux partagées sous ce rapport.
L'intensité de l'échappement ne dépendrait pas de la tension que possède la vapeur à la sortie des cylindres, mais bien du poids de cette vapeur et de sa vitesse d'écoulement, réglée par le degré d'ouverture de la tuyère.
Cette intensité se mesure par le vide relatif que l'échappement produit dans la boite à fumée et s'évalue en centimètres d'eau.
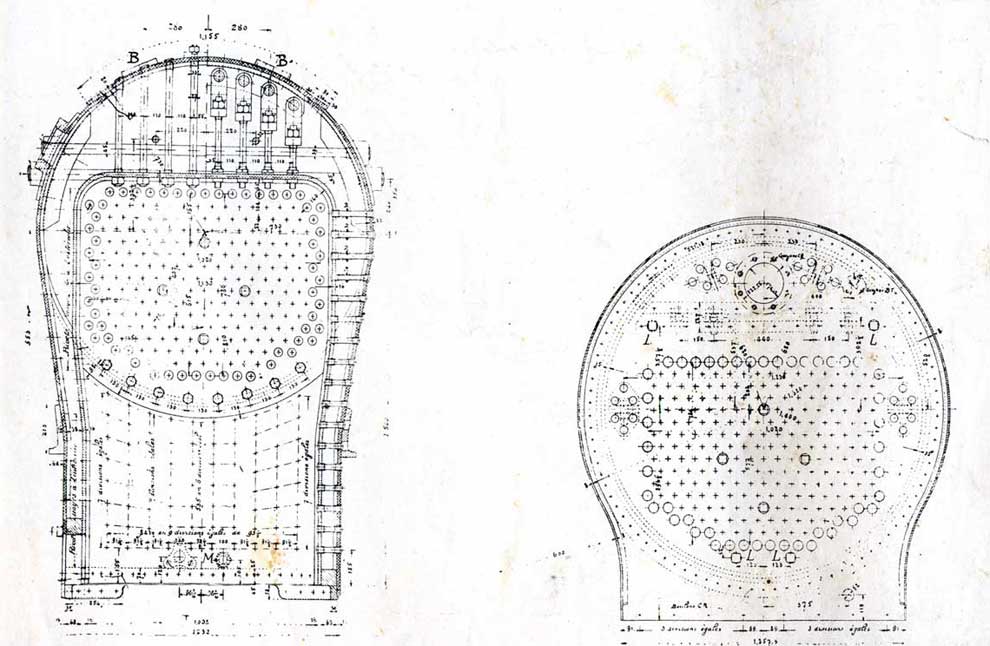
Locomotive Type 32 à surchauffe. - La chaudière
Coupe longitudinale
Pour la déterminer on se sert d'un tube en verre à deux branches gradué et bien calibré, qu'on emplit à un peu plus d'à moitié d'eau ; on introduit l'extrémité de l'une des branches dans la boite à fumée par un trou fait exprès dans la porte et muni d'une bague en caoutchouc. Quand la locomotive se met en marche, on voit le niveau de l'eau baisser dans la branche en communication avec l'atmosphère et monter d'une quantité égale dans l'autre branche : la différence des deux niveaux mesure la pression produite. Plus cette dépression est forte, plus l'échappement est énergique : en marche normale, elle est de 50 m/m. environ, et elle peut s'élever jusqu'à 120 et même 150 m/m.
Pour que la dépression produite par l'échappement se maintienne à peu près d'une manière constante entre doux coups consécutifs, il faut que la vitesse soit appréciable et les coups assez rapprochés : il convient alors d'avoir l'échappement aussi grand ouvert que possible ; quand la vitesse est plus faible, l'échappement un peu serré régularise l'écoulement de la vapeur et le tirage. Dans la marche à régulateur fermé, la dépression atteint 20 m/m. et elle est seulement de 5 m/m. lorsque la machine est arrêtée, le souffleur fermé.
Le diamètre de la cheminée doit être assez faible pour que le jet d'échappement forme un long piston l'emplissant complètement ; une forme légèrement conique paraît donner un meilleur rendement qu'une forme cylindrique.
Les souffleurs employés sur les locomotives sont à jet unique ou à couronne. Le souffleur active le tirage au moyen d'un jet de vapeur, prise dans la chaudière et envoyée dans la cheminée.
Lors des stationnements, ou en marche, quand le régulateur est fermé, le souffleur permet d'éviter la fumée ; en l'ouvrant avant de fermer le régulateur, on évite le retour de flamme et de fumée par la porte du foyer ce qu'il faut éviter soigneusement car ce retour des flammes salit l'arrière de la machine et est même dangereux, si la porte est grandement ouverte.
Pour que le souffleur soit efficace, il faut que la vapeur injectée dans la cheminée soit dirigée suivant son axe.
Cette condition n'est pas toujours réalisée avec les souffleurs à jet, assez souvent la vapeur est envoyée contre les parois de la cheminée, le jet ne s'épanouit pas et l'action du souffleur est presque nulle.
Dans le souffleur à couronne, les jets de vapeur sont dirigés bien verticalement ; de plus, les points de contact de cette vapeur avec les gaz de la combustion sont beaucoup plus nombreux que dans le souffleur à jet : son action est ainsi plus sûre et plus efficace que celle de ce dernier.
Il demande seulement à être nettoyé plus souvent, car il s'encrasse très vite.
La dépense de vapeur du souffleur varie suivant la dimension des orifices et l'ouverture du robinet. Avec une pression de 10 kg. par centimètre carré dans la chaudière, on peut estimer qu'un souffleur à 10 trous de 2 m/m. de diamètre, dépense environ 130 kg. de vapeur en une heure, quand le robinet est complètement ouvert.
Les chaudières des locomotives sont munies d'un dôme (v. p. 5, coupe longitudinale) dans lequel on prend la vapeur le plus loin possible de la surface de l'eau. La vapeur retenue dans le dôme étant plus sèche et contenant moins de gouttelettes d'eau, entraîne moins de liquide, que si la prise de vapeur se faisait jusqu'au dessus de l'eau.
Le dôme ne doit pas être d'une grande dimension parce que son établissement demande une entaille dans la tôle de la chaudière, ce qui la déforce toujours mais parce que l'effet est le même.
Pourvu que le dôme ait une capacité voulue comme celui par exemple du type 32 cela suffit, un plus grand dôme ne donnerait pas de meilleurs résultats il augmenterait tout simplement le prix et le poids de la locomotive.
Le dôme est une pièce de chaudronnerie qui se compose souvent d'une tôle envirolée et rivée ou soudée sur elle-même, qu'une collerette emboutie relie au corps cylindrique.
Le bord du trou ouvert dans le corps cylindrique est consolidé par une doublure.
Le dôme est fermé à la partie supérieure par un plateau démontable.
Un tuyau intérieur à la chaudière prend la vapeur dans le dôme et la conduit au régulateur.
Toutes les tôles soumises à l'action de la vapeur sous pression ou concourant à la résistance de la chaudière seront en fer homogène, les autres tôles seront en acier doux.
Le travail des tôles en fer homogène destinées à former les viroles du corps cylindrique des chaudières se pratique de la manière suivante :
Il faut d'abord former les amorces, c'est-à-dire cintrer les bords longitudinaux par emboutissage au maillet sur des mandrins ad hoc. Les bords seront, à cet effet, amenés au rouge sombre soit 700° environ, par un passage rapide au four.
Après l'amorçage, la tôle passe de nouveau au four afin de la porter au rouge sombre, 700° environ, dans toute son étendue, puis on l'envoie au laminoir qui la cintre en une seule passe.
Les couvre-joints qui, aux chaudières non télescopiques, assemblent les viroles entre elles, seront en fer homogène soudable sans solution de continuité, sans couture, parfaitement cylindriques et serrant sur les parties qu'ils doivent assembler. Il en sera de même pour la cornière reliant le corps cylindrique à la boite à fumée.
Les couvre-joints assemblant les viroles entre elles ainsi que les cornières seront complètement tournés sur leurs faces en contact et avec les tôles qu'ils doivent assembler.
Le fer homogène employé pour les couvre-joints devra satisfaire aux conditions prescrites pour les tôles en fer homogène soudable. Celui employé pour les cornières devra satisfaire aux conditions prescrites pour les barres en fer homogène pour travaux de forge.
Toutes les tôles auront leurs bords parfaitement dressés. Les bords des joints horizontaux du corps cylindrique seront dressés suivant l'angle résultant du rayon de la virole et de l'épaisseur de la tôle, de façon à assurer un contact parfait sur toute l'épaisseur de celle-ci lorsque la virole est formée ; les autres bords seront dressés d'équerre.
Les trous des rivets seront forés ou poinçonnés à un diamètre tel que lors de l'assemblage des tôles ils puissent être alésés sur toute leur surface pour faire coïncider exactement les trous sans dépasser le diamètre prévu aux plans.
S'il est fait usage de machine à poinçonner on devra enlever par l'alésage, au minimum un millimètre de métal sur tout le pourtour du trou. Les rivets auront un diamètre tel qu'étant chauffés ils ne pourront pénétrer dans les trous qu'à l'aide de légers coups de marteau à main. Au rivetage on évitera de les surchauffer et ils devront remplir parfaitement les trous. La tête sera formée au petit marteau à main, l'étampe ne devant servir qu'au parachèvement.
Les rivets du cadre et de la porte de foyer seront placés avec un soin tout particulier et entièrement achevés au petit marteau, sans emploi de l'étampe.
Les rivets et les fraisures seront rigoureusement conformes aux indications des plans.
Le rivetage sera exécuté conformément aux règles de l'art : une des têtes de l'un quelconque des rivets étant enlevée, celui-ci ne devra pouvoir être chassé de son logement qu'au moyen de forts coups de marteau à main.
Le rivetage des chaudières pourra être aussi exécuté au moyen d'appareils hydrauliques ou autres similaires. La pression initiale à employer pour la pose des rivets ne pourra pas, dans ce cas, dépasser 20000 kg. sur le piston riveur, sauf pour les rivets du cadre de foyer où elle pourra être portée à 30000 kg.
Pour le joint du dôme des locomotives, il sera fait emploi de deux fils de cuivre, l'un intérieur, l'autre extérieur aux boulons d'assemblage.
Les tuyaux de prise de vapeur, reliant le modérateur à la tôle tubulaire de la boite à fumée à l'intérieur de la chaudière, seront en cuivre laminé, brasé et écroui au marteau.
Préalablement à l'assemblage des tôles, des soins suffisants devront être apportés à l'ébarbage des arêtes de celles-ci et des trous de rivets, ainsi qu'à l'enlèvement des rugosités ou pellicules d'oxyde, de façon à avoir un contact parfait de métal à métal et à assurer, si possible, l'étanchéité des joints sans l'aide du matage.
Si le matage était jugé indispensable pour assurer l'étanchéité de certains joints, le matage anglais seul pourra être employé et il sera fait avec le plus grand soin de manière à ne pas endommager la tôle.
La surface des tôles baignée par l'eau et la vapeur, de même que les surfaces d'assemblage par recouvrement, celles en contact avec les couvre-joints et celles des couvre-joints eux-mêmes seront parfaitement nettoyées et débarrassées de toute rugosité.
A cet effet, les surfaces seront d'abord nettoyées à la brique ; ensuite les tôles et couvre-joints seront plongés dans un bain d'acide chlorhydrique ou badigeonnés à l'aide du même liquide. Elles seront ensuite lavées à l'aide d'une solution de chaux, de façon à enlever toute trace d'acide chlorhydrique, et, enfin elles seront lavées à l'eau claire. Après avoir subi ces opérations, les tôles et couvre-joints devront présenter des surfaces parfaitement nettes et sans trace de rouille.
Si les tôles ne doivent pas être employées immédiatement après cette opération, elles seront protégées contre la rouille ultérieure par un mélange de térébenthine et d'huile de lin.
Le cadre du foyer sera en fer puddlé fins grains ou en fer homogène soudable.
Les surfaces intérieure et extérieure de ce cadre sur lesquelles doivent s'appliquer les tôles du foyer, doivent être parfaitement dressées et ajustées sur calibres.
Tous les tirants-entretoises de chaudière seront en fer puddlé fins grains ou en fer homogène soudable. Ils seront fabriqués d'une pièce sans soudure.
Le profil T de la suspension articulée du foyer, aux machines où cette suspension existe, devra être en fer homogène soudable.
La cheminée sera confectionnée en acier doux.
La paroi d'arrière des chaudières portera une réglette en laiton dans laquelle sera pratiquée, d'une façon apparente, une entaille correspondant à la limite inférieure du niveau de l'eau.
Toutes les tôles en cuivre du foyer seront parfaitement recuites après emboutissage. Les trous pour tubes dans les tôles tubulaires seront exactement alésés sur calibre, et les angles vifs seront soigneusement arrondis pour éviter de couper les tubes au montage.
Les entretoises en cuivre de foyer seront d'abord évidées et les deux extrémités seront ensuite filetées au tour. Les entretoises ne pourront être recuites ni avant ni après le filetage.
Le filet devra être plein, bien lisse et ne présenter aucune trace d'arrachement. Les entretoises seront vissées sans serrage excessif. Lors du placement de ces entretoises, les bouts de celles-ci seront sciés ou fraisés et non enlevés au burin.
Avant le montage des tubes, les extrémités de ceux-ci de même que les trous des tôles tubulaires seront bien nettoyés de façon à obtenir un contact parfait de métal à métal lors du mandrinage.
Les plans de détail des locomotives indiquent si les tubes doivent être placés droits ou cintrés ; dans ce dernier cas, la flèche est indiquée aux plans.
Les tubes doivent être mandrinés aux deux bouts au moyen d'un appareil mécanique.

Locomotive de gare, type 51
Les chaudières doivent être essayées avant leur mise en œuvre, la loi prescrit la vérification et l'épreuve des chaudières. On y procède lors de leur réception, ou quand elles sortent des grandes réparations, ou après un parcours de 100000 kilomètres en moyenne.
Elles sont soumises à la pression hydraulique, (après avoir été débarrassées de leur enveloppe), on y injecte de l'eau dès que toutes les ouvertures : régulateurs, robinets etc. sont fermées. Il faut pendant cet essai ouvrir les soupapes pour s'assurer que la chaudière est entièrement remplie, car si l'air y restait, il pourrait être comprimé et donner lieu à une explosion. On se sert pour l'épreuve de l'eau chaude, de préférence, ce qui permet de constater les fuites échappées à l'eau froide, car l'eau chaude passe plus facilement par les fissures et les indique d'une manière certaine.
Dans les essais, on emploie les manomètres à ressorts ou les manomètres libres. Quant à la charge directe des soupapes, il faut la calculer, et ne s'en servir qu'à titre de contrôle, car elles peuvent donner des indications fausses si le poids n'agit pas exactement sur leur centre, et qu'il y ait une pression oblique.
Pression d'essai. - La pression d'essai est réglée sur la tension de la vapeur ; elle dépasse cette dernière de 5 atmosphères si la chaudière est timbrée à plus de 5 atmosphères ; elle est du double si la chaudière est timbrée au dessous de 5 atmosphères. Si une chaudière est timbrée à 8 atmosphères, la pression d'essai est égale à 8 plus 5 = 13 atmosphères.
Une chaudière est timbrée à 4 atmosphères, la pression d'essai est de 4 fois 2 = 8 atmosphères.
Cette règle est générale et ne s'applique pas uniquement aux locomotives qui n'ont que des timbres élevés.
Il est facile de constater la dilatation permanente d'une chaudière. Quant celle-ci est entièrement remplie, on y introduit encore de l'eau, 2 à 3 litres au maximum.
Après cette injection forcée, on ouvre le robinet d'un tube d'expérimentation dans lequel passe l'eau chassée par la puissance de contraction de la chaudière ou retour à la forme primitive. La quantité d'eau injectée moins celle contenue dans le tube, indique le volume dont la chaudière est dilatée. Si cette dilatation permanente produisait une déformation trop visible, il faudrait réduire le chiffre du timbre.
On éprouve les tubes, chacun séparément, par une pression de 20 à 25 atmosphères ; celui qui n'a pas changé de forme et qui n'a pas laissé passer de l'eau peut être accepté : mais, à cause des dépenses considérables qui résultent de l'enlèvement des tubes, on ne procède à cette opération que si le foyer avec son enveloppe doit être réparés.
Résultats des essais. - La pression ayant été opérée, les défauts de la construction et la mauvaise qualité des matériaux apparaissent immédiatement avec plus ou moins d'évidence.
En cas de doute sur la solidité des armatures, il faut les remplacer. Si elles n'ont pas été enlevées, la chaudière n'a pas pu être examinée intérieurement ; il faut alors déduire son état intérieur de son état extérieur. C'est en frappant avec un marteau sur les entretoises qu'on reconnaît s'il y a des fissures ou des ruptures ; si les têtes de ces entretoises sont brûlées, il faut les renouveler.
On rencontre souvent des fentes dans les rebords de la boîte à feu. Ces places avaient été soumises aux effets de la dilatation des tôles. Les coups de tampon sont transmis par le cadre à l'anneau à cornière de la boîte à fumée ; à cet endroit, on voit des taches de rouille et des fuites.
L'assemblage des viroles est quelquefois couvert de corrosions, ce qui s'explique par la manière dont il a été établi.
Par la superposition droite, la chaudière perd sa forme circulaire ; la vapeur tend à l'y faire rentrer, et donne lieu ainsi à des flexions qui entraînent la rouille.
La superposition courbe donne moins de prise à détériorations. Le troisième moyen par éclisse est le plus correct au point de vue de la beauté, mais il présente une partie faible à la jonction de deux tôles.
Plus l'épaisseur des plaques est grande, plus leurs parties défectueuses échappent facilement à la visite. Les flexions légères auxquelles ces plaques sont inévitablement soumises peuvent être mieux supportées par des plaques minces, flexibles, que par des plaques épaisses et rigides. Il est donc clair que le renforcement des plaques au dessus de la mesure strictement nécessaire pour la solidité voulue n'augmente d'aucune façon la sécurité contre les explosions.
Enfin, il faut porter l'attention sur l'attache du dôme avec le corps cylindrique, car c'est là que se trouve la partie faible de la chaudière.
La plupart des avaries à la chaudière arrêtent la machine sans qu'on puisse y remédier sur place.
Lorsqu'un tube à air chaud s'écrase, on peut quelquefois en fermer les deux extrémités, par des bouchons ou tampons en fer. Le tampon conique est porté à l'extrémité d'une tige en fer terminée par une douille ; on frappe à coup de masse sur l'autre extrémité.
Cette opération tendant à refouler le tube dans la chaudière, il faut d'abord tamponner l'extrémité la plus large, placée du côté de la boîte à fumée.
Une locomotive dont un tube est tamponné, doit être retirée du service à sa rentrée au dépôt.
Cette opération se faisait fréquemment sur les anciens types de locomotives, mais elle devient impossible avec les longs foyers des machines actuelles, munies de voûtes en briques qui masquent la plupart des tubes.
Si plusieurs entretoises se rompent, si un gonflement anormal des parois du foyer se produit, la prudence commande de modérer aussitôt le feu et de laisser descendre la pression.
S'il devient impossible de faire fonctionner les appareils d'alimentation, on est obligé de jeter le feu ; mais cela ne doit pas arriver lorsqu'il y a deux injecteurs comme c'est la plupart des cas. Aussi, dès que l'un d'eux ne fonctionne pas bien, faut-il y remédier.
Le défaut d'entretien des robinets de tubes de niveau est quelquefois une cause de détresse : Si le tube en verre se rompt, on ne peut pas fermer les robinets ou on casse les poignées en les frappant pour essayer de les manœuvrer.
L'explosion de la chaudière d'une locomotive est heureusement un fait très rare.
Quant la machine est en mouvement, elle dépense sa vapeur ; au repos, elle ne doit pas en produire en quantité suffisante pour arriver à un surcroit de pression.
Néanmoins, c'est dans le stationnement que l'augmentation de la pression est rapide, et plus la pression est grande, plus elle augmente en peu de temps ; en quelques minutes elle peut doubler. Cette rapidité n'échappe pas à un machiniste attentif ; immédiatement il prendra des mesures que commande la situation mais surtout il se gardera bien d'introduire de l'eau.
Les causes des explosions de chaudières, ce sont :
Les corrosions et les érosions résultent de l'oxydation et de la pression combinées. La corrosion est une oxydation générale ou usure uniforme ; elle est moins dangereuse que les érosions ou corrosions localisées, produisant des vermoulures, des piqûres qui entrent profondément, quelquefois très vite, dans le métal, et sont toujours difficiles à découvrir.
Elles proviennent des fuites aux rivures, des produits acides de la combustion, et surtout au chômage de la chaudière qui, n'ayant pas été asséchée en entier, renferme de l'eau et se rouille presque instantanément.
La surchauffe résulte en général du manque d'eau. Des places mises à découvert peuvent rougir, c'est-à-dire recevoir un coup de feu, et si l'eau injectée dans ce moment rencontre ces endroits, il s'y forme de la vapeur en quantité telle que les soupapes mêmes sont insuffisantes pour la laisser échapper. Cette surchauffe arrive aussi dès que les incrustations qui recouvrent les parois se détachent et mettent subitement le métal à nu. Si le feu est abattu encore à temps et que l'explosion n'ait pas lieu, les plaques néanmoins restent gonflées et ne peuvent plus servir.
Au sujet de la surchauffe, il faut remarquer que l'eau projetée sur une plaque métallique chauffée au rouge, n'entre pas en ébullition, mais qu’elle se divise en petites boules. Ces boules diminuent de plus en plus de grosseur par l'évaporation : si la plaque se refroidit, elles se réunissent et l'eau entre subitement en ébullition. Ce phénomène peut se produire dans une locomotive quant le plafond de le boîte à feu devient incandescent, et c'est là qu'on a voulu trouver aussi une cause de l'explosion.
On s'explique les effets destructeurs de certaines explosions de chaudières en songeant à la puissance de la vapeur, qui se forme subitement et en grande quantité, lorsque toute la masse d'eau qui remplit la chaudière, à une température élevée, est instantanément déchargée de la forte pression qu'elle subissait et soumise seulement à celle de l'atmosphère.
Avec une pression effective de 12 kg. par c. car., l'eau est à 191° ; sa température tombe à 100° dès que cette pression cesse, et la chaleur ainsi abandonnée transforme une partie de l'eau en vapeur. Il y a ainsi formation subite d'une masse énorme de vapeur, qui chasse tout devant elle.
Une petite déchirure, ou une rupture de tube à fumée, même sans projections violentes, est toujours à redouter, vu la gravité des brûlures par l'eau chaude et la vapeur.
Une chaudière neuve peut ne pas être assez solide, soit parce que les formes, les épaisseurs de tôles, les sections de tirants sont mal déterminés, soit parce que la tôle est mauvaise ou l'exécution défectueuse. Ces circonstances se présentent rarement pour les locomotives étudiées avec soin et d'après les données d'une longue pratique, et dont la construction est généralement soignée.
L'épreuve obligatoire n'est pas une garantie entière contre cette cause d'accidents, les efforts pendant l'épreuve et en service n'étant pas exactement les mêmes.
Si bonne que soit une chaudière au début, la corrosion, qui finit toujours par se produire en certains points, la rend dangereuse à la longue : les visites soigneusement faites, les réparations ou les remplacements en temps opportun écartent ce danger. La détérioration est hâtée par un mauvais emploi des appareils, par le manque de soins, par des refroidissements brusques, les petits coups de feu, les fuites qui rongent les tôles à l'extérieur.
Enfin les fautes du personnel, pouvant provoquer une explosion immédiate, sont de deux sortes : le manque d'eau et l'excès de pression, résultant du calage et de la surcharge des soupapes.
Les chaudières de locomotives exigent des réparations assez fréquentes. Dans les dépôts, on doit souvent poser des viroles, mandriner et même remplacer des tubes.
L'extraction de plusieurs tubes est parfois nécessaire pour la visite et la réparation de certaines parties de la chaudière. Les entretoises rompues doivent être remplacées sans délai.
Les foyers s'usent de diverses manières. Une corrosion extérieure en amincit progressivement les parois au contact du combustible.
La température trop élevée du métal, due à la présence d'incrustations sur leur face interne, cause des capitonnages entre les entretoises. Enfin des cassures se produisent dans les angles, aux trous d'entretoises, autour de la porte, et surtout entre les trous de la plaque tubulaire.
Les tôles des chaudières sont exposées à des corrosions intérieures. C'est ainsi que la partie intérieure des viroles du corps cylindrique se pique. Les piqûres isolées en se réunissant, forment de larges surfaces où l'épaisseur de la tôle diminue de plus en plus. Ces altérations se produisent aussi à la partie supérieure des viroles, vers la surface de l'eau.
Des sillons se forment dans les emboutis des tôles, sur les parties en contact avec l'eau, et finiraient par couper complètement le métal. Cette altération est très fréquente sur les plaques tubulaires de boîte à fumée. On prolonge la durée d'une plaque ainsi rongée en posant, dans l'angle extérieur, une pièce en forme de cornière.
Des sillons se creusent de même dans l'embouti concave des plaques avant et arrière de boîte à feu ou entre les trous de la première rangée verticale d'entretoise, ils sont là plus dangereux que sur la plaque tubulaire de boîte à fumée, mieux maintenue par le bord rivé vers l'extérieur. Les sillons se produisent aussi au bas de la boîte à feu, le long du cadre et autour de la porte.
Ces altérations des tôles finissent par être trop graves pour que la réparation dans les dépôts soit opportune.
Les planches ci-après donnent les accessoires de la chaudière de locomotive type 9, qui sont communs à presque tous les autres types.
Les principaux accessoires de la chaudière sont :
*
* *
Les cinq planches relatives à la locomotive type 9 ci-contre auraient trouvé leur place au chapitre V mais nous avons préféré les mettre ici afin de montrer l'emplacement et l'agencement des accessoires de la chaudière.
La hauteur totale de la cheminée est à 4m28o et la largeur du tablier mesure 3.000, les graisseurs au dessus de la plate-forme sont espacés de 0.840.
Les buttoirs sont à 0.855 de l'axe de la machine et à 1.04 du rail.
La plate-forme est à 1.725 du rail, l'axe du corps cylindrique à 2.820 au dessus de la voie.
L'écartement des longerons est de 1m190 et celui des roues de 1.359. Celles-ci ont 0.140 de largeur.
Locomotive type 9 à surchauffe
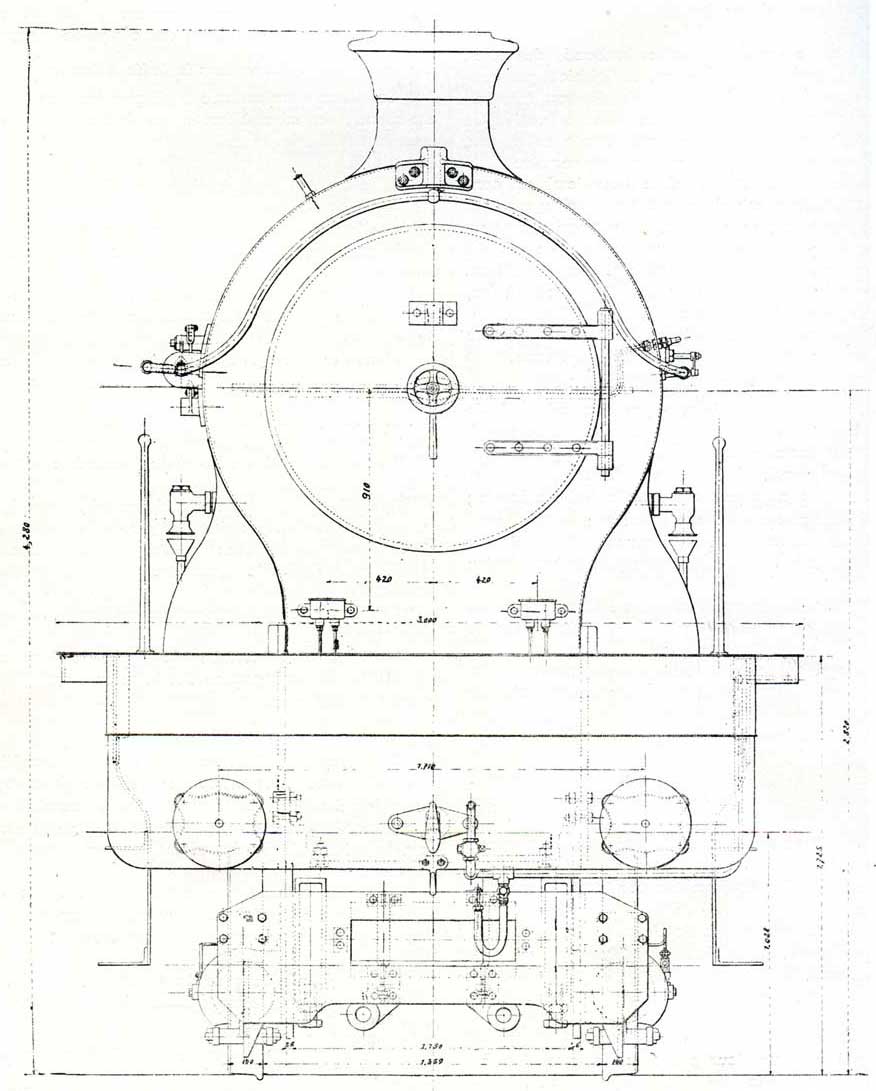
Vue d’avant
Ce dessin nous montre la disposition des tubes surchauffeurs, des tubes à fumée des tiroirs et des cylindres avec la tuyauterie de prise de vapeur et d'échappement de celle-ci.
A gauche, la coupe indique la prise de vapeur, et à droite l'échappement.
Les tiroirs ont un diamètre intérieur de 0.236 et sont placés au dessus des cylindres à une distance d'axe en axe de 0.435.
Les cylindres ont un diamètre intérieur de 0.445, deux sont placés en dehors des longerons et deux intérieurement.
L'axe des cylindres est à 1m028 au dessus du rail.
Locomotive type 9 à surchauffe
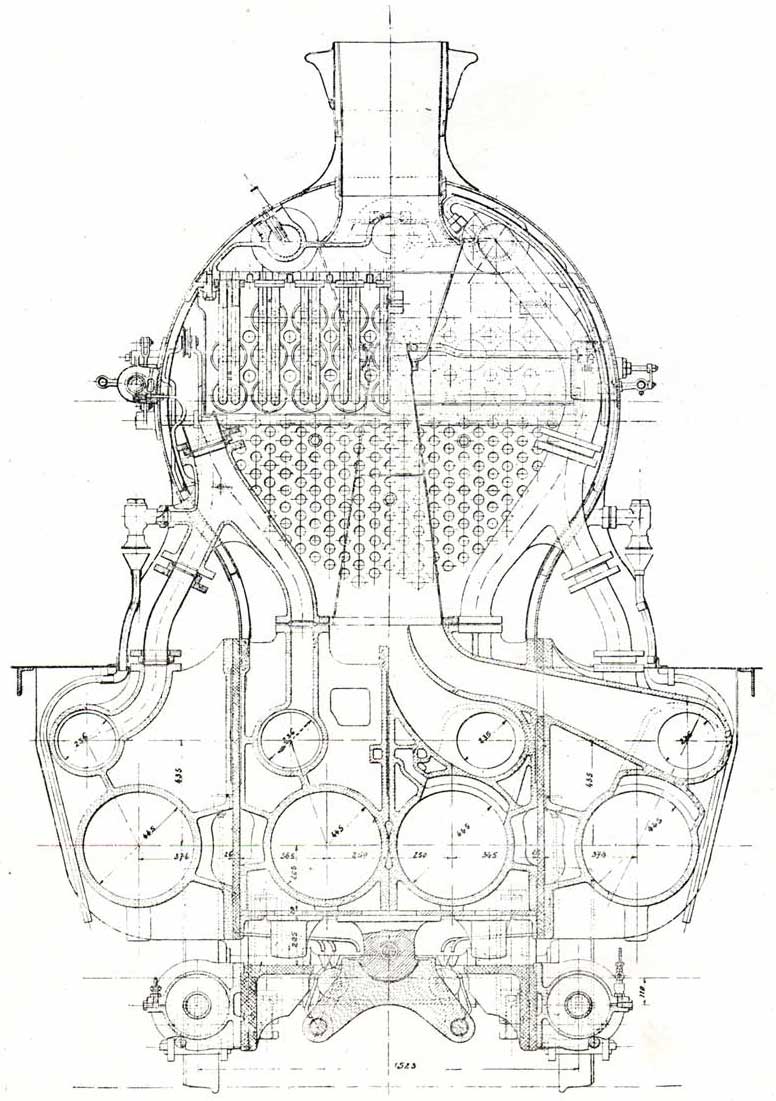
Coupe transversale dans la boite à fumée
La vue d'arrière de la machine nous montre l'agencement complet des accessoires de la chaudière.
Au dessus du toit de l'abri du machiniste se trouve le sifflet.
Immédiatement en dessous de ce toit, sont placés les quatre appareils de pression ; à gauche le manomètre du frein Westinghouse avec à côté le manomètre de la chaudière. A droite le pyromètre de la surchauffe et le manomètre du chauffage.
Au centre le modérateur ou manivelle de la prise de vapeur.
Aux deux côtés les tubes de niveau de l'eau, accompagnés à droite et à gauche des injecteurs munis de leurs tuyaux de décharge.
Locomotive type 9 à surchauffe
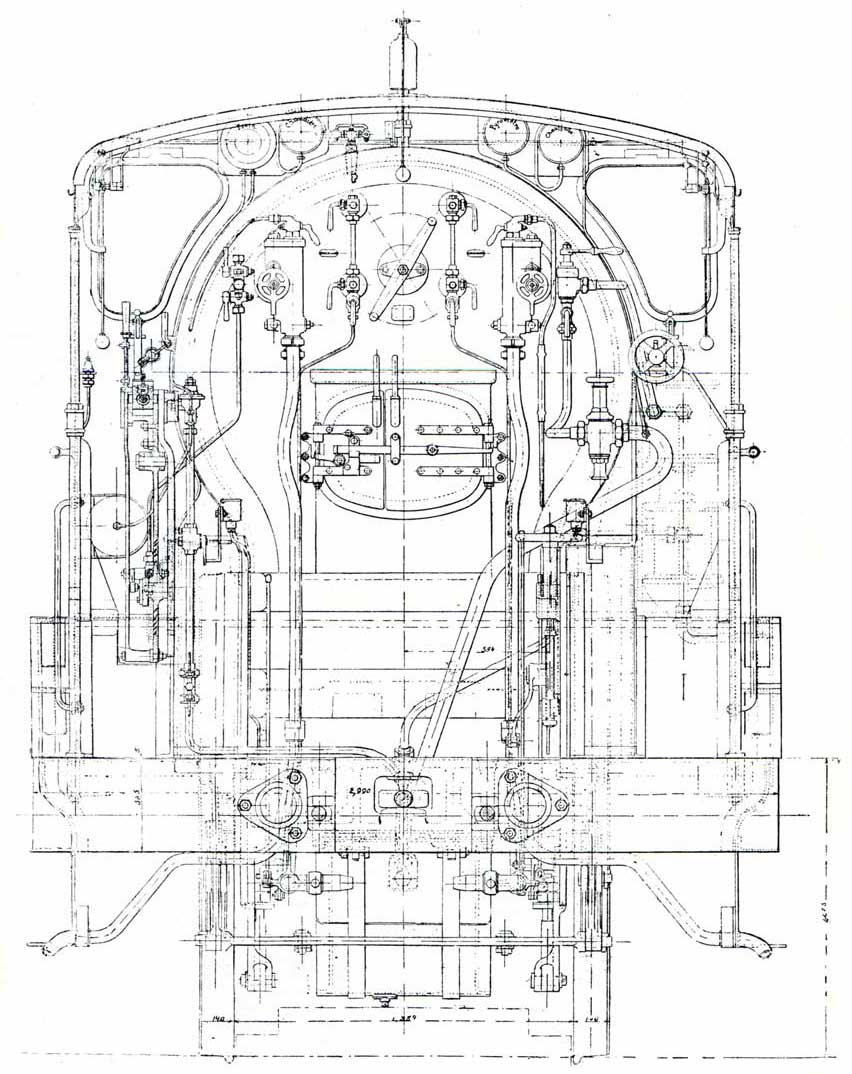
Vue d’arrière
Cette coupe indique au dessus de la chaudière, la soupape de sûreté, les entretoises du plafond du foyer, la disposition des tubes de la surchauffe au nombre de 25. Ils ont 0.118 de diamètre intérieur et sont placés sur trois rangées, distancés verticalement et horizontalement de 0.150.
Les tubes à fumée au nombre de 180 ont 0.045 de diamètre, ils sont placés en quinconces sur 19 rangées dont celle supérieure comprend onze tubes et celle inférieure 4.
La plus grande largeur du foyer est de 1m560. Au niveau de la voûte en briques réfractaires ce foyer n'a plus qu'un mètre de largeur.
Locomotive type 9 à surchauffe
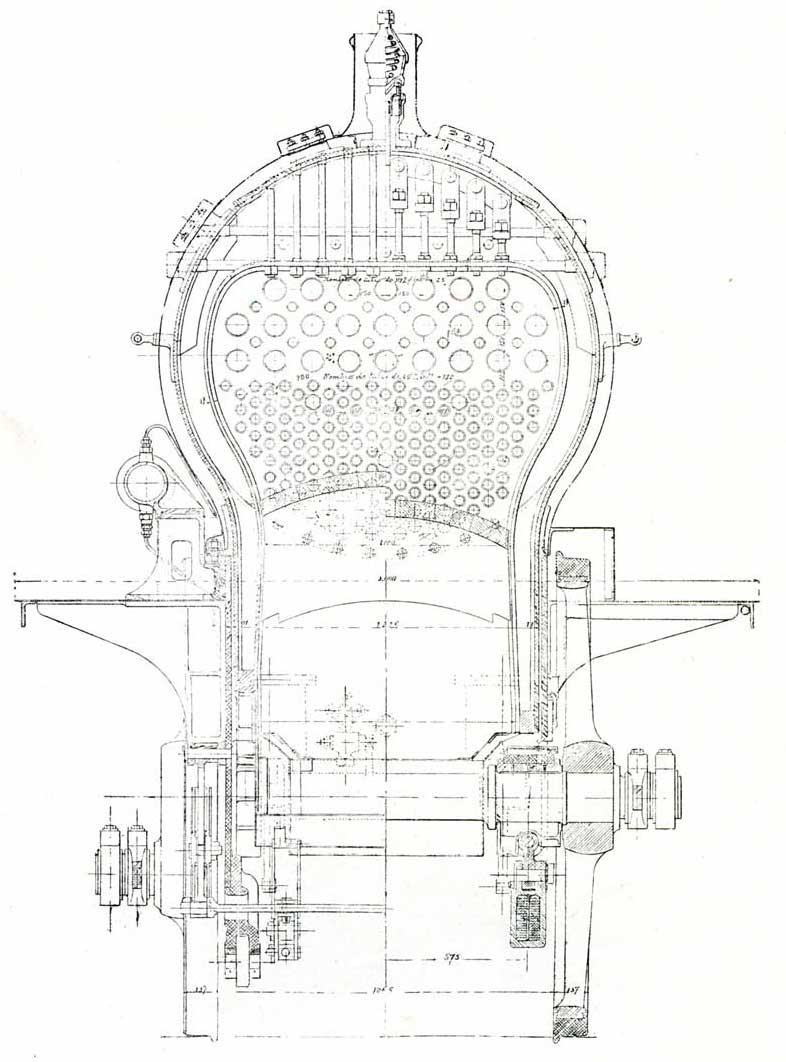
Demi coupe transversale par le servo-moteur
Demi coupe transversale sur l’essieu du milieu
Cette coupe donne la disposition de la plaque tubulaire de la boîte à fumée et une coupe de l'essieu moteur avec son graisseur.
L'autre demi coupe indique les plaques de cylindres et de tiroirs avec le graisseur des pistons.
Locomotive type 9 à surchauffe
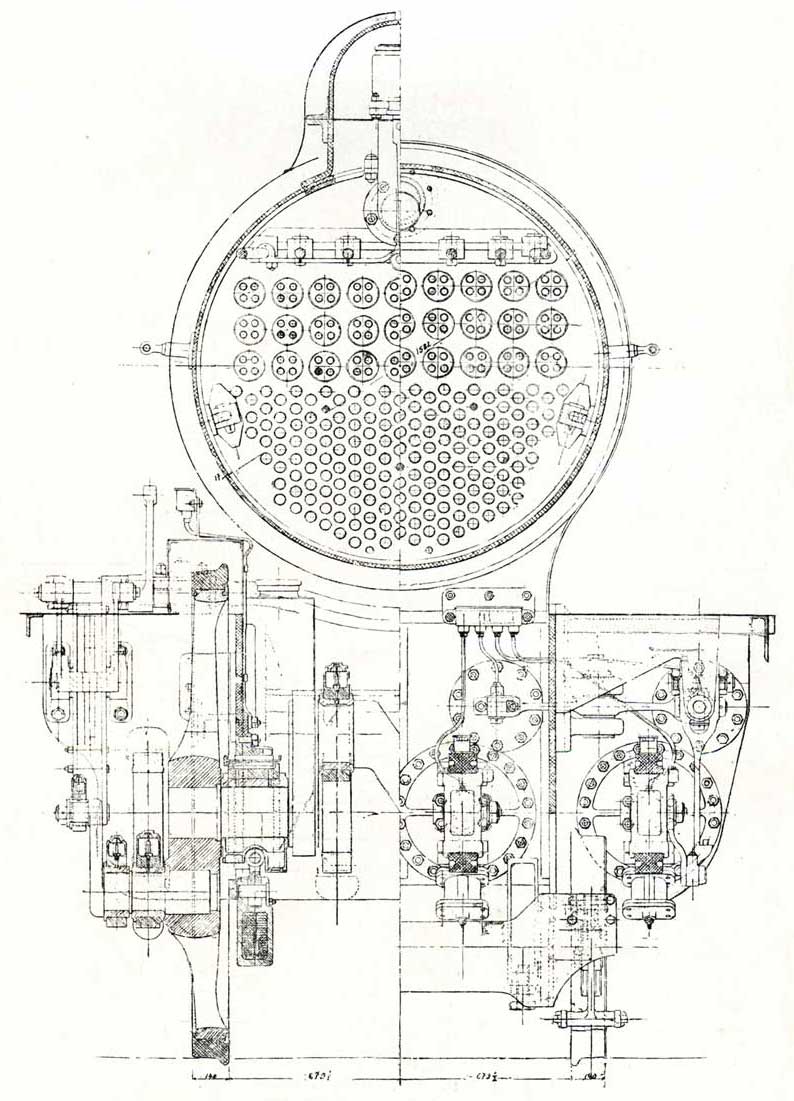
Demi coupe transversale sur l'essieu moteur.
Demi coupe transversale dans le mécanisme
Locomotive type 35, avec surchauffeur
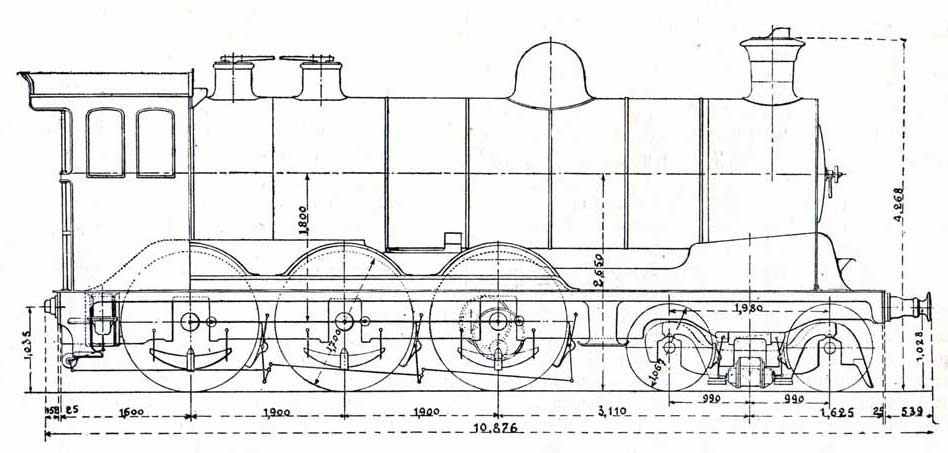
Vue d'ensemble
Fig. 1
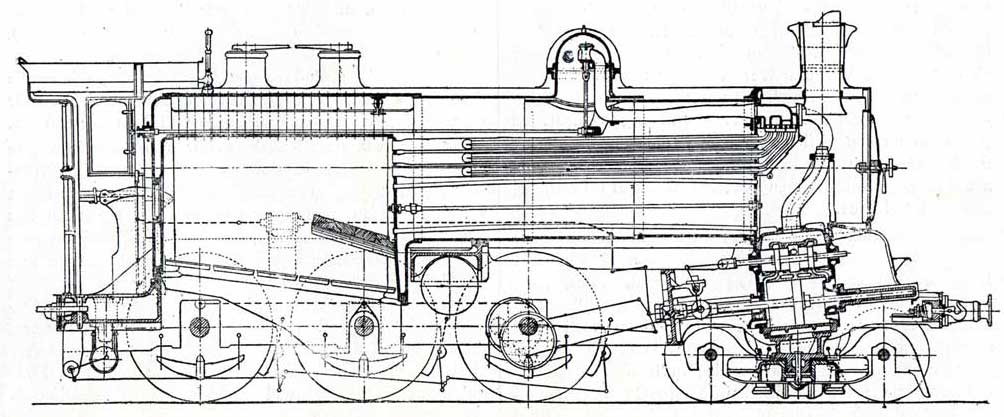
Coupe longitudinale
Fig. 2
Avant de décrire les accessoires de la chaudière, il nous paraît utile de placer ici les surchauffeurs.
Les pertes en condensation dans les cylindres sont des inconvénients inhérents à la machine alimentée par la vapeur saturée ; le moyen de les éviter a été recherché par les constructeurs depuis l'origine de la machine à vapeur. Pendant une certaine période on croyait devoir attribuer ces pertes de vapeur aux fuites des parties du cylindre et de la boîte à tiroir. Mais déjà Watt avait clairement reconnu la nature de ces pertes et cherchait à les diminuer par l'addition d'une enveloppe de vapeur, méthode qui a persisté jusqu'à nos jours. Vers 1860, Hirn fit les premiers essais scientifiques et appliqua dans certains cas la vapeur surchauffée, qui constitue le moyen de remédier aux pertes ci-dessus. Comme les températures de surchauffe adoptées par Hirn étaient trop faibles pour éviter la plus grande partie des condensations de vapeur et qu'il n'existait pas de surchauffeur pouvant réaliser ces hautes températures, comme, d'autre part, les huiles de graissage à point d'ébullition élevé manquaient, on considéra les efforts faits pour l'emploi de vapeur à haute température sans chance de succès, et le rendement de la vapeur surchauffée comme douteux. Cette méthode tomba dans l'oubli, grâce aussi à l'amélioration apportée aux machines par suite de la détente dans plusieurs cylindres et l'élévation de pression, qui évitaient en partie seulement les pertes par condensation.
Ce n'est que lorsque la machine à expansion multiple eût atteint son plus haut degré de perfectionnement et semblait à son apogée, qu'on revint à la vapeur surchauffée comme étant le remède le plus efficace contre toutes les pertes par condensation qui influencent toujours la machine ordinaire à détente prolongée et annulent en partie le travail produit par la vapeur.
M. Wilhelm Schmidt, ingénieur civil à Cassel, s'occupait vers 1880 de l'établissement de machines à air chaud dans le but d'arriver à un plus grand perfectionnement de la machine à vapeur et comme il résultait de ses expériences, que le travail à 350° cent. ne présentait aucune difficulté, il émit l'idée que la vapeur surchauffée à haute température devait présenter de grands avantages en réalisant la suppression de toutes les condensations intérieures.
De nouveaux essais réalisés au moyen de la vapeur fortement surchauffée l'amenèrent à reconnaître que la haute surchauffe constituait le remède tant cherché pour éviter les pertes en vapeur condensée et pour élever la machine à vapeur à un nouveau degré de perfection. Il se consacra alors entièrement à établir la machine à vapeur surchauffée et ont peut dire qu'il fut le premier qui introduisit la haute surchauffe dans la pratique.
Les chiffres remarquablement bas de consommation de charbon et de vapeur que M. Schmidt réalisa avec ses premières machines à surchauffe convainquirent bientôt les spécialistes, des avantages industriels résultant de l'emploi de la vapeur surchauffée.
Les administrations des chemins de fer ne pouvaient non plus méconnaître les avantages que présente la vapeur surchauffée dans l'exploitation des locomotives.
L'administration des chemins de fer de l'Etat Prussien fut la première à entreprendre des essais pratiques sur ses locomotives.
Ces essais furent concluants, toutes les autorités ont dès le début, reconnu la haute valeur de la surchauffe appliquée à la construction des locomotives.
Les premières locomotives étaient munies de surchauffeurs placés dans les boîtes à fumée, tandis que les chemins de fer de l'Etat belge, sur la proposition de M. Flamme, appliquaient les premiers appareils à surchauffe dans les tubes à famée.
L'emploi de la vapeur surchauffée économise non seulement une quantité assez considérable de vapeur condensée dans les cylindres, mais aussi accroît sensiblement le volume de la vapeur, il en résulte que la production de la chaudière et, par suite, la puissance de traction, augmente proportionnellement.
L'emploi de la vapeur surchauffée offre, en outre, l'avantage appréciable de pouvoir renoncer au compoundage dans bien des cas, ce qui constitue une simplification assez importante. En ce qui concerne l'économie la machine Compound à surchauffe n'arrive dans beaucoup de cas à dépasser la machine non Compound que de quelques tantièmes pour cent et ce peu de profit ne peut compenser les avantages qu'offre la machine non Compound, tels que meilleure adaptation aux terrains sans même tenir compte de la complication dans l'installation et l'entretien du compoundage. Le bénéfice de la machine Compound à vapeur saturée, consiste principalement dans les condensations au cylindre qui ne sont que de 20 à 25 p.c. tandis que pour la machine non Compound elles sont de 35 p.c. environ, or par l'emploi de la vapeur fortement surchauffée (vapeur thermique de 320 à 350°), toutes les condensations dans la machine non Compound sont supprimées ; d'où ressort la supériorité, démontrée dans la pratique, de la machine non Compound à vapeur surchauffée, sur la machine Compound à vapeur saturée.
Quant à la question de savoir si en employant la vapeur surchauffée on doit préférer la machine non-Compound à 4 cylindres ou la machine Compound à 4 cylindres, il faut remarquer que pour des machines très lourdes ou à grande vitesse, la première disposition présente quelques défauts se rapportant principalement aux pressions inégales de vapeur et des masses entravant la marche régulière. Dans ce cas, le dispositif à 4 cylindres est justifié, mais on pourra, dans la plupart des cas, donner la préférence à la machine non Compound à 4 cylindres sur la machine Compound à 4 cylindres, lorsqu'on maintiendra la pression moyenne de la chaudière de 10 à 12 atmosphères.
De ce qui précède, on peut tirer là conclusion, corroborée par les résultats pratiques, que la locomotive à vapeur surchauffée à pression modérée (10 à 12 atm.) avec une surchauffe aussi élevée que possible (350°), à 2 ou à 4 cylindres, mais à simple expansion, peut être considérée comme le système le plus économique.
L'augmentation de la puissance de traction par l'application de la vapeur surchauffée peut être aussi démontrée.
On peut admettre que l'on réalise avec une machine, à simple expansion à 2 cylindres, par l'adjonction d'un surchauffeur Schmidt, une économie de charbon de 15 p.c. comparativement à une machine de même force à disposition Compound. Cette estimation n'a rien d'exagéré, puisque des essais de plusieurs mois, entrepris sur une machine à simple expansion à 2 cylindres à surchauffe ont donné une économie de 17.5 p.c. en charbon et de 22 p.c. en eau vis-à-vis d'une machine Compound. On peut donc affirmer que 85 kilos de charbon réalisent le même travail que 100 kilos avec la machine Compound. Si, par conséquent, on brûle 100 kg. de charbon le travail effectué sera augmenté de ![]() en chiffres ronds.
en chiffres ronds.
Mais, avec la vitesse actuelle des rapides, on peut estimer que 40 p.c. du travail sont absorbés par les frottements de la machine et les résistances passives de la locomotive avec son tender et que, par conséquent 60 p.c. seulement de la force indiquée, développée dans les cylindres, sont transmis au crochet d'attelage.
Dans ces conditions, une plus value de 17.6 p.c. dans la puissance de la machine Compound à une augmentation de puissance de traction de ![]() environ, si on admet une diminution de charbon de 25 p.c. (économie réalisée par rapport à une machine à simple expansion à 2 cylindres à vapeur saturée), on arrive pour une même quantité de combustible à une augmentation de travail de
environ, si on admet une diminution de charbon de 25 p.c. (économie réalisée par rapport à une machine à simple expansion à 2 cylindres à vapeur saturée), on arrive pour une même quantité de combustible à une augmentation de travail de ![]() environ et une augmentation de l'effort de traction de
environ et une augmentation de l'effort de traction de ![]() environ.
environ.
Naturellement pour arriver à ce résultat il faut que les cylindres soient suffisamment grands pour utiliser la quantité de vapeur économisée par la suppression des condensations et que le poids adhérent de la locomotive suffit pour éviter le patinage des roues. La grande surchauffe permet donc de réaliser l'accroissement de la puissance de la locomotive, toujours recherchée pour arriver à de plus grandes vitesses ou pour augmenter la puissance de traction, sans avoir à agrandir la chaudière, et d'éviter ainsi des dimensions d'encombrement anormales.
Plus de 30 p.c. d'économie de charbon ont été effectivement réalisés, là où des machines à simple expansion à 2 cylindres et à surchauffe, étaient en concurrence avec des machines à simple expansion à 2 cylindres, à vapeur saturée ; l'économie qui ressort de l'emploi de la surchauffe est donc évidente.
Pour de très grandes vitesses, la vapeur surchauffée acquiert une importance encore plus grande, car avec l'accroissement de la vitesse, la locomotive absorbe une partie de plus en plus grande du travail développé pour sa propulsion propre et pour vaincre les résistances plus grandes dues à l'air.
Si on admet que, pour une vitesse moyenne de 100 kilom. à l'heure, il ne reste, plus que 50 p.c. de disponible sur le crochet d'attelage, on obtient, en se basant sur les données ci-dessus, pour l'augmentation de la locomotive à surchauffe à simple expansion à 2 cylindres ; en comparaison avec la locomotive Compound à vapeur saturée
![]()
et en comparaison avec la locomotive à simple expansion à 2 cylindres à vapeur saturée
![]()
Une locomotive à simple expansion à 2 cylindres, à surchauffe, serait donc capable, pour de très grandes vitesses, de remorquer 66 p.c. de plus que la locomotive à simple expansion à 2 cylindres à vapeur saturée.
L'économie d'eau résultant de la haute surchauffe permet de choisir un tender plus petit. En maintenant au tender sa capacité primitive, on peut parcourir des distances beaucoup plus longues sans renouvellement d'eau, ce qui est de grande importance dans les locomotives-tender.
Depuis longtemps, la direction de la traction des chemins de fer de l'Etat Belge avait son attention attirée sur l'utilisation de la vapeur surchauffée dans les machines fixes de l'industrie et sur les résultats obtenus qui étaient des plus favorables.
En surchauffant la vapeur (1) on améliore son cycle théorique ; de plus, tout en maintenant la pression constante, l'on augmente son volume proportionnellement à l'élévation de la température tout en diminuant sa densité. En outre, lorsque le degré de surchauffe est suffisant, l'on supprime les pertes dues à la condensation dans les cylindres, car alors l'excédent de chaleur contenu dans la vapeur surchauffée est suffisant pour réchauffer les parois des cylindres et des conduits tout en conservant la température nécessaire pour éviter les condensations et les pertes de travail pendant la détente. Les essais avaient aussi mis en lumière une propriété précieuse de la vapeur surchauffée. Il fut en effet, reconnu que celle-ci devient mauvaise conductrice de la chaleur, contrairement à ce qui se passe lorsqu'elle est en état de saturation.
Ces nombreux avantages attestés par les résultats obtenus à la suite d'essais multiples entrepris par les ingénieurs les plus compétents, sont surtout précieux pour la machine locomotive dont on ne peut indéfiniment augmenter la capacité et le timbre de la chaudière. L'emploi d'un surchauffeur pratique augmente la puissance du générateur et l'utilisation de la vapeur surchauffée produite est des plus économique.
Elle est donc tout indiquée lorsqu'il s'agit de remorquer de lourds trains de marchandises sur les sections de ligne à fortes inclinaisons, car il est alors indispensable de réduire à son minimum la consommation d'eau et de vapeur. Pour les trains de banlieue comportant des arrêts fréquents, la surchauffe est encore des plus recommandables parce qu'elle ne donne lieu qu'à de faibles condensations lors des démarrages fréquents nécessités par de nombreux arrêts. La grande vitesse est aussi favorisée par l'emploi de la vapeur à haute surchauffe.
En effet, la plus grande fluidité de celle-ci ainsi que sa siccité permettent la marche à très faibles admissions ce qui ménage la chaudière juste au moment où elle est mise le plus à contribution par le grand nombre de cylindrées qu'elle a à fournir.
Par contre, lorsque l'on fait usage de la vapeur saturée, son passage dans les conduits est plus laborieux et entraine inévitablement un surcroit de condensation.
C’est en se basant sur ces différentes considérations théoriques et pratiques, que la direction de la traction des chemins de fer de l'Etat belge reconnut la grande utilité qu'il y avait à pousser ses investigations dans cette voie. Dès 1900, elle entama des négociations avec M. Schmidt, le spécialiste allemand connu qui déjà à cette époque avait muni un certain nombre de locomotives d'un surchauffeur de vapeur formé principalement d'une série d'anneaux placés dans la boite à fumée.
Ce système s'adapte sans difficulté aux machines à cylindres extérieurs, il n'en est pas tout à fait de même pour les moteurs à cylindres intérieurs qui sont d'un emploi général en Belgique. Dans ce cas il devient impossible d'évacuer par le fond de la boite à fumée les escarbilles amenées par le gros tube à flamme logé à la base du corps cylindrique.
D'autre part, le surchauffeur établi dans le corps cylindrique de la chaudière et décrit plus loin, présente de sérieux avantages. Il est plus léger, moins encombrant, facile à nettoyer et à entretenir et son installation ne nécessite aucune modification importante à la boite à fumée. Ce fut par conséquent ce type d'appareil que la direction de la traction se décida à adopter et dont l'application se fit en 1903, à une puissante locomotive, à 6 roues accouplées avec bogie, alors en construction dans les usines Cockerill à Seraing.
Une autre question primordiale se posait en même temps. Etait-il bien nécessaire de surchauffer la vapeur à une température atteignant 300 et 350° centigrades.
Il est évident en effet, que si théoriquement et pratiquement l'emploi de la vapeur à haute surchauffe est des plus économique, il nécessite par contre des soins beaucoup plus assujettissants dans le graissage des tiroirs et des cylindres et dans la confection des garnitures métalliques.
En vue de se rendre compte de l'efficacité du degré de surchauffe, il a été entrepris des essais au moyen d'un appareil à faible surface de surchauffe, également installé dans le corps de la chaudière d'une des machines type 35 dont il est question plus loin ; après plusieurs mois d'expériences comparatives, il a été reconnu que l'utilisation de la vapeur légèrement surchauffée n'offrait aucun avantage appréciable au point de vue de l'économie de combustible ou du renforcement de la puissance.
Au contraire, avec l'appareil Schmidt monté sur une locomotive type 35 (fig. 4 et 5), et amenant la vapeur à une température comprise entre 300 et 350°, des résultats favorables ont pu être constatés.
Les locomotives comparées, utilisant l'une la vapeur saturée et l'autre la vapeur surchauffée, sont toutes deux des machines type 35 à 6 roues accouplées de 1m6o avec bogie à l'avant. Le générateur est à boite à feu extérieur ronde, le ciel du foyer étant relié au berceau par des tirants verticaux. Le foyer, du modèle moyennement profond, brûle du charbon menu additionné de briquettes en quantités variables avec les trains remorqués.
Les cylindres sont intérieurs avec tiroirs cylindriques placés au dessus et admission de vapeur entre les pistons conjugués.
Cette disposition nécessite, avec la distribution système Stephenson, l'emploi d'un rockingshaft lequel donne aux tiroirs des déplacements inverses de ceux réalisés lorsque l'échappement se produit entre les pistons conjugués des distributeurs.
Les 6 roues accouplées et le bogie sont freinés à l'air comprimé. Quant aux dimensions principales elles sont indiquées dans le tableau ci-dessous :
| Cylindre : | diamètre : | 520 m/m ; |
| Cylindre : | course : | 66o m/m ; |
| Pression de marche : | 14 atmosphères. | |
| Diamètre des roues motrices : | 1m600 ; | |
| Hauteur de l'axe au dessus du rail : | 2m60 ; | |
| Tubes : | longueur : | 4m13 ; |
| Tubes : | diamètre extérieur : | 50 m/m ; |
| Tubes : | nombre : | 271 ; |
| Surface de chauffe intérieure dans les tubes : | 158m27 ; | |
| Surface de chauffe dans le foyer : | 14m9.0 ; | |
| Surface de chauffe totale : | 173m 15 ; | |
| Surface de la grille : | 2m84. | |
| Poids en ordre de marche | 1er essieu (kilos) | 9740 |
| Poids en ordre de marche | 2e essieu (kilos) | 9740 |
| Poids en ordre de marche | 3e essieu (kilos) | 18215 |
| Poids en ordre de marche | 4e essieu (kilos) | 17850 |
| Poids en ordre de marche | 5e essieu (kilos) | 17500 |
| Poids total | 72965 | |
| Poids adhérent | 53565 | |
| Effort théorique de traction P | 16128 | |
La machine munie du surchauffeur Schmidt, subit de ce chef une certaine réduction de la surface ordinaire de chauffe indirecte due à la substitution de 21 tubes de 118 m/m de diamètre à 103 tubes de 50 mm.
Pour ce moteur la surface de chauffe intérieure dans les tubes est de 98 m. car. 10 et la surface de chauffe totale est de 130m056.
La surface extérieure de surchauffe égale 27 m. car. 13.
Quant à l'appareil proprement dit, destiné à la surchauffe et dont la disposition d'ensemble est indiquée aux figures 2, 4 et 5 il comprend deux parties essentielles.
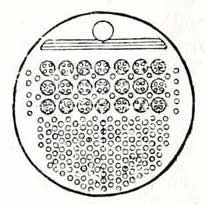
Disposition des tubes
1° Une série de tubes en fer de 118 m/m de diamètre extérieur, occupant la partie supérieure du faisceau tubulaire et livrant comme celui-ci passage aux flammes et aux gaz chauds.

Fig. 4
Coupe transversale d'une locomotive munie du surchauffeur Schmidt.
Vue de la tôle tubulaire du foyer
2° des tubes recourbés en U groupés par paires dans les tuyaux à flammes, et destinés à la circulation de la vapeur à surchauffer.
Un collecteur de vapeur à plusieurs compartiments est placé au sommet de la boite à fumée.
Quelques organes supplémentaires complètent le système.
C'est ainsi qu'un clapet sert à obstruer les tubes à flammes lorsque la vapeur ne circule pas dans les tuyaux de surchauffe.
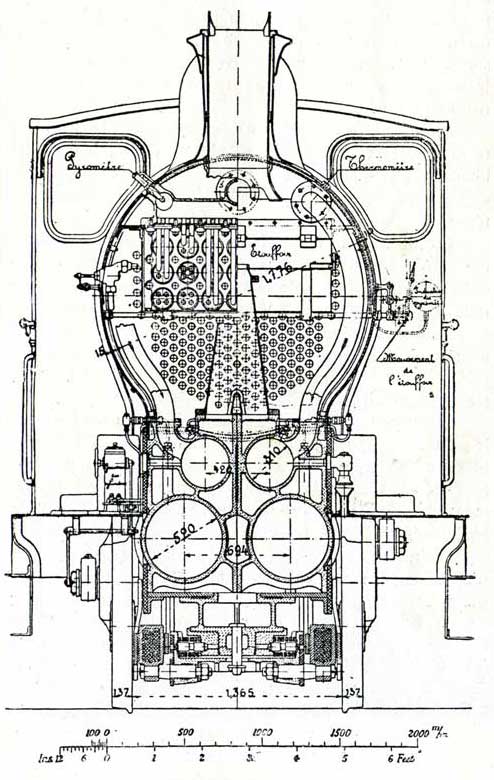
Fig. 5
Coupe transversale d'une locomotive munie du surchauffeur Schmidt.
Détails du surchauffeur dans la boîte à fumée
Un pyromètre à mercure indique la température de la vapeur surchauffée à l'entrée des tuyaux de livrance. Le degré de surchauffe est lu sur un cadran gradué placé dans l'abri.
Le graissage des cylindres et des chapelles s'opère par un graisseur télescopompe à 6 départs. Le lubrifiant utilisé est une huile minérale à point d'inflammabilité élevé.
Certaines particularités sont à signaler en ce qui concerne la construction de plusieurs parties du surchauffeur.
Les gros tubes à flammes, qui sont en fer sans soudure, sont vissés dans la tôle tubulaire du foyer et mandrinés dans celle de la boite à fumée.
Les tuyaux de surchauffe, également en fer sans soudure, sont protégés contre l'action de la flamme du côté du foyer par des calottes en acier coulé.
Dans la boite à fumée ces tubes sont mandrinés dans des brides fixées par des boulons au collecteur. L'étanchéité est assurée au moyen de joint en amiante. D'une manière générale le cuivre, le bronze et le laiton sont exclus de toutes les pièces en contact avec la vapeur surchauffée. Les tuyaux de livrance sont en fer et les joints entre ces tuyaux et les cylindres sont formés de lentilles en fonte.
Les garnitures métalliques des tiges de piston et des contre tiges sont composées d'anneaux de fonte et métal blanc dont le serrage sur la tige est obtenu par un ressort et qui permettent à celle-ci de légers déplacements latéraux.
Les tiroirs sont cylindriques avec admission de vapeur entre les deux pistons conjugués, ce qui permet de réduire les garnitures à de simples bagues en bronze avec rainures de graissage. L'étanchéité entre chaque tiroir et la surface cylindrique contre laquelle il se meut, est assurée au moyen de 3 cercles en fonte de section appropriée, la vapeur agissant par pression à l'intérieur du segment principal.
En ce qui concerne les essais effectués avec les deux locomotives type 35 citées plus haut, ceux-ci ont d'abord eu lieu avec des trains de marchandises à une allure accélérée et des trains de voyageurs semi-banlieue circulant sur la ligne du Luxembourg, dont le profil, très accidenté, comporte de nombreuses rampes de 16 m/m
Chaque locomotive assura 24 trains de marchandises d'un tonnage moyen de 250 tonnes et 12 trains de voyageurs dont le poids atteignait 150 tonnes en moyenne.
Le parcours total effectué par chaque moteur s'éleva à 1 1,500 kilomètres. L'économie de charbon par train kilométrique en faveur de la machine à vapeur surchauffée se trouva être de 13.33 p.c. La consommation d'eau fut réduite de 18 p.c. Par contre, les dépenses en matières lubrifiantes s'accrurent dans une certaine proportion.
Après 4 mois d'essais sur la ligne du Luxembourg, des expériences plus précises furent organisées avec des trains directs de voyageurs sur la ligne de Bruxelles à Charleroi qui comporte une série de rampes de 13 m/m. Pendant 10 jours pendant lesquels les conditions climatériques restèrent invariables, les 2 machines remorquèrent alternativement un même train de 250 tonnes. Les économies en faveur de la locomotive à vapeur surchauffée furent par train kilométrique de 14.3 p.c. pour le combustible et de 18.6 p.c. pour l'eau. En outre les vitesses relevées au sommet des rampes accusèrent une augmentation moyenne de 9.5 p.c. pour la puissance de cette machine, toutes les conditions étant rigoureusement les mêmes.
Au point de vue de l'entretien la locomotive type 35 à vapeur surchauffée n'a pas nécessité de soins spéciaux pendant 1 an 1/2 de service.
Ces premiers résultats favorables ont engagé l'Etat belge à essayer sur une vaste échelle l'application de la surchauffe aux locomotives.
Parmi ces dernières se trouvent un certain nombre de locomotives type 35 qui ont pleinement confirmé les résultats favorables obtenus avec le premier moteur de ce modèle.
Les surchauffeurs Schmidt de locomotives sont exécutés en deux types différents :
Le surchauffeur placé dans les tubes à fumée, qui équivaut absolument comme travail, au surchauffeur placé dans la boite à fumée, présente cependant sur ce dernier les avantages suivants :
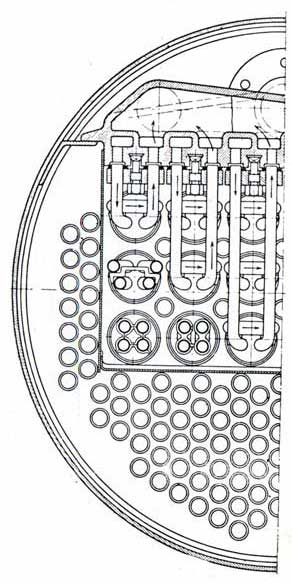
Vue de face de la tôle tubulaire du foyer
Ces avantages ont été d'une telle évidence que l'on n'emploie à l'Etat belge que le surchauffeur placé dans les tubes à fumée.
La chaudière type locomotive reçoit comme l'indique la figure 3, à la partie supérieure 2 à 4 rangées de tubes à fumée de gros calibre, de 118 à 136 m/m de diamètre intérieur, légèrement rétrécis dans la paroi du foyer et mandrinés dans les 2 plaques tubulaires. Dans chacun de ces tubes à fumée est disposé un élément de surchauffe composé de deux tubes en U réunis par un collier traverse, formant un seul faisceau dans la boite à fumée. La vapeur circule ainsi dans cet élément deux fois en double parcours. Comparativement à l'ancienne disposition, d'ailleurs très appréciée, qui comportait pour chaque élément deux tubes en U séparés, la vitesse de la vapeur est, dans le nouveau dispositif, notablement supérieure, ce qui assure un meilleur refroidissement des parois et, par suite, une plus longue durée des tubes de surchauffe. Les deux extrémités des tubes de chaque élément sont coudées dans la boîte à fumée des tubes de surchauffe. Les deux extrémités des tubes de chaque élément sont coudées dans la boîte à fumée et mandrinées dans une bride commune fixée elle même par un fort boulon central au collecteur de vapeur.
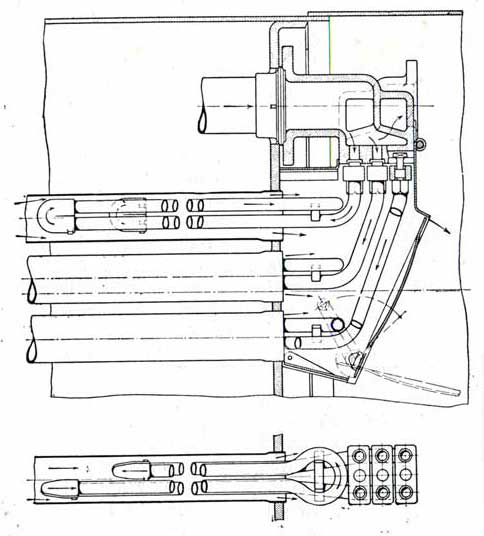
Surchauffeur placé dans les tubes à fumée.
Brevet Wilhelm Schmidt. Coupe longitudinale.
Les extrémités des tubes sont simplement cintrées vers le haut, ce qui nécessite des brides horizontales, fixées au collecteur de vapeur par des boulons verticaux à rainures ; ou bien ces tubes sont cintrés vers le haut et en arrière comme le montre la figure 2 ce qui nécessite des brides verticales fixées par des boulons placés horizontalement. Ces deux systèmes de construction ont été employés, mais le premier, plus simple, est utilisé par la plupart des administrations de chemins de fer.
La forme en U est donnée aux éléments tubulaires de deux manières différentes :
Les registres ouverts permettent l'inspection des tubes surchauffeurs. Ils sont reliés par une chaîne à la porte de la boite à fumée, ce qui rend solidaire leur mouvement et permet une visite immédiate du surchauffeur lors de l'ouverture de la porte. Lorsque la machine est au repos et la boite à fumée fermée, les registres sont toujours fermés. Le piston de l'appareil automatique forme soupape lorsqu'il est à fond de course et est maintenu étanche par la pression de vapeur. Les fuites à travers le piston ne peuvent, par conséquent, donner lieu à aucune perte de vapeur, même si cet organe joue librement pour assurer une marche régulière.
Le ramonage de la suie et des cendres des tubes, à fumée et des tubes surchauffeurs s'opère facilement par le foyer et d'une manière efficace, au moyen d'un jet de vapeur ou d'air comprimé ; mais on peut également y procéder par la boite à fumée. Comme le ramonage par la vapeur ou l'air comprimé s'opère plus rapidement que par la brosse, on peut aussi nettoyer en même temps les autres tubes à fumée rationnellement et de la même manière.
Parmi les nombreux résultats obtenus dans des parcours d'essais et en service normal, avec des locomotives à vapeur surchauffée, nous ne choisirons que quelques points importants.
Le tableau ci-après donne les résultats concernant l'économie de combustible et d'eau réalisées avec des surchauffeurs Schmidt, d'après les chiffres communiqués par différents ingénieurs de chemins de fer. La plupart de ces chiffres ont été obtenus à l'aide d'essais comparatifs, de locomotive à vapeur surchauffées et de locomotives ordinaires, faits dans des conditions similaires et des périodes embrassant plusieurs mois. Cependant, d'après les résultats de l'exploitation ordinaire, seuls, il n'est pas facile de se faire une idée exacte sur l'économie véritable de consommation, car dans beaucoup de cas la conduite et l'entretien des locomotives à vapeur surchauffée laissent beaucoup à désirer. Les résultats beaucoup plus favorables obtenus dans des parcours d'essais doivent être regardés comme les maximums réalisables grâce à la surchauffe ; s'ils ne sont pas réalisés en service normal, c'est que la longueur des trains et les horaires sont réglés en vue des conditions les meilleures et les plus économiques pour les locomotives ordinaires, conditions qui ne conviennent pas à la puissance beaucoup plus considérable des locomotives à vapeur surchauffée. Malgré ces inconvénients, l'économie moyenne de charbon obtenue en service pratique avec la surchauffe représente 25 à 30 p.c. de la consommation des machines à simple expansion et 1 5 à 20 p.c.de celle des Compounds alimentées de vapeur saturée.
En juin 1905, l'administration des chemins de fer de l'Etat Prussien (direction de Berlin) entreprit des essais comparatifs, sur la ligne Grünewald-Guterglück, entre une locomotive à 2 essieux couplés, bogie et essieu porteurs arrière, à 4 cylindres Compound, de construction hanovrienne et une locomotive à surchauffe à 2 essieux couplés et bogie, avec surchauffe Schmidt placé dans la boîte à fumée. Les deux locomotives avaient presque le même poids adhérent de 32 tonnes. La surface de chauffe de la locomotive ordinaire munie de tubes Serve était toutefois de 230 m. car. contre 101.7 m. 30.8 pour la locomotive à surchauffe. Malgré cela, cette dernière a montré une grande supériorité en ce qui concerne la puissance de traction. On forma des trains de 9, 11 et 13 wagons à 4 essieux. Les consommations de combustibles et d'eau pour 1000 tonnes kilométriques de poids remorqué s'établirent comme suit :
Locomotive grande vitesse à 2 essieux couplés, bogie et essieu porteur arrière = 72.2 kilos de charbon et 448 litres d'eau.
Locomotive à surchauffe à 2 essieux couplés et bogie = 54 kilos de charbon et 264 litres d'eau, donc, pour cette dernière, une économie de 25 p.c. de charbon et 41 p.c. d'eau.
Locomotive de grande vitesse à 2 essieux couplés, bogie et essieu porteur arrière = 66.1 kilos de charbon et 422 litres d'eau.
Locomotive à surchauffe à 2 essieux couplés et bogie = 47.7 kilos de charbon et 251 litres d'eau soit une économie, en faveur de la surchauffe, de 27.8 p.c. de charbon et 40.5 p.c. d'eau.
Locomotive grande vitesse à 2 essieux couplés, bogie et essieu porteur arrière = 64.7 kilos de charbon et 384 litres d'eau.
Locomotive à surchauffe à 2 essieux couplés et bogie égale 43.2 kilos de charbon et 243 litres d'eau ce qui correspond à une économie pour la dernière locomotive, de 33 p.c. de charbon et 36.7 p.c. d'eau.
L'augmentation de la puissance de traction de la locomotive à surchauffe ressort déjà de ce fait que l'économie de charbon progresse avec l'addition de nouvelles charges. Dans le rapport de la direction royale des chemins de fer à Berlin, on s'exprime de la façon suivante sur la puissance de traction de deux locomotives : Pendant que la locomotive Compound à 2 essieux couplés, bogie et essieu porteur arrière faisait le trajet de 3 essais respectivement en 190, 200 1/4 et 220 3/4 minutes au lieu des 198 minutes réglementaires prévues, la locomotive à surchauffe remorquait des trains plus lourds de 10, 20 et 40 tonnes en 170, 173 et 187 minutes, elle mettait donc 42 3/4 minutes de moins, pour le train le plus lourd, que la locomotive à 4 cylindres Compound de 360/560 de diamètre et de 14 kilos de pression effective à chaudière.
L'administration procéda en Janvier et Février 1906, à des voyages comparatifs entre une locomotive-tender à 3 essieux couplés avec surchauffeur Schmidt dans les tubes à fumée et une locomotive-tender à 3 essieux couplés et à bissel, à vapeur saturée. Voici les dimensions des deux locomotives concurrentes :
Locomotives-tender à 3 essieux couplés et à bissel, cylindres jumelés, vapeur ordinaire.
| Diamètre des cylindres m/m | 450 |
| Course des pistons m/m | 630 |
| Pression de la chaudière en atmosphères | 12 |
| Surface de la grille en m. car. | 1.53 |
| Surface de chauffe. | 111 |
| Poids adhérent, ordre de marche t. | 44.6 |
| Poids de la locomotive t. | 59.2 |
Locomotive-tender à 3 essieux couplés, à cylindres jumelés et à vapeur surchauffée.
| Diamètre des cylindres m/m | 500 |
| Course des pistons m/m | 600 |
| Pression de la chaudière en atmosphères | 12 |
| Surface de la grille en m. car. | 1.48 |
| Surface de chauffe en m. car. | 68.40 |
| Surface de chauffe du surchauffeur en m. car. | 16.40 |
| Surface de chauffe totale en m. car. | 84.80 |
| Poids adhérent en ordre de marche t. | 43.5 |
| Poids de la locomotive t. | 43.5 |
La locomotive à 3 essieux couplés et bissel à vapeur saturée, n'a pu, en puissance maxima, transporter suivant les horaires, que 84 essieux ou 666 tonnes, de poids, tandis que la locomotive à surchauffe, plus légère a, par contre, été capable de véhiculer 104 essieux, soit 828 tonnes de poids, dans un temps plus court de 10 minutes.
D'autre essais comparatifs ont été organisés, entre autre par la direction de Breslau sur une ligne présentant sur 24 kilomètres de longueur, des rampes de 25 et de 22 m/m par mètre, entre une locomotive-tender à 5 essieux couplés avec surchauffeur dans la boite à fumée et une locomotive-tender de même poids à 5 essieux couplés à vapeur saturée.
En se basant sur ces expériences, on peut établir le tableau suivant, indiquant la puissance de traction des 2 locomotives similaires par le nombre d'essieux des trains expérimenté.
| Locomotive-tender à 5 essieux couplés, à surchauffe pour une vitesse à l'heure de | 20 km. | 25 km. | 30 km. |
| nombre d'essieux remorqués | 84 | 82 | 80 |
| 40 | 40 | 40 | |
| 40 | 40 | 40 | |
| 84 | 82 | 80 | |
| Locomotive-tender à 5 essieux couplés à vapeur saturée | |||
| nombre d'essieux remorqués | 64 | 60 | 56 |
| 30 | 30 | 28 | |
| 30 | 30 | 28 | |
| 60 | 56 | 52 |
La puissance de traction de la locomotive à surchauffe, dépasse donc celle du même poids à vapeur ordinaire de 33 à 54 p.c.
Des parcours comparatifs furent établis entre une locomotive tender à 3 essieux couplés et à bissel, avec surchauffe dans la boite à fumée et une locomotive-tender à 3 essieux et à bissel, à vapeur saturée, les machines du même poids avaient les dimensions suivantes :
| la 1re | la 2me | |
| poids en ordre de marche tonnes | 61.48 | 59.75 |
| diamètre des cylindres m/m | 540 | 480 |
| course des pistons | 630 | 630 |
| diamètre des roues | 1500 | 1500 |
| surface de chauffe | 103.4 | 120.5 |
| surface de chauffe des surchauffeurs | 29.5 | |
| surface de la grille | 1.70 | 1.70 |
Il s'agissait de déterminer la puissance maxima des 2 machines pour une utilisation industrielle.
Les résultats sont les suivants :
36 essieux remorqués par la locomotive ordinaire
52 essieux remorqués par la locomotive à surchauffe
Pour cette grande augmentation de puissance de la locomotive à surchauffe, cette dernière consommait 16.6 p.c. de combustible et 37 p.c. d'eau en moins que la locomotive à vapeur saturée.
En août 1906, fut faite une série de voyages d'essais sur une ligne très accidentée, ayant des rampes jusqu'à 1:100 (10 m/m par mètre) allant de Grunewald à Sangerhausen et retour, 395.2 kilomètres, qui a démontré la grande supériorité de la marche avec vapeur surchauffée en ce qui concerne la puissance de traction.
Les dimensions de la locomotive étaient :
| diamètre des cylindres m/m | 590 |
| course du piston | 630 |
| diamètre des roues motrices | 1750 |
| pression en atmosphères | 12 |
| surface de la grille | 2.600 |
| surface de chauffe | 150.600 |
| surface de surchauffe m. car. | 49.400 |
| poids adhérent t. | 47.700 |
| poids de la locomotive t. | 69.550 |
On forma des trains express lourds avec 10, 12 et 14 voitures à 4 essieux, constituant un poids de 330, 400 et 471 tonnes pour les wagons et un poids de 449, 520 et 590 tonnes pour le train, avec réduction sensible des horaires réglementaires pour train express.
Le dernier train de 590 tonnes de poids avait 56 essieux.
Durant la montée présentant une rampe de 10m/m par mètre, on a atteint pendant environ 6 minutes, des puissances maxima de 1845 à 1890 HP. avec des vitesses de 75 à 70 kilomètres à l'heure.
En tenant compte de la faible surface de chauffe de 150.6 + 49.4 = 200 mètres carrés, ce rendement remarquable ne s'explique que par l'économie de vapeur que procure la locomotive à surchauffe.
La consommation moyenne pendant ce parcours, par rapport aux 1000 tonnes kilométriques de poids du train était de 207 litres d'eau et 33.4 kg. de charbon.
Ces voyages d'essais ont démontré que la locomotive peut, pour des charges usuelles de trains express, se passer de secours, même dans les pays accidentés.
Les chemins de fer de l'Etat Belge, qui ont actuellement plus de 400 locomotives à surchauffe du type Schmidt, ont obtenu, par des essais approfondis, avec un grand nombre de locomotives à surchauffe, des résultats très favorables.
D'après les indications de M. Flamme, administrateur, les derniers résultats, accusent une économie de 32 p.c.
La Compagnie Canadienne du Pacifique a fait des observations répétées pendant une assez longue période sur des locomotives à surchauffe Système Schmidt. Monsieur Vaughan, ingénieur en chef de la traction, dans un rapport à l'association des mécaniciens en chef des chemins de fer américains dit à ce sujet :
Les relevés sur la locomotive n° 548 (à 3 essieux couplés, essieu porteur arrière et bissel, pour trains de voyageurs, avec surchauffeur Schmidt dans la boite à fumée) s'étendent sur une période de 17 mois pendant laquelle la machine fut comparée aux locomotives ordinaires à simple expansion et du type Vauclain (à marchandises) Compound et des locomotives Express (Pittsburg) à simple expansion et compound... La locomotive à surchauffe réalisa 25 p.c. d'économie de charbon sur les locomotives à simple expansion à vapeur, saturée et 18 p.c. sur les machines compound... Ces résultats sont certainement remarquables sous le rapport de l’économie industrielle. La machine en question est préférée par tout le personnel desservant. Les pistons et tiroirs ont été construits par M. Schmidt et ces organes ont travaillé d'une façon satisfaisante et ce n'est qu'avec des températures dépassant 700° F. (405° C.) que des difficultés de graissage et de garniture se faisaient sentir.
La Cie des chemins de fer privilégiés Aassig-Teplitz, qui possède un certain nombre de locomotives avec surchauffeur Schmidt dans les tubes à fumée, déclarait, à la date du 7 mars 1907.
En 1906 les locomotives à surchauffe faisaient la traction sur notre ligne Aussig-Komotau, en dehors des trains de voyageurs ordinaires, de ceux plus lourds de la saison des vacances (de mai à septembre) sur la ligne Berlin-Carlsbad, munis de freins à vide automatiques, sans la moindre interruption. De même, pendant le service d'hiver, pour les trains de voyageurs elles ont donné entière satisfaction jusqu'à ce jour.
Ces trains de saison, qui sur notre ligne de 64.6 km. de longueur, dans la direction de Carlsbad, ont à parcourir des rampes presque continuelles de 8 et 10 p.m. (8 et 10 m/m par mètre) nous arrivaient, à cause des lignes secondaires, presque tous les jours avec des retards considérables qui grâce à la puissance de traction des locomotives à surchauffe, étaient régulièrement diminués. Les locomotives ordinaires, à 3 essieux couplés et bogie, qui faisaient le service de ces trains express l'année précédente, ne pouvaient, malgré un horaire plus favorable, diminuer ces retards qui étaient souvent encore augmentés.
Pendant les 5 mois précités de l'année 1906, les trains de saison étaient surchargés 24 fois et ce n'est que dans un seul cas que le train de 415 tonnes nécessita une deuxième locomotive. Si, par contre, pendant cette année 1906, on avait conservé pour le service express les locomotives à 3 essieux couplés et bogie, à vapeur saturée, on aurait été forcé d'utiliser une locomotive de secours dans 39 cas. Même pour une charge de 388 tonnes, correspondant à 88 tonnes de surcharge, la locomotive à surchauffe conduisait régulièrement le train de saison.
On peut donc dire avec certitude que les locomotives express à surchauffe, ont démontré pleinement leur supériorité en puissance de traction pour le service des trains rapides.
En ce qui concerne le rendement industriel de ces locomotives, il résulte des observations faites pendant les 5 mois du service rapide, une économie de charbon de 20 p.c. par rapport aux locomotives ordinaires à 3 essieux couplés et à bogie.
Monsieur Ivar Virgin, l'un des directeurs des chemins de fer de l'Etat suédois, publie à la date du 2 mars 1907 dans la Revue "Teknisk Tidskrift".
En septembre 1906 eurent lieu sur la ligne Malmö-Nassjo (208 km.) des voyages concurrents pour le service ordinaire des trains express entre une locomotive à grande vitesse à 2 essieux couplés, bogie et essieu porteur arrière, avec surchauffeur Schmidt et une locomotive du même type à vapeur saturée à 2 essieux couplés et bogie.
Pour 1000 tonnes kilom. de charge du train, la locomotive à surchauffe économisa 46.5 p.c. de charbon et 21.8 p.c. d'eau sur la locomotive ordinaire.
Pour comparer les puissances maxima des 2 genres de locomotives, on organisa des trains lourds spéciaux de 360 tonnes de poids moyen, qui ne pouvaient être remorqués par la locomotive ordinaire seule, nécessitant ainsi une deuxième machine, tandis que la locomotive à surchauffe était capable d'assurer le service toute seule ; on constata même une amélioration de l'horaire ordinaire des trains express, indépendamment de la suppression d'une machine de secours. La locomotive à surchauffe réalisa sur les 2 locomotives ordinaires une économie de charbon de 47.1 p.c. et une économie d'eau de 49.5 p.c.
Les diagrammes relevés aux cylindres pendant ces courses indiquaient des puissances maxima de la locomotive à surchauffe atteignant 1095 HP.
Dans de nouveaux essais comparatifs, la locomotive à surchauffe a remorqué un train-express de Malmö à Karrineholm (484 km.) et le jour, suivant, au retour, arrivait dans les stations terminus toujours en pression normale de vapeur à la chaudière. Cette faculté de la locomotive à surchauffe de pouvoir parcourir de grandes distances sans nécessiter de changement de machine, constitue un des avantages de son emploi et diminue le nombre de locomotives nécessaires à un certain service de traction.
La direction de la Cie du Nord des chemins de fer royaux privilégiés de Bohême à Prague publie, à la date du 20 avril 1907.
Les deux premières locomotives à surchauffe construites en 1905 par la société de construction de Bohême, et mises en service en décembre étaient du type 3 essieux couplés et à bissel, à simple expansion à 2 cylindres avec surchauffeur dans les tubes à fumée, système Schmidt, pistons à vapeur, tiroirs cylindriques, boîtes à tiroir et presse-étoupes suivant brevet Schmidt.
Malgré les diverses innovations se rattachant à la surchauffe de la vapeur et le maniement nouveau pour le personnel, il n'a pas été constaté le moindre désagrément lors des voyages d'essais entrepris.
Malheureusement, nous n'avions pas à notre disposition, pour des essais comparatifs complets, une locomotive à vapeur saturée du même type. Nous devions, par conséquent, nous contenter d'estimer la puissance de traction et les consommations d'après les données correspondantes de nos locomotives ordinaires à 2 essieux couplés et bogie, qui remorquaient les mêmes trains, sur le même parcours.
Les voyages comparatifs effectués à plusieurs reprises avec des trains de voyageurs lourds sur la ligne Prague-Turnau (exploitation régulière) à laquelle les locomotives à surchauffe étaient destinées, ont fait ressortir que, dans les mêmes conditions, les locomotives à surchauffe ont réalisé une économie de 25.6 p.c. de charbon et 20 p.c. d'eau, sur une base de 1000 tonnes kilométriques de poids brut. Il y a lieu de remarquer que la locomotive à vapeur saturée a eu ses feux forcés dans les rampes, de sorte qu'il en résulta des combustions incomplètes des cendres et des pertes par la cheminée (ce qui peut expliquer le chiffre inférieur d'économie d'eau vis-à-vis de celui de charbon).
Si la locomotive à surchauffe pouvait utiliser sa puissance régulière sur la ligne à déclivités variables de Prague-Turnau, il est certain que les résultats d'économie seraient encore meilleurs.
En fait, la locomotive à surchauffe n'est réellement utilisée que sur le parcours Wysocan-Satalic (rampe de 11 m/m par mètre) pour donner son maximum de puissance de traction, la température dans la boîte à tiroir atteignant à ce moment 320° C.
Pour ce qui est de la puissance de traction de la locomotive à surchauffe en question, comparée à la locomotive à 2 essieux couplés et bogie, à vapeur saturée, on a constaté que la première a pu remorquer sur la ligne précitée Wysocan-Satalic un train de voyageurs de 200 tonnes à une vitesse de 30 kilomètres sans inconvénient et sans avoir recours à l'échappement forcé, tandis que locomotives ordinaires à 2 essieux couplés et bogie n'ont pu remorquer dans les mêmes conditions de marche, que 165 tonnes avec les feux forcés et étranglement de la vapeur échappée.
L'effort de traction de la locomotive à surchauffe à donc été dans ce parcours sensiblement supérieur, ce qui procure l'avantage de pouvoir supprimer les locomotives de secours, qui étaient nécessaires dans ce service.
Ayant pu nous rendre compte en mai 1906 par le service intensif et régulier de ces deux locomotives à surchauffe, de la puissance et de l'économie industrielle, nous nous sommes décidés d'acquérir 2 autres locomotives du même système, qui sont maintenant en marche depuis décembre 1906.
Sur ces locomotives on a appliqué le dispositif d'équilibrage de pression avec piston automatique de réglage des clapets de surchauffe.
Après un an de marche, les deux locomotives à surchauffe acquises en 1905 furent rentrées aux ateliers pour une visite générale et, après avoir sorti les tiroirs et pistons, on constata que, ni les segments de piston, ni les tiroirs, ne présentaient d'usure visible, de sorte que ces organes furent remontés après un simple nettoyage. De même, l'appareil surchauffeur ne présentait aucune trace de fatigue et, en général, les frais d'entretien n'étaient pas plus élevés qu'avec les locomotives ordinaires, après une même période d'usage en service.
Pour terminer, il ne faut pas manquer d'observer, que les locomotives à surchauffe en question, démarrent facilement et se mettent en vitesse dans un temps très court.
On a essayé en juin 1907 dans les environs d'Erfurt une locomotive à 5 essieux couplés, construite par les ateliers Schwartzkopff de Berlin, semblable à celle décrite au paragraphe 3 avec la différence cependant que le surchauffeur est placé dans les tubes à fumée. Ces essais ont été faits par l'Administration des Chemins de fer de l'Etat Prussien sur des rampes de 33 m/m par mètre et de 20 m/m par mètre, en présence des ingénieurs des grandes compagnies françaises de chemins de fer. Ces essais font l'objet d'un article publié dans la Revue allemande "Verikehrstechnische Woche" du 7 septembre 1907 sous la signature de M. Müller, Conseiller Supérieur de la Construction et Conseiller Privé au Ministère des Travaux Publics de Berlin. D'après cet article, les résultats des essais sont les suivants :
Locomotive-tender à vapeur surchauffée à 5 essieux couplés (0-10-0).
Type du surchauffeur : Surchauffeur Schmidt placé dans les tubes à fumée :
| diamètre du cylindre | 610 m/m |
| course du piston | 660 m/m |
| diamètre des roues motrices | 1350 m/m |
| pression de la chaudière | 12 kg. |
| surface de la grille | 2.25 mq. |
| surface de chauffe du foyer | 11.15 mq. |
| surface de chauffe des tubes | 123.76mq. |
| surface de chauffe du surchauffeur | 42.51 mq. |
| surface de chauffe totale | 177.42mq. |
| approvisionnement d'eau | 7000 litres |
| approvisionnement de charbon | 2000 kg. |
| poids à vide | 59000 kg. |
| poids en charge | 74000 kg. |
Comme lors de ces essais, la locomotive a remorqué des trains réguliers tels qu'on les forme habituellement dans l'exploitation des lignes sur lesquelles les essais ont eu lieu, il na pas été possible de faire travailler la machine à sa puissance maxima en lui faisant remorquer des trains plus lourds.
Les chiffres suivants qui résultent des essais font voir néanmoins la très grande puissance de traction de cette machine qui n'a qu'une charge par essieu de 14 tonnes.
Monsieur le Conseiller Privé Müller fait dans son article les observations suivantes sur la tenue générale de la locomotive :
Les résultats d'essais indiqués ci-dessus ont été confirmés ensuite pendant l'exploitation régulière des chemins de fer de l'Etat Prussien.
Un certain nombre de grandes compagnies françaises de chemins de fer qui étaient représentées aux essais, ont pu se rendre compte par ces essais des avantages pratiques des locomotives munies du surchauffeur Schmidt.
La compagnie des chemins de fer hollandais a fait procéder à des trajets d'essai détaillés, au mois de juin et d'octobre 1907, sur la ligne de Haarlem à den Helder (76 km.) ; il en résultait une économie de charbon de 28.8 p.c. ainsi qu'une économie d'eau de 33 p.c.
| N° d’ordre | Adminis-tration de chemin de fer | LOCOMOTIVES CONCURRENTES | Genre de construc-tion du surchauf-feur | Nature des parcours | Dates des parcours | Economie des locomotives à surchauffe | Origine des renseigne-ments | ||||||||
| Type de locomotives | Nombre | Disposition des essieux (2) | Type | Diam. du cylindre X course du piston/ Diam. des roues motrices mm. |
Poids de la locomotive t. |
Surface de chauffe (intérieure) mq. |
Surface de grille mq. |
En charbon % |
En eau % |
||||||
| 1 | Chemin de fer de l’Etat prussien (Direction de Berlin) |
Locomotive à vapeur saturée | 1 | 4-4-2 | 4 cylindres compound | 2(360+560)X600/ 1980 |
61,6 | Tubes Serve 230 | 2,7 | - | 220 km. Parcours d’essais |
31/5.05 | 27,8 | 40,5 | Garbe, les locomotives à vapeur de l’Epoque actuelle P.7 |
| Locomotive à surchauffe | 1 | 4-4-0 | 2 cylindres simple expansion | 540X600/ 1980 |
55,3 | 101,7 + 30,8 | 2,27 | Boîte à fumée | 21/6.05 | ||||||
| 2 | id. (Direction de Breslau) |
id. | 1 | 4-4-2 | id. | 2(340+560)X640/ 1980 |
63,7 | 179 | 2,59 | - | 342 km. Parcours d’exploitation |
1905 | 21,1 | 36,7 | id. P. 375 |
| id. | 1 | 4-4-0 | id. | 540X600/1980 | 55,3 | 101,7 + 30,8 | 2,27 | Boîte à fumée | |||||||
| 3 | id. (Direction de Berlin) |
id. | 1 | 0-8-0 | 2 cylindres compound | (503+750)X630/ 1250 |
54 | 140,4 | 2,25 | - | 66 km. Parcours d’essai |
16/1.05 | 35,9 | 23,3 | id. p. 395 |
| id. | 1 | 0-8-0 | 2 cylindres simple expansion | 590X660/ 1350 |
56 | 132,2 + 31,8 | 2,25 | Boîte à fumée | 13/1.05 | ||||||
| 4 | id. | id. | 1 | 2-6-0 tender | 2 cylindres simple expansion | 450X630/ 1350 |
59,2 | 111 | 1.53 | - | 126 km. Parcours d’essai |
8/1.06 | 49,1 | 43,2 | id. p.402 |
| id | 1 | 0-6-0 tender | id. | 500X600/ 1350 |
43,5 | 68,4 + 16,4 | 1,48 | Tubes à fumée | 22/1.06 | ||||||
| 5 | id. | id. | 2 | 2-6-0 tender | id. | 450X630/ 1350 |
59,2 | 111 | 1.53 | - | Chaque locomotive environ 1350 km. de parcours d’essai sur le chemin de fer de ceinture de Berlin | 1906 | 7,3 | 38,7 | id. p. 406 |
| id. | 1 | 0-6-0 tender | id. | 500X600/ 1350 |
43,5 | 68,4 + 16,4 | 1,48 | Tubes à fumée | |||||||
| 6 | id. | id. | 3 | 2-6-0 tender | id. | 480X630/ 1500 |
59,7 | 120,5 | 1.7 | - | Parcours d’exploitation de 2 mois dans le service de Banlieue de Berlin | Mai et Juin 1905 | 19,7 | 39,3 | id. p. 415 |
| id. | 3 | 2-6-0 tender | id. | 540X630/ 1500 |
103,4 + 29,5 | 1,7 | 1,7 | Boîte à fumée | |||||||
| 7 | id. (Direction de Berlin) |
id. | 9 | 2-6-0 | id. | 480X630/ 1500 |
59,7 | 120,5 | 1,7 | - | Parcours d’exploitation de 2 mois dans le service de Banlieue de Berlin | Mai et Juin 1905 | 13,6 | 31 | id. p. 415 |
| id. | 10 | 2-6-0 | id. | 540X630/ 1500 |
61,5 | 103,4 + 29,5 | 1,7 | Boite à fumée | |||||||
| 8 | id. Direction de Breslau) |
id. | 1 | 0-10-0 tender Hagans |
id. | 520X630/ 1200 |
71,2 | 137,5 | 2,37 | - | Résultats d’exploitation | 1906 | 25 | 39 | Berliner Maschinenbau A.G. vorm. L. Schwartzkopff, Berlin |
| id. | 1 | 0-10-0 tender |
id. | 610X660/ 1350 |
73,6 | 131,6 + 31,7 | 2,25 | Boite à fumée | |||||||
| 9 | Chemin de fer de l’Etat Belge (3) | id. | 4-6-0 | id. | 520X660/ 1700 |
- | 173,2 | 2,84 | - | Nombreux parcours d’exploitation | 1905 | 27 | 24 | Garbe, les locomotives à vapeur de l’Epoque actuelle P.424 |
|
| id. | 4-6-0 | id. | 520X660/ 1700 |
70,2 | 145 + 33,1 | 2,84 | Tubes à fumée | ||||||||
| 10 | Chemin de fer de Berglagernas (Suède) | id. | 3 | 4-4-0 | id. | 432X610/ 1700 |
36 | 92,5 | 1,5 | - | Résultats d’exploitation | Août à décembre 1905 | 27,7 | - | Die Lokomotiv Août 1905 p. 146 |
| id. | 1 | 4-4-0 | id. | 470X610/ 1700 |
39,4 | 90 + 17 | 1,65 | Tubes à fumée | |||||||
| 11 | Chemin de fer de Paris-Orléans (4) | id. | 1 | 4-6-0 | id. | 482,6X660/ 1700 |
- | 168,7 | 2,46 | - | 28 parcours d’exploitation | Août et Septembre 1906 | 16,6 | 20,8 | Revue générale des chemins de fer 1906 p. 397 |
| id. | 5 | 4-6-0 | id. | 482,6X660/ 1710 |
- | 136,44 + 27,5 | 2,46 | Tubes à fumée | |||||||
| 12 | Chemin de fer du Canada Pacific (5) | id. | 4 | 4-6-0 | id. | 457X610/ 1575 |
54 | 108,7 | 2,18 | - | Parcours d’exploitation pendant 5 mois | Janvier à Mai 1904 | 26 | - | Master Mechanics Association 1905 |
| id. | 1 | 4-6-0 | id. | 457X610/ 1575 |
56,2 | 93,3 + 28,5 | 2,18 | Boite à fumée | |||||||
| 13 | id. | id. | 1 | 4-6-0 | 2 cylindres compound | (559+889)X762/ 1575 |
64 | 256 | 4,09 | - | Parcours d’exploitation pendant 11 mois | Novembre 1903 à Septembre 1904 | 10,6 resp. 16 | - | id. |
| id. | 1 | 4-6-0 | id. | (559+889)X762/ 1575 |
64 | 208,2 + 36,2 | 4,09 | Tubes à fumée | |||||||
| 14 | id. | id. | 12 | 2-8-0 | id. | (559+889)X711/ 1448 |
73,5 | 185 | 4,05 | - | Parcours d’exploitation pendant 4 mois | Janvier à Avril 1905 | 14,5 | - | id. |
| id. | 6 | 2-8-0 | 2 cylindres simple expansion | 533X711/ 1448 |
84,4 | 199,1 + 34,8 | 4,05 | Tubes à fumée | |||||||
| 15 | id. | id. | 2 | 4-6-0 | 2 cylindres compound | (559+889)X600/ 1575 |
76,7 | 202 | 3,07 | - | Parcours d’exploitation pendant 9 mois | Janvier à Septembre 1904 | 29 | - | id. |
| id. | 1 | 4-6-0 | id. | (559+889)X600/ 1600 |
78,0 | 157,5 + 32,5 | 3,07 | Tubes à fumée | |||||||
| 16 | id. | id. | 41 | 2-8-0 | id. | (559+889)X711/ 1448 |
73,5 | 185 | 4,05 | - | Parcours d’exploitation pendant 7 mois | Mai à Octobre 1905 | 17,8 | - | Railway New-York Club Avril 1906 |
| id. | 20 | 2-8-0 | 2 cylindres simple expansion | 533X711/ 1448 |
84,4 | 199,1 + 34,8 | 4,05 | Tubes à fumée | |||||||
| 17 | Chemin de fer local à Munich (6) | id. | 2 | 0-6-2 | 2 cylindres compound | (370+560)X500 | - | 74 | 1,3 | - | Parcours d’exploitation pendant 5 mois | Décembre 1903 à Mai 1904 | 12 | 20 | Bulletin de la société des ingénieurs allemands p. 1237 (1904) |
| id. | 1 | 0-6-2 | id. | (380+560)X500 | 34 | 62,7 + 11,7 | 1,3 | Tubes à fumée | |||||||
| 18 | K. K. priv Aussig. Teplitzer Eisenbahn-Ges. Teplitz | id. | 1 | 4-6-0 | 2 cylindres simple expansion | 500X650/ 1650 |
60,4 | 175,5 | 2,9 | - | Parcours d’exploitation pendant 5 mois | 1906 | 20,0 | - | Aussig. Teplitzer Eisenb.-Gesellsch. |
| id. | 1 | 2-6-2 | id. | 540X630/ 1620 |
66 | 202,4 + 47,6 | 3,67 | Tubes à fumée | |||||||
| 19 | Chemin de fer de Suède | id. | 2 | 4-4-0 | id. | 420X559/ 1880 |
41,1 | 98 | 1,97 | - | Plusieurs parcours | Septembre 1906 | 47,1 | 49,5 | Teknisk Tidskrift 2 März 1907 |
| id. | 1 | 4-4-2 | id. | 500X600/ 1880 |
59 | 134 + 32,5 | 2,7 | Tubes à fumée | |||||||
| 20 | Chemin de fer de l’Etat Belge | id. | 0-6-0 | id. | 470X660/ 1520 |
43,8 | 115,4 | 2,52 | - | Plusieurs parcours | Avril 1906 | 32 | 28,5 | ||
| id. | 0-6-0 | id. | 500X660/ 1520 |
47,6 | 96,1 + 21,5 | 2,52 | Tubes à fumée | ||||||||
Pour employer utilement la vapeur fortement surchauffée, il est essentiel que toutes les pièces de la machine ; cylindres, pistons, boîtes à bourrages, tiroirs, etc., avec lesquelles elle vient en contact, soient construites de manière à répondre aux propriétés particulières de ce fluide. De même que pour les autres innovations, notamment dans la construction des locomotives, il en est résulté au début des difficultés considérables qui ont néanmoins été surmontées depuis.
En étudiant les cylindres à vapeur surchauffée, il faut éviter avec un soin particulier les changements brusques de section susceptibles d'amener une dilatation inégale sous l'action de la chaleur. Il faut que les parois de la boite à tiroir cylindrique soient séparées dans toute leur Longueur des parois du cylindre, afin que ce dernier ne soit pas plus échauffé dans les parties voisines de lumières d'admission que dans celles voisines des lumières d'échappement.
Après une longue et laborieuse série d'expériences faites en vue d'obtenir un piston étanche, aussi exempt de frottements que possible, une simple modification du piston suédois bien connu a donné des résultats extrêmement satisfaisants.
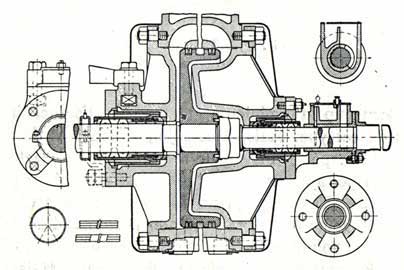
Fig. 11. - Piston et boîtes à garniture pour vapeur surchauffée.
Le succès de ce piston est dû à ce que les trois segments ne portent aucune partie du poids du corps de piston, leur rôle consistant uniquement à former un joint étanche par leur élasticité et une très légère pression de la vapeur pénétrant derrière eux. On emploie trois segments afin que celui du milieu ne puisse jamais être soumis à la contre pression. Chaque segment est percé radialement de six trous de 3 millimètres de diamètre, également espacés, et débouchant dans une rainure de faible profondeur, ce qui constitue une série de conduits entre les faces avant et arrière du segment. Par suite si, aux points morts, le premier ou le troisième segment est comprimé par la vapeur et ne reste pas en contact avec le cylindre, la vapeur entre aussitôt par la petite ouverture ménagée en bas, aux extrémités du segment, dans l'intérieur de la cannelure et supprime instantanément le contact du cercle avec le fond de celle-ci. Mais en même temps une partie de cette vapeur s'écoule de nouveau par les petits trous ménagés dans la gorge de sorte que l'application du segment contre la paroi se produit avec une grande douceur. En outre, une petite quantité de vapeur s'introduit, par le vide laissé entre les deux extrémités du deuxième et du troisième segment, dans les cannelures du piston et se détend suffisamment pour assurer simplement un léger contact avec la paroi du cylindre.
Le corps de piston, en acier de première qualité, est aussi léger que possible. Les arêtes extérieures et intérieures des cannelures où se logent les segments sont arrondies, les premières sous un rayon un peu plus grand que les secondes, afin de faciliter la distribution de l'huile de graissage. Le diamètre du corps de piston est d'environ 3 millimètres plus petit que celui du cylindre, afin d'éviter les grippements, soit quand le piston est retiré, soit quand il est légèrement désaxé par suite d'usure dans les presse-étoupes. A aucun moment son poids ne doit être supporté par le corps de piston, ni par les segments, ni par les presse-étoupes. La tige de piston est munie à l'avant d'un guide spécial et portée à l'arrière par la crosse, de telle sorte que le piston est maintenu presque flottant dans le cylindre.
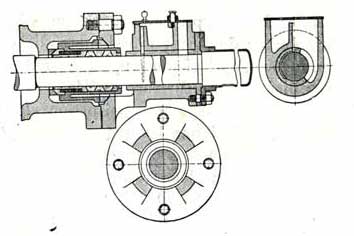
Fig. 12
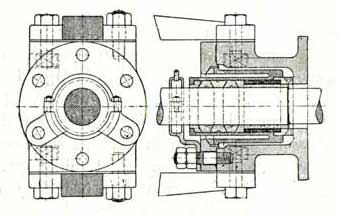
Fig. 13
Fig. 12 et 13. - Boîtes à garniture pour vapeur surchauffée.
Avec la vapeur surchauffée, l'emploi de garnitures métalliques, laissant à la tige de piston toute liberté de mouvement transversal, est essentiel.
Si. comme il est nécessaire de le faire dans un service bien organisé, le piston est maintenu autant que possible dans sa position moyenne par le renouvellement en temps opportun du guide de la contre-tige et des semelles des glissières, les bagues des garnitures durent des années et l'usure de toutes les pièces est exceptionnellement faible.
Dans tous les moteurs à vapeur surchauffée, il convient d'employer des tiroirs cylindriques, avec introduction au centre, ce qui donne une construction naturellement équilibrée. Avec cette disposition, les boîtes à bourrage de la boîte à tiroir peuvent être supprimées, puisque les deux faces extérieures des distributeurs ne subissent que la légère pression de la vapeur d'échappement, qui se perd dans un guide suffisamment long (garniture dite en labyrinthe). Ces tiroirs sont construits sous deux formes principales :
Le premier de ces types est employé de préférence par les chemins de fer de l'Etat prussien, tandis que le second est en faveur auprès de la plupart des autres chemins de fer qui utilisent la vapeur surchauffée.
L'introduction par le centre, qui permet de supprimer les presse-étoupes ainsi que les segments élastiques partiellement équilibrés ou les segments fermés, est recommandée, car il est particulièrement important d'éviter aussi complètement que possible la production de chaleur par le frottement dans les pièces en mouvement quand on emploie de la vapeur fortement surchauffée.
Dans ce tiroir, les segments ne sont pas fendus, mais ajustés exactement par meulage sur gabarit et leur étanchéité est assurée, comme celle de la tige de tiroir, uniquement par une garniture en labyrinthe, à rainures. Grâce à cette disposition, le tiroir peut être facilement mû à la main, quelle que soit la pression de vapeur dans la boîte à tiroir ; la résistance est si faible que toutes les pièces du mécanisme peuvent être beaucoup plus légères qu'autrefois, et que, d'autre part, leur durée a notablement augmenté.
Cependant ce mode de construction donna lieu au début à des difficultés résultant de la dilatation inégale de la glace et du tiroir et il fallut réduire le plus possible le diamètre de ce dernier. On fut donc obligé d'avoir recours à des lumières d'admission doubles, et la boîte à tiroir fut munie d'une enveloppe et chauffée avec la vapeur portée à la plus haute température. Ces modifications permirent d'adopter un type unique de tiroir, de 150 millimètres de diamètre, pour toutes les locomotives à vapeur surchauffée des chemins de fer de l'Etat prussien, y compris des machines express 3/5 (4-6-0) à cylindres de 590 millimètres. Le fait que ces petits tiroirs peuvent fonctionner aux plus grandes vitesses sans laminage excessif est attribuable à l'extrême fluidité de la vapeur fortement surchauffée. L'avantage découlant de l'adoption d'un seul type normal de tiroir pour toutes les classes de machines est d'ailleurs évident sans autres explications.
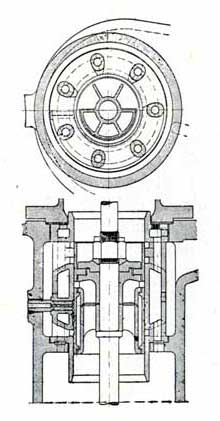
Fig. 14. - Tiroir cylindrique.
Beaucoup d'ingénieurs doutent de l'étanchéité des tiroirs de ce type. Mais, à ce sujet, il convient de remarquer que la perte de vapeur mesurée sur la machine au repos ne permet pas de préjuger de celle qui se produit en marche. En effet, quand la machine est arrêtée, les longs segments non fendus et non portants, étudiés pour former des volumes de révolution sans frottement, laissent nécessairement passer beaucoup de vapeur. Mais quand les tiroirs sont en mouvement, ces fuites diminuent rapidement à mesure que la vitesse s'élève. Une mince couche d'huile s'interpose entre le fourreau et le tiroir et assure une étanchéité parfaitement suffisante. Non seulement l'usure de ces segments est inappréciable au bout d'un long temps de service, mais leur diamètre peut augmenter légèrement par un dépôt compact provenant de la carbonisation de l'huile de graissage sur les pièces qui en admettent la formation. Ce fait a été souvent observé. Enfin, il est à remarquer que les petites fuites de vapeur vers l'intérieur du cylindre, pendant les périodes d'admission et d'échappement, ne sont pas préjudiciables, et que la perte qui a lieu pendant la compression ne peut être qu'insignifiante. De toute façon, la faible puissance sacrifiée de ce chef est peu de chose par rapport à la puissance bien plus grande absorbée par la commande des grands plans ou des lourds tiroirs cylindriques, sans parler de l'usure plus considérable de ceux-ci.
Comme on le sait, les tiroirs cylindriques, à l'encontre des tiroirs plats, non-équilibrés, présentent l'inconvénient de ne pouvoir se soulever, lors de la marche à vide, le régulateur étant fermé. La machine agit alors comme une pompe à air et il en résulte un vide dans la boîte à tiroir. Il se produit ainsi des changements de pression très gênants, qui peuvent amener des ébranlements nuisibles et des chocs ; de plus, la marche de la locomotive devient très pénible lorsque la distribution est à son point mort, de sorte qu'on est amené à travailler à la vapeur sur de faibles pentes. En outre il se forme des incrustations dans les cylindres et voies de vapeur, provenant d'un mélange de suie et de cendres avec les restes d'huile.
Pour les machines à tiroirs plats non-équilibrés, le vide est suffisamment amoindri par le soulèvement des tiroirs, tandis que pour les machines à tiroirs cylindriques, dont les organes ne peuvent pas se soulever, il y a lieu de prévoir des dispositifs spéciaux pour obvier au vide et aux inconvénients susmentionnés. Ces dispositifs comprennent des soupapes d'aspiration d'air ou des appareils d'équilibrage de pression ou bien l'application combinée des deux.
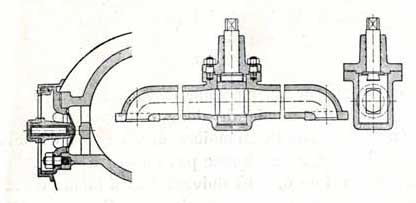 |
|
| Fig. 21. Soupape-reniflard pour locomotives à surchauffe. |
Fig. 22. Dispositif d'équilibrage de pression pour locomotives à surchauffe. |
La soupape d'aspiration d'air, dont la construction est représentée par la Fig. 21 s'applique de préférence à toute boîte à tiroir ou bien au tuyau d'arrivée de vapeur, tout près de la boîte à tiroir. Etant d'un diamètre suffisant (80 à 100 mm. pour les machines jumelles à grande vitesse, d'un cylindre de 500 mm. de diamètre environ), la soupape d'aspiration d'air répond à toutes les exigences, seulement il faut ouvrir la distribution à son admission maximum, pour réduire, le plus possible, les restants d'huile.
Pour éviter l'ouverture entière de la distribution ainsi que le refroidissement des cylindres, causé par les grandes soupapes-reniflards, il y a lieu d'appliquer le dispositif d'équilibrage de pression.
La construction suivant Fig. 22 a pour but de provoquer un équilibrage de pression aux deux extrémités du cylindre qui sont reliées par un conduit, fermé, pendant la marche à la vapeur, par un obturateur circulaire. A la fermeture du régulateur, le mécanicien ouvre ce robinet mettant en communication les espaces devant et derrière le piston, évitant ainsi un vide par aspiration ou une compression trop forte.
Les tiges des obturateurs, situées vers le milieu des deux cylindres, sont accouplées et manœuvrées de l'abri par levier et tiges.
Aussitôt que le mécanicien ferme le régulateur, il doit ouvrir cet obturateur, et vice versa.
En dehors de ce dispositif d'équilibrage, manœuvré à la main, on peut appliquer des dispositifs, manœuvres automatiquement, dont il y a plusieurs bonnes constructions.
Comme par suite d'une fausse manœuvre ou d'un oubli de la part du mécanicien, l'appareil d'équilibrage de pression peut faire défaut, on applique souvent ce dernier dispositif, combiné avec des soupapes-reniflards ; ces dernières peuvent alors être d'un diamètre plus petit qu'indiqué ci-dessus.
La combinaison susmentionnée se recommande déjà pour la seule raison, que pendant la marche à vide de la machine, les cylindres doivent être refroidis jusqu'à un certain degré, afin d'éviter tout échauffement trop fort, par suite de la friction, et afin d'obvier à toute évaporation d'huile, aux surfaces échauffées.
Pour les longues marches à vide (marche des vallées), si l'on n'a pas besoin de vapeur surchauffée pour la traction, on a souvent soin de lubrifier les tiroirs par une petite quantité de vapeur saturée ; ainsi quelques administrations de chemins de fer ont prévu un dispositif qui permet d'amener la vapeur saturée directement aux cylindres, si besoin est, sans passer par le surchauffeur. Ce dispositif breveté, manœuvré de l'abri, permet de mélanger la vapeur ou, en cas d'une avarie du surchauffeur, de mettre celui-ci hors de service ; il permet également, de faire passer lors de la marche à vide de la machine, une petite quantité de vapeur saturée par le surchauffeur, refroidissant ainsi les tubes de celui-ci.
A ce sujet nous donnons l'appréciation de quelques notabilités en matière de locomotives.
1. Monsieur Vaughan, Ingénieur en chef des locomotives aux chemins de fer Canadiens du Pacific ayant une pratique de plusieurs aimées du surchauffeur Schmidt, s'exprime de la façon suivante, au cours de son rapport à l'association des Chefs Mécaniciens 1905 (Master Mechanics Association).
"En général, on peut donc admettre que les frais d'entretien d'une locomotive à surchauffe ne sont pas nécessairement plus grands, que ceux d'une locomotive ordinaire de même grandeur, car les quelques dépenses additionnelles qu'on doit faire entrer en ligne de compte sont compensées d'un autre côté par des économies, de sorte qu'au total les frais d'entretien ne doivent pas différer beaucoup. Ceci étant admis, on voit que la valeur de la surchauffe ne dépend plus que de l'augmentation du prix d'acquisition et des économies réalisées et comme la différence de prix actuelle pour une locomotive à surchauffe est de 5000 francs (1000 doll.) et qu'il existe plutôt une tendance à le réduire qu'à l'augmenter, on peut dire que l'emploi de la vapeur surchauffée représente un bon placement en capital."
En se plaçant dans les conditions de marche américaines Monsieur Vaughan calcule finalement que le surplus des frais d'acquisition d'une locomotive à surchauffe sont déjà amortis au bout de deux années d'exploitation (voir Association des mécaniciens des chemins de fer américains 1905).
2. Monsieur le Conseiller Privé Garbe s'exprime de la façon suivante, dans son ouvrage "Les locomotives de l'Epoque actuelle" :
"On peut dire des locomotives à surchauffe nouvelles qu'elles n'entraînent pas des prix d'entretien plus élevés que les locomotives ordinaires à cylindres jumelés et qu'elles sont moins chères d'entretien que les locomotives compound à 4 cylindres. La preuve en est dans les derniers résultats d'exploitation des locomotives-tenders à surchauffe à 3 essieux couplés et à bissel dont chacune a fait le service pénible de la banlieue de Berlin pendant une année et demie, en parcourant de 110 à 118000 km. avant de venir aux Ateliers pour une révision générale où l'on ne constata que l'usure normale des essieux et bielles. Le surchauffeur et la machine à vapeur ne présentaient aucune usure."
3. Monsieur Flamme, Inspecteur Général des Chemins de fer de l'Etat Belge, dans une conférence faite à Liège le 20 Juin 1905, devant les membres anglais de la Société des Ingénieurs mécaniciens (Institution of Mechanical Engineers) donnait son appréciation comme suit :
"En ce qui concerne l'entretien de la locomotive à surchauffe type 35, elle n'a nécessité aucun soin spécial pendant une année et demie de service. Ces résultats favorables, dès le début, ont décidé les chemins de fer de l'Etat Belge à développer d'avantage l'emploi de la vapeur surchauffée sur les locomotives en service."
4. Monsieur O. Nyströmer, Directeur des chemins de fer Bergslagernas, Suède, rapporte à la date du 18 mars 1907 :
"Je puis certifier que, jusqu'à ce jour, nous n'avons eu aucun frais d'entretien pour l'application de surchauffe à notre locomotive N° 52 (en service depuis Juin 1905). Au total, les frais de réparations directs pour cette locomotive jusqu'au commencement de cette année comportent 871 couronnes (environ 1200 francs) pour tous les organes en dehors des parties à surchauffe. Mon expérience est encore trop récente, mais si je devais exprimer une opinion, je dirais que les frais d'entretien de la locomotive à surchauffe avec un surchauffeur dans les tubes à fumée, en comparaison avec notre locomotive à vapeur saturée du même genre, sont plus faibles."
Ainsi qu'il ressort des citations précédentes, émanant de notabilités connues, et suivant l'expérience de nombreuses administrations de chemins de fer, la locomotive à surchauffe système Schmidt ne nécessite pas de plus grands soins dans le maniement et n'occasionne pas plus de frais d'entretien et de réparations que la locomotive à vapeur saturée du moment que l'on prend en considération les règles de service spéciales à l'emploi de la vapeur surchauffée.
Comme nous l'avons dit précédemment, une chaudière doit être pourvue d'appareils de sécurité, qui sont d'ailleurs exigés par le règlement sur les machines à vapeur et qui sont destinés à éviter les deux principales causes du danger d'explosion, 1° l'augmentation exagérée de la pression, 2° l'abaissement du niveau de l'eau en dessous du point le plus haut chauffé.
Pour obvier à ces causes de danger, il existe des appareils dont les uns sont de simples indicateurs destinés à renseigner le chauffeur, les autres des appareils supprimant la cause même du danger.
Pour la pression de la vapeur on a les manomètres qui indiquent le degré de celle-ci et les soupapes de sûreté, qui, une fois trop pressées laissent échapper automatiquement la vapeur en excédant.
Pour l'eau, ce sont les niveaux d'eau, les flotteurs, le sifflet d'alarme.
Les bouchons fusibles sont destinés à empêcher la surchauffe des tôles de chaudière.
Afin de régulariser l'alimentation de la chaudière on se sert des appareils d'alimentation automatique.
Le règlement sur les machines à vapeur prescrit que toute chaudière soit munie de deux soupapes de sûreté fixées directement sur la chaudière et chargées de telle façon que leur charge ne dépasse pas l'effort de la vapeur à la pression du timbre, elles doivent être à même d'évacuer toute la vapeur produite par la chaudière, quand la pression dépasse celle du timbre de plus d'un dixième.
La soupape est un disque à siège plat s'appuyant par son pourtour sur une surface annulaire et dont la largeur ne peut pas dépasser le 1/20 du diamètre de la soupape.
Les soupapes de sûreté sont disposées de façon à se lever aussitôt que la pression atteint la limite du timbre.
On calcule, en kilogrammes, la charge qu'elle doit porter, en multipliant le timbre par le nombre de centimètres carrés contenus dans la surface de l'ouverture fermée par la soupape.
Ce produit donne bien la force qui tend à soulever la soupape, quand la vapeur atteint sa tension limite.
Ainsi par exemple, une soupape dont l'ouverture serait de 0m10 adaptée à une chaudière timbrée à 12 donnerait la surface d'une circonférence de 100 m/m est 7853.98 ; ii faut multiplier ce nombre par 12 ; nous aurons :

La charge que la soupape doit porter serait donc de 942 kil. 477.
On évite l'application de lourdes masses sur les soupapes, en les chargeant par l'intermédiaire d'un levier, articulé sur un support fixe. On appelle bras du levier les distances de cette articulation au point qui porte le poids et à celui qui appuie sur la soupape.
Si le grand bras est dix fois plus long que le petit bras, en appuyant sur la soupape, le poids à suspendre sera le dixième de la charge. On peut tenir compte au poids du levier, mais ce poids étant de peu d'importance on peut le négliger.
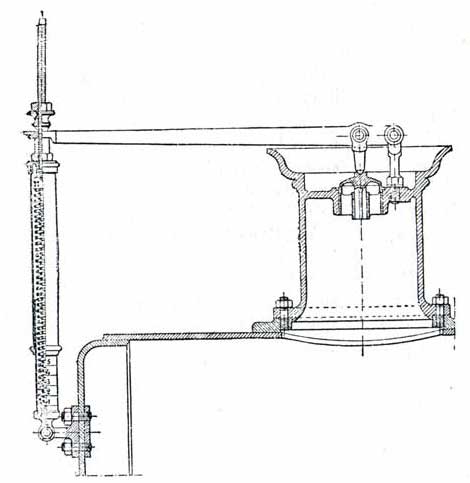
Soupape à levier et à ressort, ou balance de locomotive.
Sur les locomotives, le poids fonctionne mal, parce qu'il danse constamment en marche ; aussi il est remplacé par des ressorts agissant à l'extrémité du levier. Cet appareil est désigné sous le nom de balance. En desserrant l'écrou à molette qui appuie sur le levier, on diminue la tension du ressort, et, par suite, la charge de la soupape.
Le fourreau gradué indique, en kilogramme par centimètre carré, les pressions qui soulèvent la soupape pour les diverses tensions données au ressort. Une bague d'arrêt, de hauteur calculée, placée sous l'extrémité du levier, limite la tension qu'on peut donner avec l'écrou.
Pour les locomotives modernes on préfère employer la soupape avec charge directe par ressort, le montage est plus simple et il est plus difficile d'en modifier la charge, en cours de route.
Cette modification doit être faite à l'atelier.
Le fonctionnement de la soupape ordinaire laisse plus ou moins à désirer : étant bien réglée elle agit aussitôt que la pression de la vapeur dépasse la limite du timbre, mais elle ne se lève que très peu et la vapeur s'échappe par le petit intervalle laissé par ce mouvement.
La pression qui soulève la soupape diminue rapidement par suite du mouvement de la nappe de vapeur ; il en résulte que l'ouverture est insuffisante, et la pression, de ce chef, peut s'élever et dépasser la pression du timbre. Il faut dans ce cas soulager la soupape, à la main, ou desserrer l'écrou sur lequel s'attache le ressort des appareils à levier.
La soupape Adams est chargée directement par un ressort à boudin. Une petite gorge entoure la partie reposant sur le siège ; dès que la soupape quitte son siège, la vapeur agit sur cette gorge et la soulève d'avantage. La soupape Adams débite beaucoup de vapeur avec un diamètre plus petit que les soupapes ordinaires, seulement il arrive très souvent que la soupape Adams laisse échapper trop de vapeur et ne se renferme que lorsque la pression est descendue au dessous du timbre ce qui constitue une perte de pression inusitée.
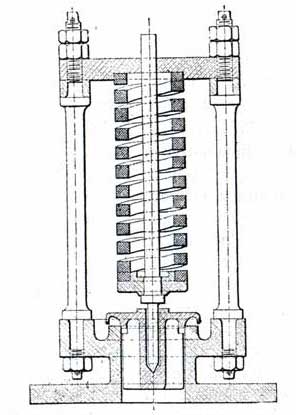
Soupape Adams, à gorge augmentant la levée sous l'action du jet de vapeur
Lorsque le machiniste constate au manomètre une baisse de plus d'un demi kil. avant la fermeture d'une soupape Adams, il convient de la faire rectifier dans l'atelier ; une chute de pression ne doit pas dépasser un quart de kil. pour les soupapes neuves ou réparées.
En conjuguant une soupape Adams et une soupape ordinaire sans gorge, chargée à l'aide d'un levier articulé sur les tiges des deux soupapes comme l'indique la figure ci-dessus, et prolongé vers l'arrière, on donne au machiniste le moyen de refermer la soupape Adams ; celle-ci étant montée à l'arrière, il suffit d'appuyer sur le levier.
Cette manière de faire n'a rien de nuisible, puisque en surchargeant une des soupapes on décharge l'autre.
Avec ces soupapes simples et abandonnées à elles mêmes on a constaté des surpressions atteignant jusqu'à 2 atmosphères.
On a remédié à cet inconvénient par l'emploi de soupapes dites à échappements progressifs. Ces soupapes construites de façon que la surface sur laquelle la vapeur agit soit augmentée aussitôt que la soupape est soulevée.
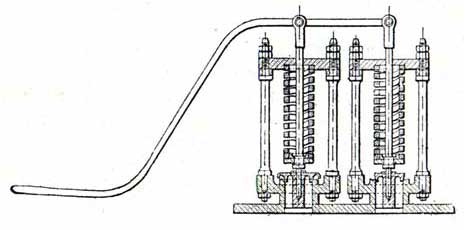
Conjugaison par levier d'une soupape Adams et d'une soupape ordinaire, permettant la fermeture à la main.
Dans la soupape Wilson on obtient ce résultat en faisant arriver à l'intérieur de la soupape la vapeur à la pression de la chaudière par un tube. C'est cette vapeur qui agit pour soulever la soupape tandis que la vapeur qui s'échappe passe tout autour du tube.
La soupape Wilson représentée ci-après est celle construite pour la locomotive type 25. Les dimensions de ces soupapes changent pour les autres types, mais sa structure est toujours la même.
Il existe aussi des locomotives où la soupape Wilson n'est pas entourée d'une enveloppe.
En général c'est le système employé actuellement.
Le manomètre est un instrument qui sert à apprécier la force élastique d'un fluide contenu dans un espace fermé.
Le premier manomètre inventé le fût vers le milieu du XVIIe siècle par Otto de Guerick, puis vint le manomètre à mercure consistant en un tube de verre, mis en communication avec la chaudière et dans lequel toute hauteur de 76 cm. correspond à un atmosphère. Par suite de sa grande précision cet appareil est encore employé pour les chaudières de laboratoire servant à des essais ainsi que pour graduer les manomètres métalliques.
E. Bourdon en France et E. Rahskopff en Prusse sont les premiers qui se soient occupés d'exécuter des manomètres entièrement métalliques sans mercure. Le manomètre à spirale creuse de Bourdon est basé sur la tendance qu'a à se redresser un tube cintré, lorsqu'il est soumis intérieurement à la pression d'un fluide. Cet appareil se compose d'un tube en laiton tourné en hélice, ayant pour section transversale une ellipse. Le tube fait un tour et demi d'hélice. L'extrémité de ce tube est ouverte et fixée à une tubulure, qui est en communication avec le tuyau de prise de vapeur. L'autre extrémité est fermée et libre de se mouvoir ; une aiguille qui y est fixée obéit au mouvement que lui imprime le tube, et indique par sa marche sur le cadran la pression de la vapeur qui existe dans l'intérieur du tube.
Toute pression qui existe à l'intérieur du tube roulé en hélice, et dont les parois sont flexibles, tend à le dérouler, et réciproquement la pression diminuant, le tube revient de lui-même par l'effet de l'élasticité. On gradue le cadran en faisant communiquer l'appareil avec un réservoir contenant de l'air comprimé et en marquant aux points où l'aiguille s'arrête, les tensions données par un manomètre à air libre, en communication avec le même réservoir.
Le manomètre, monté sur les chaudières de locomotives indique en kilogrammes, par centimètre carré la pression effective de la vapeur, c'est-à-dire la pression totale ou absolue, diminuée de celle de l'atmosphère. Sur la chaudière froide, l'aiguille indique le zéro, ce qui veut dire que la pression dans la chaudière égale la pression extérieure de l'atmosphère. L'air pénétrant dans la chaudière froide, notamment en soulevant le tiroir du régulateur, on n'a pas à craindre que le vide s'y produise, par condensation de la vapeur.
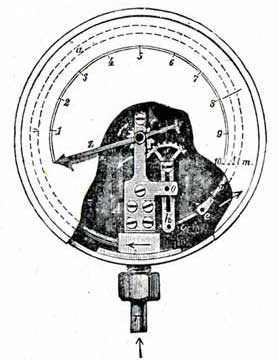
Manomètre Bourdon moitié de grandeur naturelle.
Les manomètres se vérifient par comparaison avec un manomètre étalon construit avec soin et toujours en bon état. Le machiniste voit d'ailleurs si l'aiguille du manomètre marque bien la pression limite, au moment où les soupapes se lèvent, ce qui a lieu quand le manomètre et les soupapes de sûreté sont dans un bon état.
Toute erreur d'un quart de kilog. en plus ou en moins constatée par l'aiguille indique que le manomètre est faussé et il doit être réparé.
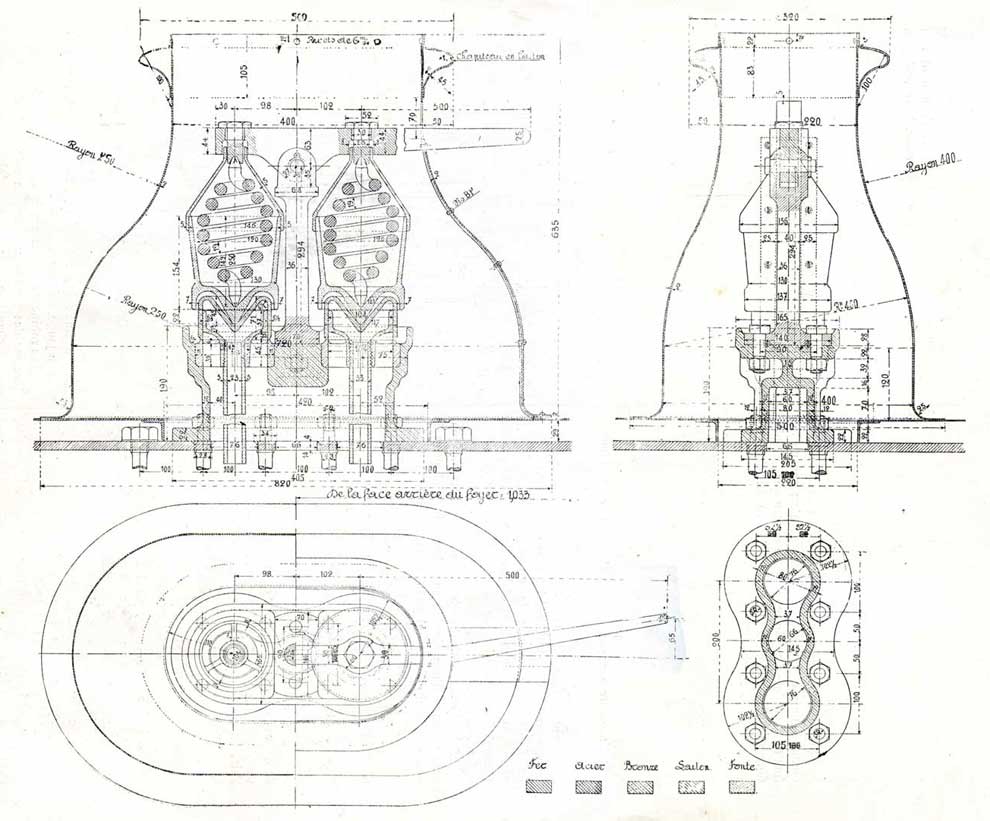
Soupape de sûreté dite Wilson.
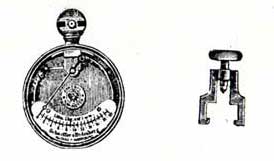
Étalon
Si l'aiguille, ne retombe pas exactement au zéro quand toute pression effective cesse, ce n'est pas un défaut annulant la valeur du manomètre pourvu que l'aiguille donne une indication juste à la pression supérieure.
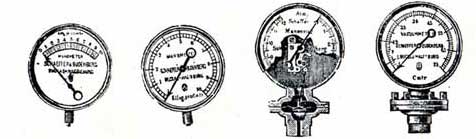 |
|||
| Manomètre excentrique | Manomètre à pression | Manomètre concentrique | Manomètre à vide |
D'autres manomètres métalliques répandus actuellement sont basés sur l'élasticité d'une plaque métallique ondulée soumise sur une de ses faces à l'action de la vapeur, le mouvement de la plaque étant amplifié par une transmission pour faire tourner une aiguille en face d'un cadran, ce sont les baromètres.
Schaeffer et Büdenbergh. Ces manomètres sont souvent pourvus d'une aiguille supplémentaire indiquant la pression du timbre et qui peut avancer mais non reculer de façon à indiquer si la pression maximum a été dépassée.
Ces manomètres sont pourvus d'un collet permettant d'appliquer le manomètre étalon de l'inspecteur.
Le sifflet est une cloche qui vibre quand une nappe de vapeur en frappe le bord ; les vibrations, au nombre de plusieurs centaines par seconde, se communiquent à l'air. La note donnée par le sifflet est d'autant plus aiguë que le nombre de vibrations est plus grand.
Le robinet de vidange, placé à la partie inférieure de la boîte à feu, porte un pas de vis pour recevoir les tuyaux qui servent à l'écoulement de l'eau et au remplissage.
On dispose en outre, des bouchons autoclaves de lavage, au dessus du cadre, aux quatre coins du foyer, sur la plaque tubulaire avant aussi bas que possible et parfois sur les côtés de la boîte à feu, à la hauteur du ciel. Les orifices de ces bouchons servent à introduire, pour le lavage intérieur, des lances injectant l'eau sous pression ou des racloirs servant à frotter les surfaces de chauffe et à faire tomber les dépôts adhérents.
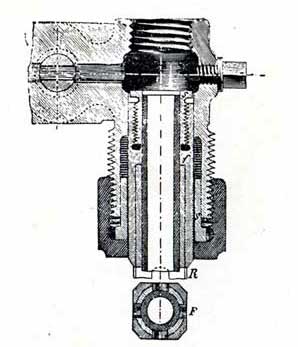
Tube replacé dans ses écrous.
Réglementairement une chaudière doit être munie de deux appareils indicateurs de niveau de l'eau dont l'un doit nécessairement être un tube de verre, le second peut être constitué soit par un tube de verre, soit par des robinets de jauge, soit par un flotteur.
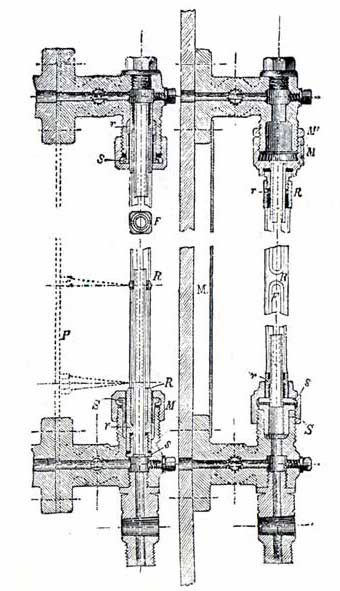
Disposition du tube indicateur du niveau de l'eau.
1/5 de grandeur naturelle.
Les robinets ou les tubes de verre sont fixés à la chaudière sur des courtes tubulures en communication directe avec la chaudière. Des robinets doivent permettre d'intercepter la communication du tube de verre avec l'eau ou la vapeur et l'extérieur.
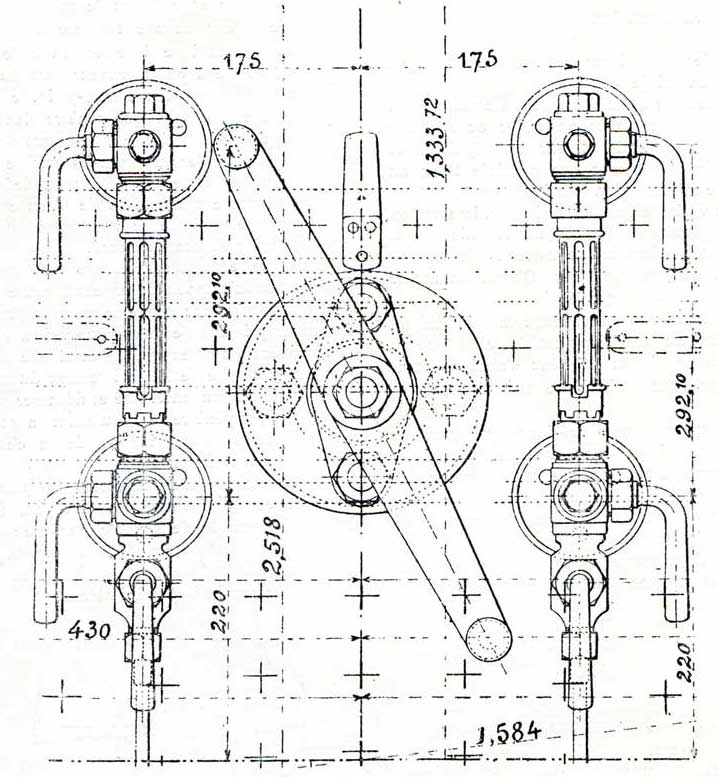
Locomotive type 32
La figure ci-après montre la vue d'arrière d'une locomotive (en partie) sur laquelle est indiqué l'emplacement des deux indicateurs de niveau de l'eau.
Pour purger le tube de verre et nettoyer les tubulures des boues qui pourraient les encombrer on ferme alternativement les deux robinets placés sur les deux tubulures de communication. Le bourrage empêchant les fuites de vapeur aux extrémités du tube est constitué par des caoutchoucs ou de la filasse qu'il faut avoir soin de placer un peu au delà de l'extrémité du tube de manière que quand la pression exercée au moyen de la douille à serrer, la matière plastique ne vienne pas obstruer la section du tube. Il ne faut pas que les communications entre le tube de verre et la chaudière soient de longueur démesurée parce que les indications du tube seraient faussées par suite des condensations dans la tubulure supérieure il se produit une dépression qui diminue la pression de la vapeur, l'eau est par conséquent plus haut dans le tube de verre que dans la chaudière.
Il importe que les robinets du tube de niveau se manœuvrent toujours facilement, pour qu'on puisse les fermer immédiatement si le tube se rompt. Cette manœuvre est aisée et sans danger lorsque la poignée est montée à quelque distance du robinet ; on ne doit pas tolérer des fuites à ces robinets.
Un second appareil de niveau se compose de robinets de jauge. On ne doit pas attendre, pour s'en servir, que le tube de verre soit cassé, mais il faut les faire jouer au moins deux ou trois fois par jour ; on s'assure ainsi qu'ils sont en bon état, et on contrôle l'indication du tube de verre.
Pour atténuer les effets désastreux d'un manque d'eau le ciel du foyer porte un ou deux bouchons fusibles, il consiste en un boulon vissé d'ans la tôle et dont la partie avoisinant l'axe est occupé par un alliage fusible tel qu'il reste intact quand la tôle et le boulon sont couverts d'eau mais qui fond dès que la tôle voisine rougit ou est directement chauffée sans être couverte d'eau. Le but du boulon fusible est de diminuer la pression et de jouer le rôle d'extincteur par suite du jet de vapeur venant sur le combustible, mais il est peu efficace à ces deux points de vue, c'est plutôt un avertisseur pour le chauffeur qui voit la vapeur refoulée par les portes du foyer.
L'alimentation des chaudières, ou l'introduction de l'eau, se fait au moyen d'injecteurs.
L'alimentation peut être continue ou discontinue ; si la machine fait un long parcours en palier ou sur une rampe uniforme, la dépense de vapeur est régulière et le mieux est de maintenir autant que possible l'eau au même niveau par une alimentation continue.
Dans les profils variables, au contraire, l'alimentation discontinue est plus commode. La chaleur fournie par la combustion doit d'abord échauffer l'eau jusqu'à la température de la vapeur, puis la vaporiser. Quand on arrête l'alimentation, toute la chaleur qui pénètre dans la chaudière transforme l'eau chaude en vapeur : la quantité de vapeur produite peut être aussi augmentée, sans que la pression tombe. Mais le niveau de l'eau s'abaisse, et il ne faut pas longtemps pour qu'il arrive à sa limite inférieure.
Cependant c'est une ressource précieuse que d'arrêter l'alimentation, pour franchir de courtes rampes.
Un abondant envoi d'eau vient ensuite réparer les pertes de la chaudière ; il est d'ailleurs souvent difficile de relever le niveau de l'eau quand on l'a trop laissé tomber, sans abaisser la pression.
D'un autre côté, l'abaissement excessif du niveau de l'eau, en montant les rampes, est dangereux, par suite du mouvement de bascule fait par la locomotive en passant de la rampe à un palier ou d'un palier à une pente.

Injecteur Giffard représenté complètement fermé ; en tirant vers la gauche la tuyère à vapeur, on ouvre le passage de l'eau ; la manœuvre de l'aiguille laisse passer la vapeur.
Presque tous les injecteurs comportent les mêmes organes essentiels. La tuyère laisse écouler avec une grande vitesse un jet de vapeur venant de la chaudière, lorsque la prise de vapeur est ouverte. Dans cet appareil ce n'est plus la pression de la vapeur que l'on utilise directement, mais la force vive qu'elle communique à l'eau pour soulever le clapet de refoulement.
On obtient une grande vitesse de la vapeur en la faisant pénétrer en même temps que l'eau dans une tubulure conique convergente. Le mélange arrive ensuite dans une tubulure divergeante et conserve une vitesse suffisante pour soulever le clapet de refoulement.
Ce jet d'eau chaude traverse un espace dit trop-plein, qui communique librement avec l'extérieur, par lequel s'écoule l'eau ou la vapeur lors de l'amorçage de l'injecteur. En traversant le trop-plein, le jet d'eau chaude peut entraîner de l'air, qui pénètre dans la chaudière ; or la présence de l'air risque à la longue d'altérer les tôles ; aussi plusieurs injecteurs ont-ils sur le trop-plein une soupape qui se ferme du dehors au dedans : cette soupape ne s'oppose pas à la sortie d'eau et de vapeur lors de l'amorçage, mais se referme quand une aspiration se produit, l'injecteur étant amorcé.
Enfin le jet rapide qui traverse le trop-plein pénètre dans un conduit appelé divergent à cause de sa forme, où la vitesse se ralentit ; en même temps la pression augmente, suivant un principe de mécanique ; si la vitesse à l'entrée du divergent est assez grande et si elle se ralentit suffisamment par suite de l'élargissement du conduit, la pression croît assez pour atteindre et dépasser celle de la chaudière ; l'eau y pénètre, en soulevant la soupape de retenue, qui empêche la vidange de la chaudière lorsque l'appareil ne marche pas.
La dimension d'un injecteur la plus importante à connaître est le diamètre du divergent à sa section la plus étroite, auprès de son embouchure : de ce diamètre dépend, pour chaque type d'injecteur, la quantité d'eau qu'il peut refouler. Le numéro de l'injecteur est souvent ce diamètre exprimé en millimètres.
Les qualités principales qu'on recherche dans un injecteur, qualités qui, dans chaque cas, font préférer tel ou tel appareil, sont les suivantes :
Les injecteurs aspirants peuvent être montés au-dessus du niveau de l'eau dans la bâche où ils la puisent ; les injecteurs non aspirants doivent recevoir l'eau en charge, ce qui oblige à les placer en dessous du tablier de la locomotive. Quand ils ne fonctionnent pas, ils videraient le tender si on oubliait de fermer l'arrivée d'eau.
On trouve encore en service l'injecteur Giffard, à peu près tel qu'il est sorti des mains du célèbre inventeur : l'aiguille, manœuvrée par une petite manivelle, ferme ou ouvre plus ou moins la tuyère par laquelle s'échappe la vapeur prise à la chaudière. Il faut fermer cette aiguille avec douceur, car, poussée fortement, elle peut faire éclater la tuyère dans laquelle elle se coince. Le petit jet de vapeur, que laisse passer la tuyère entr'ouverte, entraîne l'air lors de la mise en marche et appelle l'eau par suite de la diminution de la pression dans le tuyau d'aspiration.
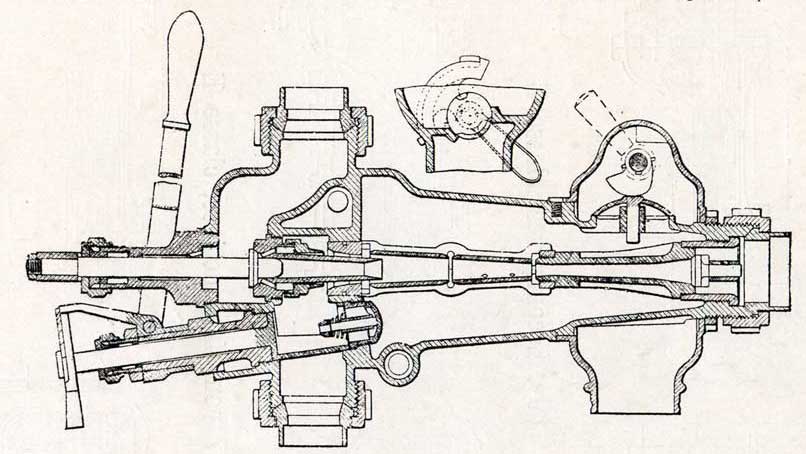
injecteur Sellers ; coupe longitudinale ; vue en bout de la poignée du robinet à eau. Le grand levier vertical commande la soupape de prise de vapeur ; la poignée inférieure, à gauche, le robinet à boisseau, placé sur l'arrivée d'eau (représenté dans la position de fermeture). La petite poignée à droite permet d'immobiliser la soupape de trop-plein.
La tuyère avec l'aiguille peut glisser dans le corps de l'injecteur, sous l'action de la vis commandée par une grande poignée ; on ouvre ainsi plus ou moins le passage de l'eau. Il ne faut pas que la vapeur puisse fuir à l'extérieur de la tuyère et pénétrer par là dans la chambre ou cheminée : une garniture s'oppose à cette fuite.
Pour faire fonctionner l'injecteur Giffard, on règle le passage de l'eau, à l'aide de la grande poignée, en réduisant l'ouverture d'autant plus que la pression dans la chaudière est plus forte. Avec l'aiguille on ouvre d'abord un étroit passage à la vapeur pour aspirer l'eau, puis on augmente l'ouverture.
Un injecteur Giffard, avec divergent de 9 m/m de diamètre à l'endroit le plus étroit, peut refouler, par minute, dans une chaudière dont la pression est de 10 kg par cent. car., 60 à 120 litres d'eau prise au tender. Ces nombres deviennent 80 à 130 pour la pression de 13 kg. par cent. car., et 40 à 100 pour celle de 7 kg. par cent. car.
Dans l'injecteur Sellers, la vapeur sort non seulement par la tuyère, mais forme en outre une nappe mince autour de cette tuyère. La soupape, commandée par un levier, commence par donner passage seulement à cette nappe auxiliaire de vapeur, à cause du téton qui s'engage dans la tuyère : elle produit alors l'aspiration de l'air, puis de l'eau, pour la mise en train. L'entrée de l'eau est réglée par un robinet. La chambre, où se mêlent l'eau et la vapeur, est un long cône percé d'une série d'ouvertures en communication avec le trop-plein. Une soupape, s'appliquant de l'extérieur vers l'intérieur, s'oppose à l'aspiration de l'air et peut être fermée quand on se sert de la prise de vapeur pour réchauffer l'eau du tender. Une soupape, au bout du divergent, empêche le retour d'eau de la chaudière. On remarquera sur l’arrivée d'eau une soupape qui peut s'ouvrir dans la caisse qui entoure les tuyères. Cette soupape, dont l'action est secondaire, n'existait pas sur les premiers injecteurs de Sellers. La forme de la tuyère à vapeur, d'abord convergente, puis divergente du côté de la sortie, est digne d'attention. Cette forme, qui existe dans plusieurs appareils de cette nature, augmente la vitesse du jet de vapeur. A première vue, on pourrait croire que l'évasement de la tuyère, en augmentant la section d'écoulement, diminue la vitesse du fluide. Mais il faut tenir compte de l'augmentation de volume qui résulte de l'abaissement de pression de la vapeur pendant son parcours : ce fait compense et au delà l'effet de l'augmentation de section. Un injecteur Sellers débite un peu plus d'eau qu'un injecteur Giffard à divergent de même diamètre (70 à 140 litres, sous la pression de 10 kg au lieu de 60 à 120). Il fonctionne encore avec de l'eau à la température de 50°. La manœuvre en est très facile, mais l'appareil doit être bien construit et bien entretenu. Il faut notamment que la fente annulaire, qui donne la nappe auxiliaire de vapeur autour de la tuyère, ne soit pas trop large.
Injecteur n° 5 pour Locomotives, classe E
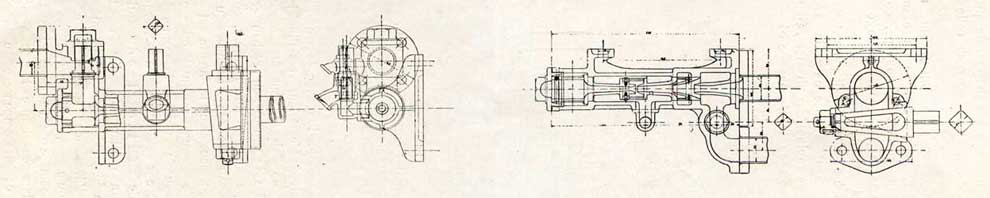
Injecteur n° 6 pour Locomotives, classe E

Injecteur n° 7 pour Locomotives, classe E

Injecteur n° 8 pour Locomotives, classe E
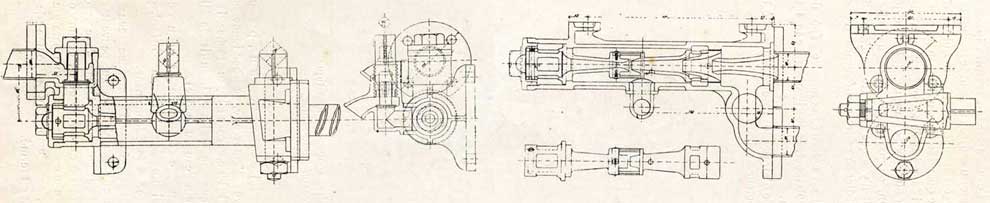
Injecteur combination Re-starting Gresham horizontal, Locomotive à voyageurs à 6 roues couplées, types 16 de 1,700 et à cylindres de 530x650
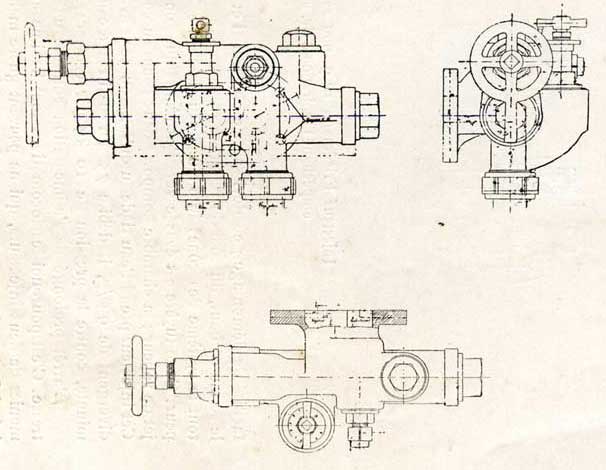
Injecteur n° 9, pour Locomotives, types 15, 17, 30 et 32
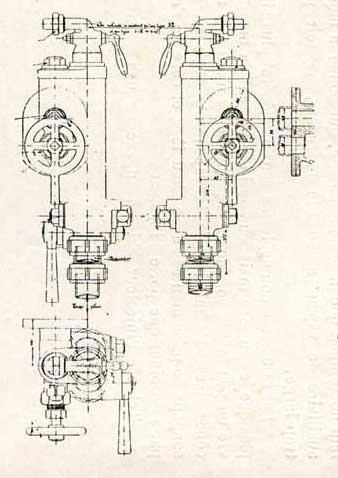
Les injecteurs non aspirants sont en général plus simples que les autres ; mais leur position en rend la manœuvre un peu moins commode. Ces injecteurs n'ont que des cônes fixes ; l'admission de la vapeur s'y règle par la soupape de prise montée sur la chaudière, et celle de l'eau par le robinet que porte l'injecteur.
Tel est l'injecteur Friedmann, remarquable par la facilité de démontage ; en dévissant le chapeau frété qui le ferme en bout, du côté du refoulement, on peut extraire tout le système des cônes intérieurs, sauf la tuyère à vapeur. Cette tuyère est évasée vers l'extrémité qui donne le jet de vapeur ; la chambre comporte deux cônes successifs. Cet injecteur prend l'eau tiède jusqu'à 45 ou 50° ; avec un divergent de 9 m/m, il débite 75 à 150 litres d'eau par minute, contre la pression de 10 kg par cent. car.
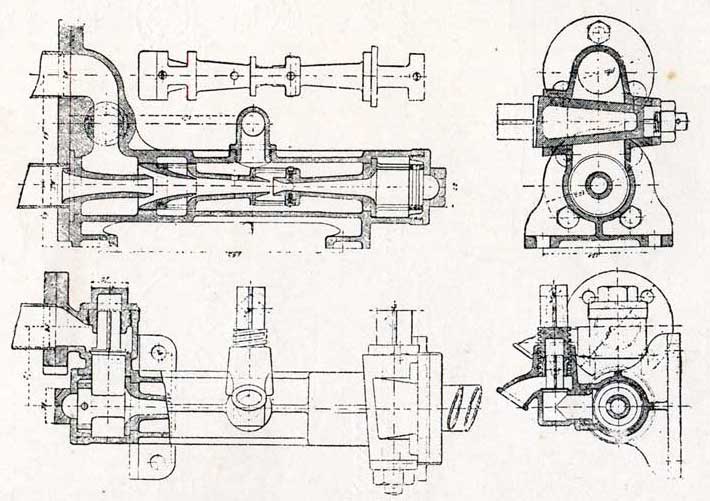
Injecteur Friedmann n° 9, non aspirant ; en haut, à droite, soupape automatique empêchant l'aspiration d'air, avec fermeture pour le réchauffage du tender.
L'arrêt prolongé de l'alimentation entraîne une détresse. C'est pourquoi les locomotives sont habituellement munies de deux injecteurs, qui ne peuvent guère manquer à la fois, à moins que l'eau du tender ne soit trop chaude. Les chances d'avarie des injecteurs, bien entretenus, sont d'ailleurs si faibles qu'on s'est longtemps contenté d'en avoir un seul sur les locomotives. Outre la température trop élevée de l'eau du tender, les principales causes qui peuvent faire rater un injecteur sont les suivantes :
Quelquefois, après avoir passé en revue inutilement toutes les causes vraisemblables qui peuvent empêcher la marche d'un injecteur, on finit par s'apercevoir qu'on a été chercher midi à quatorze heures, comme on dit familièrement, et qu'une cause très simple paralyse l'appareil ; on découvrira, par exemple, que le robinet de la chapelle de refoulement est fermé.
Dans une machine locomotive ce sont les pistons qui font tourner les roues motrices. Celles-ci en roulant sur les rails, font avancer la locomotive, et quand la machine est attelée à un train elle entraine tout le train, sauf pour le cas où elle glisse ou patine. Quand une roue de locomotive patine au lieu de rouler sur le rail, c'est qu'elle surmonte un frottement car c'est le frottement qui empêche le patinage et ce frottement est la résistance qui agit au point où la roue repose sur le rail et dont la direction suit ce rail.
L'effort exercé par les roues sur le rail est l'effort de traction qui entraine le train et la locomotive.
Le poids de la locomotive donne à celle-ci un appui pour exercer son effort de traction, il en résulte une poussée égale à l'effort total. Cette poussée ne peut dépasser une certaine valeur sans faire glisser les roues. Cette valeur est donc une fraction du poids appuyant la roue sur le rail ; cette fraction est nécessairement variable suivant la surface d'appui.
Si l'effort exercé dépasse cette limite les roues patinent ; il en est de même si le poids n'est plus en rapport avec l'effort, en effet si les roues tournent d'une façon exagérée elles n'adhèrent plus suffisamment au rail et ne produisent aucun effet, elles patinent. Si le poids exercé sur les roues est trop faible pour produire une adhérence nécessaire des roues sur les rails, les roues tournent trop facilement et patinent.
Ce poids, dit poids adhérent, peut être le cinquième du poids exercé par les roues motrices sur le rail, mais il varie suivant l'état du rail. Il augmente si le rail est bien sec, il peut l'égaler si le rail est bien lavé par les pluies continues, mais il diminue si le rail est gras, humide, recouvert de feuilles mortes, d'huile ou de détritus quelconques, même d'insectes écrasés. Dans les raccordements d'usines par exemple, là où le rail est souvent recouvert d'une certaine crasse, le poids adhérent est beaucoup moindre.
En général l'adhérence impose à l'effort de traction une limite indépendante de la puissance motrice que peut donner la vapeur. Lorsque la limite est atteinte, la puissance motrice est plus forte que la résistance et les roues patinent.
En patinant les roues peuvent acquérir une vitesse capable de détériorer l'appareil moteur et le mécanisme, aussi pour éviter cet inconvénient, il faut fermer le régulateur aussitôt que la résistance du poids n'est plus maître de la force motrice.
L'effort de traction imposé par l'adhérence est toujours proportionnel au poids adhérent, on a donc intérêt à relever le plus possible la limite de cette valeur, seulement comme les voies ne supporteraient pas un poids trop lourd sur les roues, on ne peut dépasser une certaine limite.
On obvie à cela, en accouplant deux ou plusieurs essieux moteurs, on augmente ainsi de beaucoup le poids adhérent. Une locomotive à six roues accouplées par exemple donne tout son poids sur ses trois essieux et le poids adhérent est triple du poids adhérent de chaque essieu, si ceux-ci étaient libres.
Il faut noter cependant que le poids adhérent ne peut pas dépasser la force motrice de la machine, car si on peut remédier à la non adhérence de la roue sur le rail, il est impossible de remédier à la faiblesse du moteur.
Nous avons indiqué, à chacun des types de locomotives décrits au chapitre V, l'effort de traction développé par chacune d'elle. Cet effort se calcule comme suit :
La vapeur, si elle est prise à la plus forte pression que doit supporter la chaudière, en poussant le piston dans sa course entière, sans aucune détente, l'autre face communiquant constamment avec l’échappement, donnerait le plus grand travail possible par coup de piston.
Ce travail est égal à la force qui pousse le piston multipliée par sa course. Un piston de 45 cm. de diamètre donne une surface de 1.599 cm. car., avec une chaudière timbrée à 10 kg., la force atteinte sera 1599X 10 = 15990 kg. avec une course de 0.6 m., le travail sera 15990k X 0.6 = 9550 kilogrammes ; pour un tour de roues. Comme il y a deux cylindres et que chaque piston fait un aller et retour, le travail moteur sera quatre fois plus grand.
D'un autre côté, le travail exercé par la locomotive, pour un tour de roues, est égal à l'effort de traction moyen appliqué entre les roues et le rail, multiplié par le chemin parcouru pendant que ces roues font un tour ; soit la longueur de leur circonférence. Un diamètre de 1m400 donne une circonférence de 4m400 environ.
L'effort de traction pendant un tour de roues est égal à celui de la vapeur sur les pistons, ou à 4 fois 9550 kg. ou 38200 kil. pour l'exemple qui nous occupe. Ce travail est le produit de l'effort de traction moyen par la longueur parcourue, 4m400 : l'effort de traction est donc 38200 kil. divisé par 4.400 égale 8700 kil. environ.
La formule est  elle se réduit à
elle se réduit à ![]()
Mais les frottements et d'autres résistances causent des pertes dans la transmission du travail des pistons aux roues et la vapeur n'agît jamais à pleine pression pendant toute la course du piston, c'est pourquoi on ne peut développer un aussi grand effort de traction, on estime qu'on ne peut compter que sur les deux tiers de ce travail et on est d'accord pour employer la formule ![]() 0.65 représentant environ les 2/3.
0.65 représentant environ les 2/3.
La formule aussi réduite est largement suffisante pour que la plupart des locomotives développent un effort plus grand.
Pour les poids, voir la fin du chapitre V
| A. Pression de la chaudière B. Diamètre du cylindre C. Course du piston D. Diamètre des roues E. Effort de traction |
A | B | C | D | E | ||
| Locomotive type | 1 | 10 | 0.430 | 0.560 | 2.000 | 3.476k | |
| 9 | - | - | - | 3.136 | |||
| 8 | - | - | - | 2.780 | |||
| 2 | 8 | 0.450 | 0.600 | 1.700 | 3.839 | ||
| 9 | - | - | - | 4.318 | |||
| 4 | 8 | 0.450 | 0.600 | 1.700 | 3.839 | ||
| 9 | - | - | - | 4.318 | |||
| 5 | 8 | 0.350 | 0.46 | 1.450 | 2.084 | ||
| 6 | 10 | 0.500 | 0.600 | 1.700 | 5.924 | ||
| 8 | 8 | (7) 0.360 | 0.640 | 1.800 | 2.970 | ||
| (8) 0.600 | |||||||
| 9 | 14 | 0.440 | 0.640 | 1.980 | 7.400 | ||
| 12 | 10 | 0.500 | 0.600 | 1.100 | 4.776 | ||
| Foyer profond | 15 | 12 | 0.430 | 0.610 | 1.800 | 5.042 | |
| Mi profond | 15 | 12 | 0.470 | 0.610 | 1.800 | 6.010 | |
| 16 | 12 | 0.530 | 0.650 | 1.700 | 8.638 | ||
| 17 | 12 | 0.482 | 0.660 | 1.980 | 6.227 | ||
| 13 | - | - | - | 6.755 | |||
| 18 | 13.5 | 0.432 | 0.660 | 1.980 | 6.755 | ||
| 18 | à surchauffe | 13.5 | 0.500 | 0.660 | 1.980 | 7.200 | |
| 19 | bis | 13 | 0.500 | 0.600 | 1.980 | 7.260 | |
| 19 | 16 | (7) 0.360 | 0.680 | 1.980 | 7.120 | ||
| (8) 0.620 | |||||||
| 19 | bis | 15.5 | (7) 0.360 | 0.680 | 1.800 | 7.820 | |
| (8) 0.620 | |||||||
| 20 | modifié | 10 | 0.500 | 0.550 | 1.050 | 8.790 | |
| 23 | 12.5 | 0.480 | 0.600 | 1.260 | 8.821 | ||
| 25 | 10 | 0.500 | 0.600 | 1.300 | 7.747 | ||
| 28 | 8 | 0.450 | 0.600 | 1.420 | 4.490 | ||
| 9 | - | - | - | 5.055 | |||
| 29 | 9 | 0.450 | 0.600 | 1.300 | 5.648 | ||
| 30 | 12 | 0.457 | 0.660 | 1.520 | 7.294 | ||
| 31 | 12 | 0.457 | 0.610 | 1.562 | 6.557 | ||
| 32 | 13 | 0.470 | 0.660 | 1.520 | 8.363 | ||
| 35 | 13 | 0.500 | 0.660 | 1.600 | 8.991 | ||
| Hors type n° | 868 | 9.5 | 0.460 | 0.610 | 1.200 | 4.571 | |
| 869 | 9.5 | 0.435 | 0.610 | 2.000 | 3.679 | ||
| Fourgon n° | 1 | 12 | 0.270 | 0.350 | 0.980 | 2.087 | |
| 2 | 12 | 0.290 | 0.350 | 1.200 | 1.971 | ||
|
Quatre cylindres égaux |
14 | 0.420 | 0.610 | 1.980 | 10.200 | ||
| Atlantic | 15.5 | (7) 0.360 | 0.640 | 1.980 | 6.700 | ||
| (8) 0.600 | |||||||
D'après les données de ce tableau l'effort le plus grand est réalisé par la locomotive à quatre cylindres égaux il est de 10200 kilogrammes.
Le trafic intense des railways belges a fait étudier des types plus puissants capables de remorquer des trains lourds qui actuellement sont équipés à double traction.
On a mis en construction deux nouveaux types.
Une machine à voyageurs, type 10 système Flamme, à six roues accouplées avec tender indépendant, pourra fournir un effort de traction de 15166 kg.
Une machine à marchandises, type 36 système Flamme, à surchauffe à dix roues accouplées avec tender indépendant fournira un effort de traction de 20700 kil.
Pour les machines locomotives compound, on calcule l'effort de traction par la formule
![]()
Cette formule donne des valeurs plus faibles que la réalité mais qui approchent celles calculées exactement.
Cette traction exercée par les roues motrices sert non seulement à tirer le train mais aussi à faire avancer la machine locomotive, ce qui fait que l'effort sur le crochet enregistré par le dynamomètre est moindre que celui effectué par la locomotive.
Régulateur des locomotives. - On nomme régulateur de locomotive, le mécanisme de prise de vapeur à la chaudière, pour lui permettre de se rendre aux cylindres.
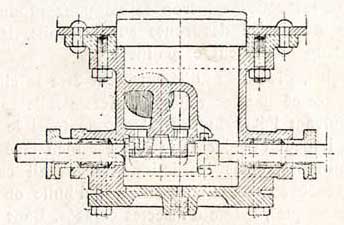
Régulateur du type Crampton à deux tiroirs
Ce régulateur consiste en un tiroir de bronze, placé dans la vapeur et pouvant ouvrir ou fermer des lumières en communication avec des tuyaux qui aboutissent aux boîtes à vapeur des cylindres.
La pression de la vapeur dans la chaudière fait coller !e tiroir sur sa table.
Ces régulateurs dits du type Crampton sont manœuvrés à l'aide d'une tige en fer, qui sort à travers une garniture, et qui est commandée par un levier placé à la main du mécanicien.
Les fuites des régulateurs peuvent causer une mise en marche intempestive, si on a négligé d'ouvrir les purgeurs pendant un stationnement.
Action motrice de la vapeur. - Aussitôt que le modérateur est ouvert, la vapeur de la chaudière se rend dans la boite à vapeur du cylindre, le tiroir de distribution, en se déplaçant sur la table des lumières, la met en communication avec le cylindre. La vapeur se répand aussitôt dans le vide du cylindre et presse sur la surface du piston.
Quand le passage est assez largement ouvert, que la marche de la machine est lente, la pression sur le piston sera la même que dans la chaudière, parce que la pression de la vapeur se transmet également dans tous les sens.
Si, au début, le piston est à fond de course, la pression va le pousser, et fait avancer la machine.
Cette opération fait sortir de la chaudière une quantité de vapeur, mais un poids égal d'eau se vaporisera et remplacera cette vapeur sortie, dans la chaudière.
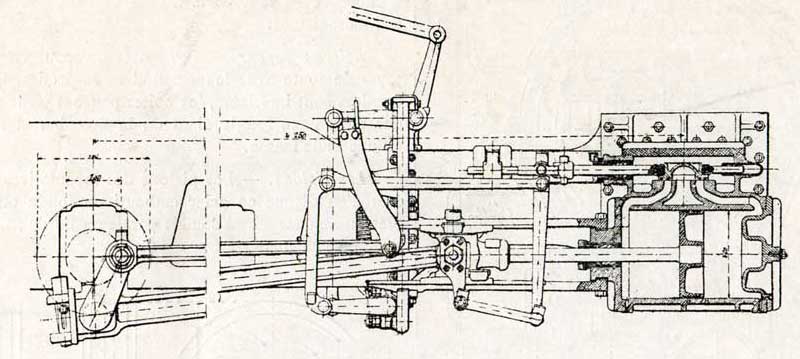
Ensemble du mécanisme
Lorsque le piston a parcouru une partie de sa course, le tiroir vient recouvrir la lumière d'entrée et en la fermant emprisonne ainsi dans le cylindre un certain volume de vapeur. Alors commence la détente de la vapeur et à mesure que le piston continue sa marche sous la poussée de la vapeur, l'espace occupé par celle-ci augmente mais en même temps la pression exercée sur le piston, diminue.
La vapeur est comme un ressort qui produit un effort de moins en moins grand à mesure qu'il s'allonge.
Tandis que le piston est ainsi poussé par la vapeur, l'autre face reçoit seulement la pression de l'atmosphère, pendant la plus grande partie de sa course, le cylindre communiquant de ce côté avec l'extérieur par le tuyau d'échappement.
Transmission du mouvement du piston. - On connait le fonctionnement du mécanisme, le mouvement rectiligne alternatif ou de va et vient que la vapeur communique au piston est transmis aux roues et transformé en mouvement circulaire continu ou de rotation par la bielle et la manivelle. Les roues par l'effet de l'adhérence due au poids de la machine, produisent le mouvement de translation de la locomotive.
Les cylindres, les pistons, les bielles et les manivelles, avec leurs accessoires, forment l'appareil moteur ; les tiroirs, les coulisses et les excentriques, avec les tiges, axes ou barres qui relient ces pièces entre elles, constituent l'appareil de distribution de la machine.
Cylindres et boites à vapeur. - Les cylindres constituent une des parties les plus essentielles de la locomotive. Ils sont fixés aux longerons par des boulons enfoncés dans des trous alésés, pour former une attache très solide.
La longueur des cylindres est un peu supérieure à la double longueur des manivelles augmentée de l'épaisseur du piston ; l'espace libre à chaque extrémité est plus grand qu'il ne faut pour le jeu du piston en tenant compte de la variation de longueur des bielles motrices. Ce jeu augmente le volume de l'espace nuisible. On donne ce nom au volume que l'espace libre du cylindre forme avec l'orifice d'admission correspondant. Ce volume atteint jusqu'à 9 % de celui du cylindre dans les machines à simple expansion et jusqu'à 18 % dans les compound, pour éviter une compression excessive aux grandes vitesses de rotation.
Pour diminuer le plus possible le refroidissement extérieur par le contact de l'air, les cylindres sont garnis sur le pourtour et sur le plateau d'avant d'une enveloppe, en tôle ou plus souvent en laiton, emprisonnant une couche d'air.
Les cylindres sont munis à leur extrémité, de robinets de purge qui servent à expulser l'eau de condensation qui y séjourne ou celle qui a pu être entrainée de la chaudière avec la vapeur.
Dans les locomotives à tiroirs cylindriques possédant des segments ne pouvant se refermer sur eux mêmes, les fonds de cylindres sont munis de soupapes de sûreté destinées à laisser évacuer l'eau ; des soupapes de rentrée d'air sont aussi disposées sur les cylindres de ces machines pour permettre à l'air extérieur d'y pénétrer dans la marche à régulateur fermé.
Lorsque les cylindres sont intérieurs aux longerons, leurs axes étant très rapprochés de l'axe longitudinal de la machine, les déplacements produits par l'action de la vapeur agissant d'une manière alternative sur les pistons, ou par le mouvement non concordant des bielles, crosses et pistons parallèlement à l'axe longitudinal, sont très faibles et n'occasionnent pas de fatigues à la voie. Seulement la visite et le graissage du mécanisme, ainsi que les réparations, ne se font pas aussi commodément que dans le cas de cylindres extérieurs. Cet inconvénient est beaucoup atténué actuellement par l'élévation qu'on donne à la chaudière aux machines récentes.
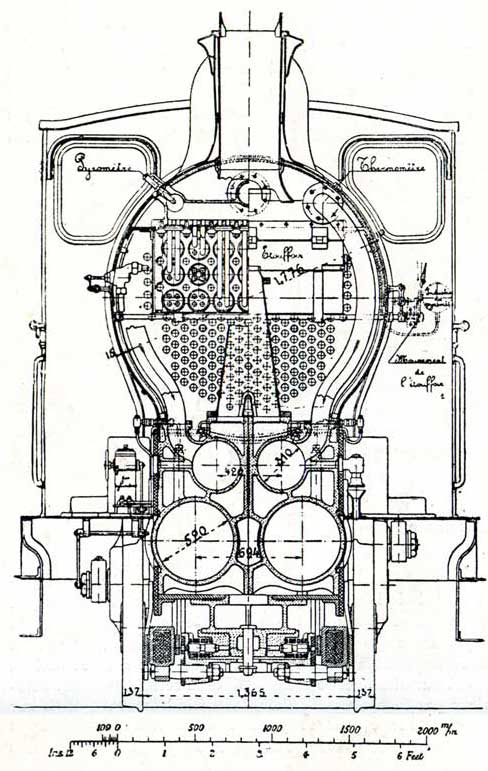
Avec les cylindres intérieurs, il faut des essieux coudés qui coûtent plus cher que les essieux droits. Ces essieux coudés ne peuvent fournir un travail aussi long que les autres par suite d'une fatigue de métal plus grande au raccordement des manivelles.
Les cylindres intérieurs doivent être inclinés pour permettre le passage des bielles motrices au dessus d'un essieu. Cette inclinaison donne lieu à des perturbations nuisibles à la stabilité.
Avec les cylindres extérieurs, lorsqu'ils sont placés à l'avant de la machine et en porte à faux, les perturbations, qu'on ne peut totalement supprimer dans certains cas, deviennent maximum et, dans le cas d'une vitesse excessive ou d'une voie défectueuse, elles risquent de produire des déplacements dangereux de la voie. L'effet nuisible de ces perturbations est atténué et même presque entièrement supprimé avec un grand empattement et l'emploi d'un bogie ou d'un essieu bissel à l'avant des cylindres, dispositions générales dans les locomotives actuelles.
Si les cylindres extérieurs sont placés comme dans la disposition Crampton, c'est à dire très peu en avant du milieu de la machine, le lacet est également très atténué.
Cette disposition se rencontre dans la plupart des locomotives compound à quatre cylindres, les deux autres cylindres y étant intérieurs ; on obtient ainsi une très bonne stabilité malgré l'inclinaison fréquente de ces derniers cylindres grâce à un grand empattement des machines, à l'absence de tout porte à faux et à un bon équilibrage des mécanismes.
Boites à vapeur. - Les boites à vapeur viennent toujours de fonte avec leurs cylindres respectifs. Quand ces derniers sont intérieurs, les boites peuvent venir se raccorder dans l'axe longitudinal de la machine et ne former qu'une seule masse.
Les pistons. - Les pistons des locomotives sont formés d'un disque en acier embouti ou fondu ou de deux plateaux en fer forgé soudés par leurs bords ; ils peuvent aussi être en fonte.
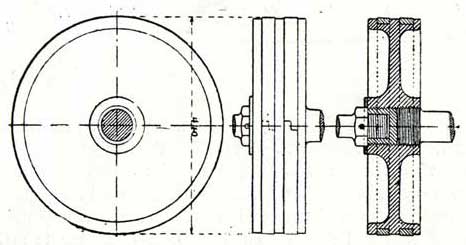
Piston de locomotive à deux segments, montés dans les gorges séparées, avec contre tige.
Le diamètre des pistons est de 2 à 4 m/m moindre que celui des cylindres pour qu'ils ne puissent venir frotter contre les parois de ces derniers ; sur leur pourtour sont creusées deux ou trois gorges ou rainures dans lesquelles viennent se loger des bagues ou segments en fonte de 10 à 15 m/m d'épaisseur.
Ces segments élastiques font joint avec les parois du cylindre et empêchent les fuites de se produire d'un côté à l'autre du piston. L'élasticité des segments est due à la coupure, celle-ci a environ 30 m/m lorsque les segments sont libres, hors du cylindre. Elle se réduit à 3 ou 4 m/m quand ils sont en place.
La dilatation fait que les bords du segment se touchent presque quand le piston est en marche.
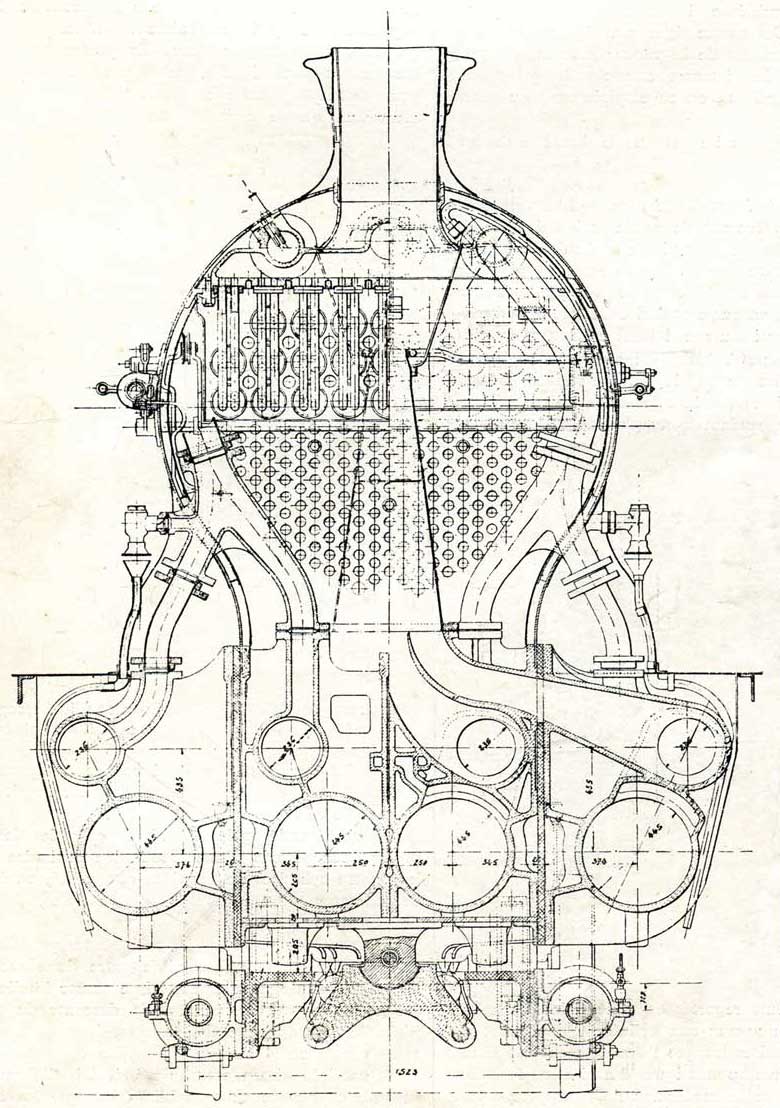
Locomotive à quatre cylindres, deux extérieurs et deux inférieurs.
Lorsque les pistons ont un grand diamètre, ils sont souvent munis d'une contre tige sortant par un presse étoupe ou se déplaçant dans un fourneau en bronze ; ils sont ainsi mieux guidés et ils ne tendent pas à traîner dans le cylindre. Ces contre tiges sont également nécessaires quand on emploie de la vapeur surchauffée pour assurer l'étanchéité des pistons et empêcher les grippages ; au lieu de deux segments, on en emploie trois ou quatre plus étroits.
La contre tige est utile dès que le diamètre dépasse 500 m/m.
Graissage des tiroirs et des pistons. - L'eau entraînée par la vapeur ou provenant de condensation dans le cylindre, réduit le frottement du piston et du tiroir, mais ne suffit pas, le graissage de ces organes est nécessaire, surtout pour la marche avec régulateur fermé, le graissage est utile aussi quand la vapeur est admise dans le cylindre. Les appareils graisseurs se divisent en cinq catégories :
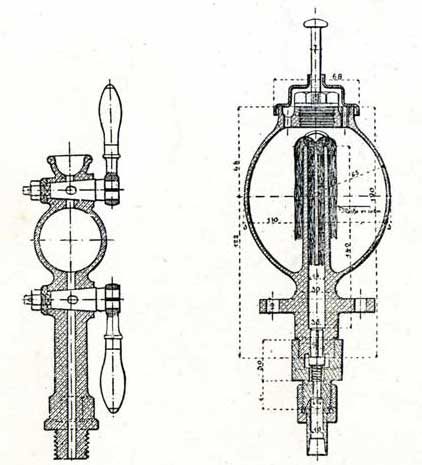 |
|
| Graisseur à deux robinets | Graisseur automatique à aspiration |
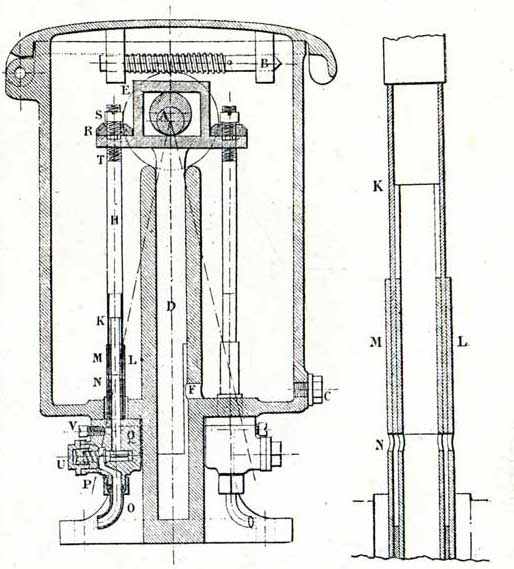
Graisseur multiple du système Bourdon (dit télescopompe), à 4 pistons ; coupe verticale ; détail d'un piston
Pour répartir également l'huile entre les deux tiroirs et les deux pistons d'une locomotive ordinaire ou entre les quatre cylindres de certaines compound, on fait usage de graisseurs mécaniques à pistons multiples, tels que celui de Bourdon.
Chaque piston de cet appareil se compose d'un plongeur et d'un tube qui coulisse entre deux tubes fixes. Une soupape de refoulement laisse passer l'huile envoyée à l'organe à graisser, pendant la descente du piston. Il n'y a pas de soupape d'aspiration, il y a seulement des trous percés en N dans les tubes fixes.
Quand le piston est soulevé, il fait d'abord le vide jusqu'à ce que le tube mobile démasque les trous N : alors l'huile pénètre sous le piston. Pendant la descente, le plongeur central chasse l'huile en soulevant la soupape de refoulement P. Le tube mobile, coulissant avec très peu de jeu entre les deux tubes fixes, constitue une garniture suffisamment étanche.
Le mouvement de va et vient des quatre pistons est produit par un excentrique, que met en action un point du mécanisme de distribution.
On peut changer le débit en modifiant la position des pistons vissés dans la platine qui les entraine : on modifie ainsi la course utile, qui correspond au trajet fait en dessous des trous N.
Garnitures des tiges de piston. - Les garnitures métalliques en alliage blanc dit antifriction ont remplacé depuis longtemps sur les locomotives, les anciennes tresses de chanvre que l'on devait recharger et refaire fréquemment. Les garnitures métalliques ont, au contraire, une très longue durée et se conservent étanches, si on a soin de les graisser convenablement et de maintenir les patins de crosse des pistons sans jeu dans les glissières, la lige étant elle-même bien cylindrée.
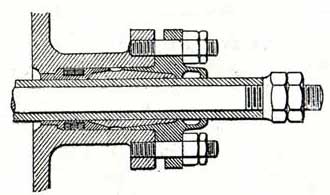
Garniture Duterne
La garniture Duterne est d'un emploi presque général, c'est une simple bague biconique en une ou deux parties, terminée à chacune de ses extrémités par un biseau incliné à 45°, qui tend constamment à faire appuyer la garniture contre la tige sous la double action de la bague de fond et du presse-garniture ; elle peut se serrer progressivement pour étancher les fuites dès qu'elles commencent à se produire.
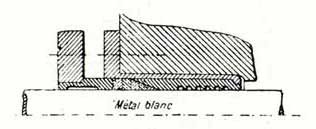
Garniture Pilon
On emploie également la garniture Pile et la garniture dite Transatlantique : La première consiste en une boite ayant une forme conique du côté de la bague de fond et une forme cylindrique du côté du presse-garniture, et dans laquelle on engage un certain nombre de bagues, les premières coniques et les suivantes cylindriques.
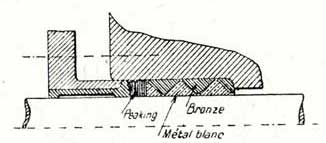
Garniture «Transatlantique»
La garniture Transatlantique, se compose de bagues en bronze et en régule, de section triangulaire, alternée, la grande base du triangle des premières s'appliquant contre la boite à garnitures et celle des secondes contre la tige ; remplissage de la boite se termine par une tresse en "packing".
Crosses de pistons. Glissières. - Par suite des positions obliques que prennent les bielles motrices, il est nécessaire de guider les têtes de pistons en hauteur, pour que leur déplacement s'effectue en ligne droite ; à cet effet, les crosses réunissant les tiges de pistons aux bielles sont munies de patins à rebords, qui coulissent avec un faible jeu entre des glissières parallèles à l'axe du cylindre.
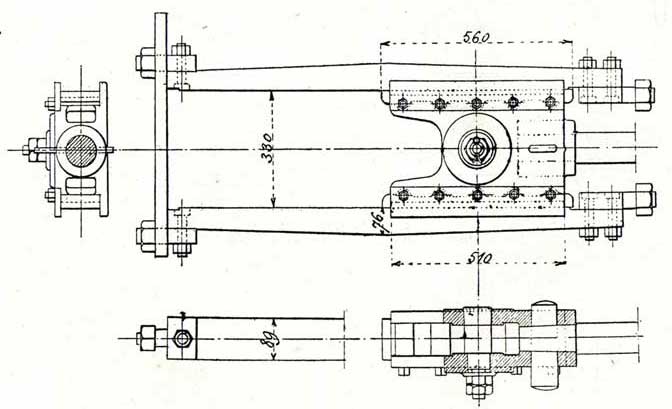
Tête de piston guidée par deux glissières
Avec les cylindres intérieurs, on emploie souvent quatre glissières par cylindre ; parfois il n'y a qu'une glissière par cylindre, que les patins de la crosse embrassent complètement.
Cette disposition est employée pour les cylindres intérieurs des machines à quatre cylindres, elle est plus simple et dégage mieux la machine.
Les mécanismes extérieurs comportent habituellement deux glissières.
Bielles et manivelles. - Dans la locomotive on distingue des bielles motrices et des bielles d'accouplement.
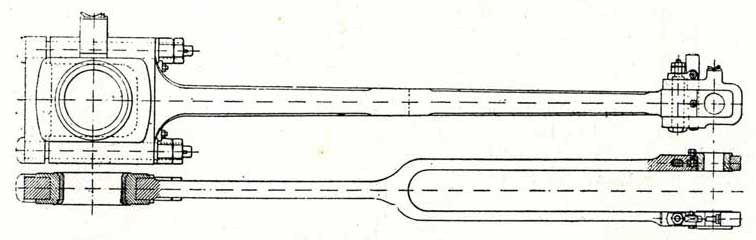
Bielle motrice avec petite tête à fourche et à chapes rapportées, et avec grosse tête à cage ouverte et à chapeau
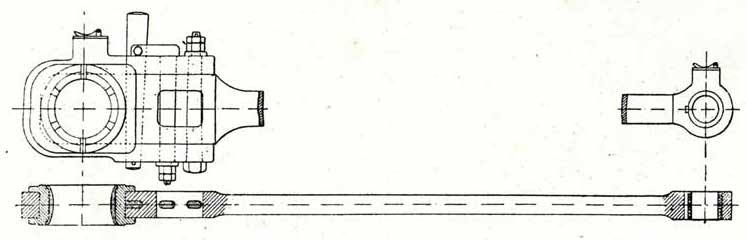
Bielle motrice avec petite tête simple et à bague, et avec grosse tête à chape rapportée
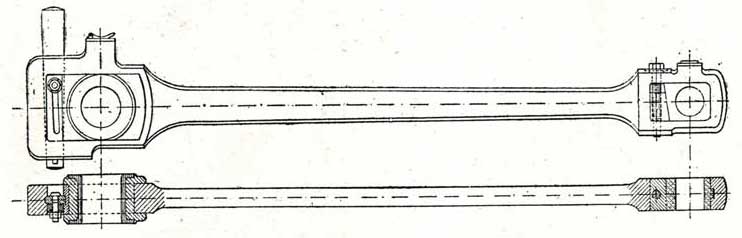
Bielle motrice à cages fermées sur les deux têtes
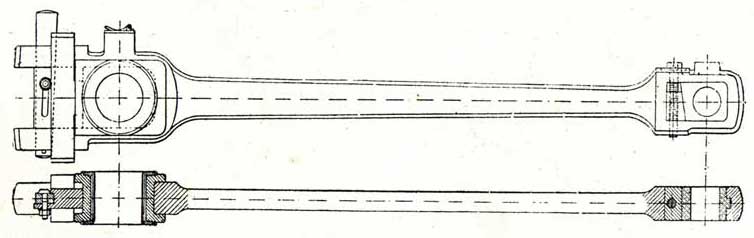
Bielle motrice à cage ouverte sur la grosse tête
La bielle motrice est celle qui reçoit directement le mouvement du piston et le communique à l'essieu moteur. La bielle d'accouplement est celle qui relie l'essieu moteur à un second ou troisième essieu, c'est-à-dire que la bielle motrice, sert, avec la manivelle, à transformer le mouvement alternatif ou de va et vient que sa petite tête reçoit du piston, par l'intermédiaire de la crosse, en un mouvement circulaire continu quelle transmet à la manivelle ou à la roue motrice par sa grosse tête. Quand la bielle attaque directement l'essieu entre ses boites à huile, cet essieu doit être coudé et ses deux parties sont alors reliées par les bras et le tourillon d'une manivelle double. La brisure peut être produite près de la roue, à l'extrémité de l'essieu, dans ce cas la manivelle est simple, son tourillon étant retenu dans un bossage compris entre deux rayons de la roue.
Si la bielle motrice est en dehors des roues, elle est reliée à l'essieu par une manivelle à un seul bras ou par un tourillon implanté dans un bossage de la roue.
La petite tête de bielle motrice peut être à chape fermée ou à fourche et munie de coussinets à serrage par coin à vis, ou de bagues.
La grosse tête affecte des formes différentes ; à cage fermée ou à fourche, faisant corps avec la bielle ou bien rapportée. Le serrage se fait par clavette ou par boulons serrés à bloc à même ou sur cales.
Les tourillons de bielles motrices, dans les machines à cylindres intérieurs, peuvent être calés dans le même sens que les boulons des manivelles d'accouplement ou à l'opposé de ces dernières. Cependant si l'on suit la première disposition, il faut de plus forts contre poids.

Bielle d'accouplement à clavettes de réglage

Bielle d'accouplement à bagues, sans réglage
Les tourillons des bielles motrices, dans le cas de deux cylindres, sont toujours calés à angle droit ; si l'un des pistons se trouve ainsi à fond de sa course et par conséquent impuissant à imprimer aucun mouvement à la machine, l'autre est au contraire au milieu de la sienne et développe le maximum de travail.
Dans le cas de trois cylindres, disposition qui n'est appliquée que lorsque ces cylindres travaillent en compound, deux d'entre eux sont extérieurs et le troisième intérieur. Les manivelles motrices peuvent alors produire l'entrainement du même essieu, ou de deux essieux différents, et elles peuvent ainsi être calées soit à 120°, soit à 90° et 135°. Les manivelles calées à 90° étant, dans ce dernier cas, celles qui se rapportent au même essieu. Cette disposition est préférable à la première, parce que, dans le cas d'avarie au cylindre intérieur, la machine se comporte comme une locomotive ordinaire à deux cylindres.
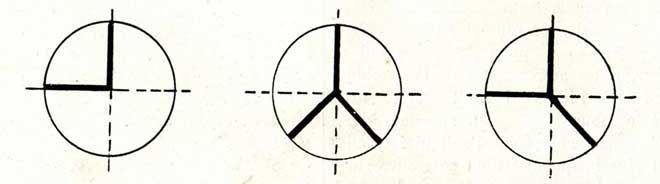 |
||
| Calage à 90° | 120° | 90 à 135° |
Les bielles d'accouplement servent à concourir à l'adhérence des roues d'un ou de plusieurs essieux, autres que l'essieu moteur.
Les coussinets à clavettes habituels des bielles d'accouplement sont parfois remplacés sur les boutons des manivelles simples par des bagues retenues par une rondelle et une goupille et qu'on tourne à un diamètre supérieur à celui des tourillons.
Dans les machines à trois ou quatre essieux accouplés où les bielles d'accouplement sont montées sur une seule ligne on les réunit aussi près que possible de la tête par une articulation qui permet une certaine flexibilité dans le cas de déplacement des essieux en hauteur, sous l'effet des inégalités de la voie.
Stabilité des locomotives. - La stabilité des locomotives en marche tend à être affectée par diverses causes dont la principale est l'action de la vapeur dans les cylindres.
L'effort exercé sur les pistons est transmis par la bielle et la manivelle aux boîtes à graisse qui, appuyées alternativement de chaque côté contre les plaques de garde, impriment à la machine, en raison de la non-concordance du mouvement des pistons, un mouvement de rotation autour d'un axe vertical ; on donne à ce mouvement le nom de lacet. Sous son influence, les boudins des roues tendent à venir porter tour à tour contre les rebords de chaque file de rails.
Dans la marche en avant de la machine, la vapeur, en agissant sur chaque piston, fait appuyer la crosse contre la glissière supérieure ; comme cette dernière est reliée d'une façon rigide au châssis, les roues les plus proches se trouvent ainsi déchargées à tour de rôle, ce qui a pour effet de surcharger les autres roues de la machine d'une même quantité totale ; le châssis oscille sur ses ressorts en produisant le mouvement qu'on appelle roulis. Plus la bielle motrice est courte, plus l'obliquité qu'elle prend est élevée, et plus la quantité dont se trouve surchargée ou déchargée chaque roue avant l'est également ; cette quantité peut atteindre 1.000 kg.
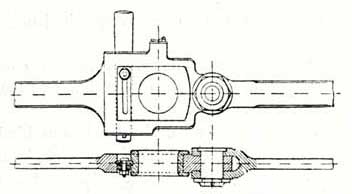
Articulation des bielles d'accouplement, pour plus de deux essieux accouplés
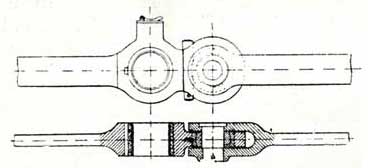
Articulation sphérique d'une bielle d'accouplement, pour essieux à déplacement transversal
L'action des pièces tournantes (manivelles, partie de la bielle motrice située du côté de la grosse tête, parties des bielles d'accouplement attenantes aux têtes) et des organes à mouvement alternatif (piston, crosse, partie de la bielle motrice située du côté de la petite tête) tend aussi à produire tour à tour une surcharge des roues sur le rail, puis une décharge des mêmes roues, ainsi qu'un mouvement peu prononcé de recul de la machine : cette action accentue aussi le lacet.
Enfin, quand les cylindres sont inclinés, la vapeur, en pressant alternativement chacun des fonds, tend encore à soulever l'avant de la machine, puis à l'abaisser dans la course suivante du piston. La machine prend alors le mouvement connu sous le nom de galop. Ce mouvement ne se manifeste plus, ou est peu prononcé, dans les lourdes locomotives actuelles, dont les cylindres sont d'ailleurs le plus souvent horizontaux ou ne sont que légèrement inclinés. Ce mouvement n'affecte que le poids suspendu de la machine.
Les dénivellations de la voie causent, de leur côté, de grandes perturbations dans la charge des roues de la machine sur les rails, pendant que la conicité des bandages tend à produire le lacet.
Les perturbations dues à l'action alternative de la vapeur sont particulièrement sensibles sur les machines à grand effort de traction et à faible vitesse de marche ; elles se manifestent d'une façon très apparente quand on se tient à l'avant du tablier d'une machine à marchandises à cylindres extérieurs montant une forte rampe, ou bien quand on fait patiner cette machine sur place lors d'un démarrage.
D'après des essais à l'écoperche faits au Paris-Lyon-Méditerranée en 1890, le mouvement de lacet à la traverse d'avant de puissantes locomotives à cylindres extérieurs n'aurait pas dépassé cependant 4 mm, ne pouvant donc faire heurter les rebords des rails par les boudins des roues sur une bonne voie ; en pratique, ce déplacement est sensiblement plus grand.
Le lacet peut devenir dangereux quand la machine marche à une vitesse excessive sur une voie fatiguée à forts surécartements ou dénivellations, ou bien lorsque les masses en porte-à-faux : cylindres extérieurs avec traverse en fonte, ou foyer, sont importantes. Une usure latérale trop grande des coussinets des boîtes ou des boudins des roues avant peut aggraver les perturbations, et il convient de ne pas laisser cette usure dépasser une limite donnée, et par conséquent, de lever les machines à temps.
Lorsque les boudins viennent appuyer latéralement contre les rails, les roues avant peuvent monter sur ces rails si elles se trouvent en même temps déchargées d'une façon importante par l'effet de l'obliquité des bielles motrices ou par une dénivellation importante de la voie et qu'en même temps les ressorts des roues n'ont pas une flexibilité suffisante pour maintenir une charge convenable sur ces roues. Les ressorts des roues d'avant doivent donc être surveillés d'une façon particulière par les mécaniciens, qui doivent en demander le remplacement quand ils leur paraissent avoir perdu de leur bande.
Les perturbations dues aux organes en mouvement de la machine sont efficacement combattues par certaines dispositions, comme l'application de contrepoids aux roues motrices et accouplées, la suppression des masses en porte -à-faux, l'emploi de bogie ou d'essieu-bissel donnant encore un grand empattement, de cylindres intérieurs ou disposés extérieurement vers le milieu de la machine (disposition Crampton) ou encore de quatre cylindres avec manivelles d'un même côté de la machine calées à 180°. Un attelage efficace entre la machine et le tender combat aussi les perturbations.
Les contrepoids employés pour équilibrer les pièces tournantes sont appelés contrepoids de l'équilibre vertical ; ils sont appliqués séparément sur chaque roue motrice ou accouplée, à l'opposé de la manivelle ; l'équilibre vertical est complètement réalisé de cette façon. On pourrait annihiler totalement aussi l'effet de recul et de lacet dû aux masses à mouvement alternatif, en appliquant d'autres contrepoids suffisants sur les roues accouplées, mais on créerait ainsi une perturbation verticale plus dangereuse ; cependant, si la charge reposant au repos sur les roues n'atteint pas la charge maximum admise, on peut, sans inconvénient, équilibrer une certaine partie, 1/4 ou 1/3 et même quelquefois plus, de ces masses ; les contrepoids correspondants sont appelés contrepoids de l'équilibre horizontal. Grâce à la solidarité établie par les bielles d'accouplement, cet équilibre horizontal partiel peut être réalisé sur l'ensemble des systèmes moteurs : ainsi dans une machine à trois essieux à adhérence totale, où il est préférable, de ne pas trop charger l'essieu avant, on peut répartir ces contrepoids sur les roues des deuxième et troisième essieux, qui peuvent sans inconvénient recevoir une surcharge modérée. Pour la même raison, on peut appliquer de plus forts contrepoids aux roues des machines P.2, et plus forts encore à celles des machines P.2.P, qu'aux roues des machines 2.P.
Dans les locomotives à quatre cylindres et à quatre manivelles disposées à 180° deux-à-deux d'un même côté de l'axe longitudinal, les pièces en mouvement s'équilibrent sensiblement entre elles, et on peut obtenir l'équilibre vertical complet au moyen de légers contrepoids.
La stabilité de la locomotive est aussi conservée par l'emploi de balanciers de répartition, qui tendent à égaliser constamment la charge sur les essieux qu'ils conjuguent ; un résultat plus complet est obtenu par une suspension sur trois points, réalisée par l'emploi simultané d'un bogie et de balanciers longitudinaux. Du côté de la voie, l'emploi de rails lourds et très longs et de traverses rapprochées diminue la flexibilité et les dénivellations, et augmente par suite la stabilité.
Une certaine surélévation du centre de gravité paraissait autrefois nuisible à la stabilité ; on a montre que cette surélévation, telle qu'elle est pratiquée aujourd'hui, est plutôt avantageuse, notamment à l'entrée des courbes, où elle présente un double avantage : d'une part, le rail extérieur est surchargé ; d'autre part, l'intensité des actions offensives qui lui sont infligées dans le sens horizontal est diminuée. Ces deux effets contribuent à supprimer les tendances au ripage et au renversement, et par suite à augmenter la stabilité. Ils se manifestent d'ailleurs aussi en alignement droit dans toutes les circonstances où les roues d'avant de la machine se rapprochent des rails pour leur infliger un choc plus ou moins intense.
Tiroir. - L'appareil le plus simple pour distribuer la vapeur est le tiroir ordinaire. Le cylindre présente trois conduits ou lumières ; les deux lumières latérales communiquent aux extrémités du cylindre, celle du milieu conduit à l'extérieur et sert à l'échappement. Ces trois conduits débouchent dans la boite à vapeur sur une face plane bien dressée, dite table des lumières. Le tiroir présente une face plane glissant sur la table ; cette face est un rectangle de surface un peu plus grande que des lumières.
La face du tiroir présente en outre un évidement rectangulaire de hauteur égale à celle des lumières ; dans sa position moyenne, les bords de cet évidement peuvent dépasser un peu les bords intérieurs des lumières mais généralement dans sa position moyenne, les bords intérieurs du tiroir, coïncident avec ceux des lumières.
Coulisses. - La coulisse a pour objet de produire le changement du sens de marche de la machine et de faire varier la durée de l'admission de vapeur dans les cylindres.
On emploie à l’Etat Belge la coulisse Stephenson et la coulisse Walschaerts.
La Coulisse Stephenson. - La coulisse Stephenson se compose de deux excentriques calés symétriquement, l'un faisant l'angle d'avance en dessus, l'autre en dessous.
La gravure ci-après nous montre les deux calages à 13 5° et à 12 5°. Ils ne sont pas égaux parce que l’on a voulu par cette faible différence égaliser la distribution sur les deux faces du piston, mais en principe on peut admettre que ces deux angles sont égaux et ensuite on établira une petite différence, comme il sera expliqué plus loin, pour chercher à perfectionner les conditions de la distribution.
Les bases des excentriques A et A' viennent s'articuler à la coulisse D, qui est une pièce rigide présentant la forme d'un arc de cercle dont le rayon est généralement égal à la longueur des barres d'excentriques ; dans une coulisse Stephenson, cet arc tourne toujours sa concavité du côté de l'arbre moteur, comme il est indiqué dans la figure.
La coulisse est disposée de telle manière que l'articulation E, placée à l'extrémité de la tige du tiroir, puisse glisser dans l'intérieur de la coulisse. Dans la gravure on remarque que les barres d'excentriques sont croisées quand la manivelle est à son point mort M ; on dit dans ce cas que la coulisse est à barres croisées.
Au contraire, la barre A pourrait attaquer la coulisse par l'articulation inférieure, et la barre A' par l'articulation supérieure ; dans ce cas les barres ne seraient pas croisées et ce serait une coulisse à barres non croisées.
Les barres A et A' forment avec la coulisse et les centres d'excentriques, un quadrilatère dont les angles sont tous articulés et qui est par conséquent tout à fait déformable. Si nous supposons que l'arbre moteur tourne, la coulisse n'aura pas un mouvement déterminé ; elle pourra se déplacer latéralement à la tige E F tout en déplaçant cette tige, et le rapport entre ces deux mouvements sera indéterminé. Pour obtenir le mouvement de la tige du tiroir dans des conditions définies, il faut guider la coulisse. Cette situation se présente dans toutes les coulisses commandées par deux excentriques et généralement ce guidage s'obtient par la suspension de la coulisse.
Distribution par coulisse Stephenson
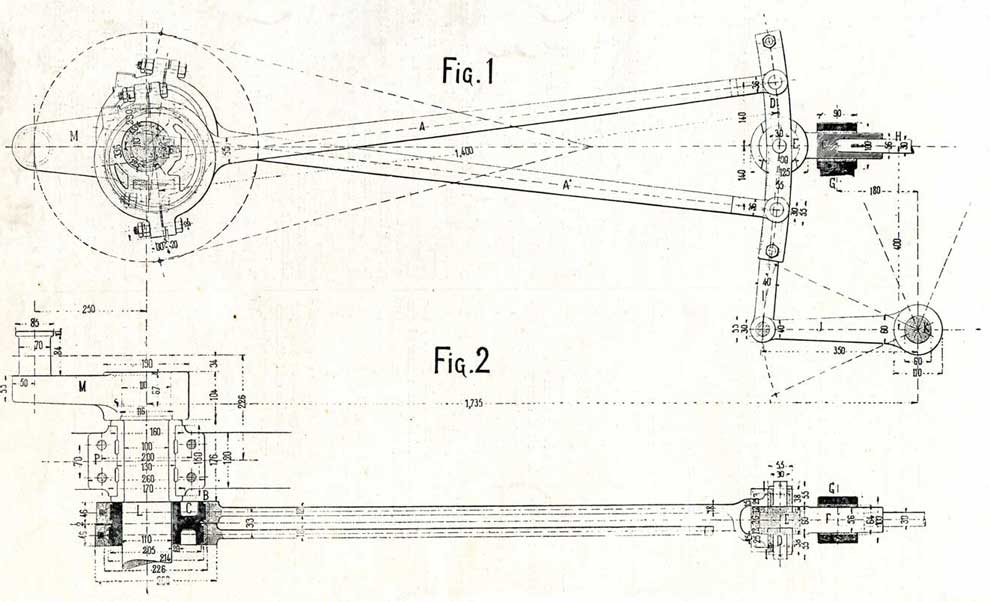
La figure nous montre la coulisse suspendue par son centre au moyen de deux axes extérieurs qui reçoivent les articulations de la barre de suspension I ; cette barre est elle même articulée au levier J claveté sur l'arbre K. Le levier J J et l'arbre K peuvent recevoir un mouvement de rotation au moyen d'un levier calé sur l'arbre et que l'on appelle levier de changement de marche ; généralement des dispositions particulières permettent de fixer à volonté le levier de changement de marche au moyen de crans.
Pour un cran de marche fixe, le levier J est immobile et alors la coulisse est assujettie à osciller autour de l'articulation de la barre de suspension I. On dit alors que l'on à une marche correspondant à ce cran déterminé de levier de changement de marche et par extension que l'on marche à cran déterminé de coulisse.
Quand le levier J se déplace par suite du changement du cran de marche, la coulisse monte ou descend et la position de l'articulation E se trouve modifiée par rapport à l'ensemble de la coulisse qui conduit la tige E. F. du tiroir et de cette façon on peut dire que l'on marcha à un autre cran de coulisse. Dans la disposition de coulisse représentée par la gravure, le levier de changement de marche est supposé dans sa position milieu et, par suite, l'articulation E se trouve au milieu de la coulisse ; on dit que cette articulation est au point neutre, milieu ou mort de la coulisse ; d'un autre de ce cran on a la marche avant, de l'autre la marche arrière ; ce qui justifie ce nom de cran neutre ou mort donné au cran milieu. Il faut tenir compte ici, que, pour une position invariable du levier J l'articulation E ne reste pas exactement à la même position sur la coulisse pendant un tour complet de l'arbre moteur ; il y a un léger déplacement latéral de la coulisse qui est généralement assez faible pour que l'on puisse dire que c'est approximativement le même cran de coulisse qui conduit la tige E F.
Dans une coulisse de Stephenson, les articulations des barres sur la coulisse, peuvent se trouver en dehors de l’axe de la coulisse et le point de suspension qui est ordinairement placé au milieu, comme nous l'avons supposé, peut se trouver en un tout autre point. La condition essentielle d'une coulisse Stephenson, c'est qu'elle se déplace latéralement quand on charge la marche.
Le cas, le plus général d'une coulisse Stephenson peut s'étudier comme suit :
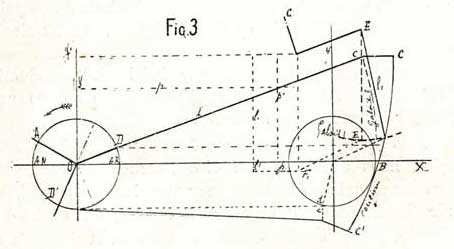
La distribution se compose de deux excentriques OD= OD' (fig. 3) pour excentricité, et attaquant parleur barres D c et D'c' une coulisse CC'. Les axes c et c' ne se trouvent pas sur l'arc médian de la coulisse CC' mais sont à une certaine distance de cet arc. Dans ce cas, l'arc de coulisse CC' est un arc qui a pour rayon Dc+cC. Cette condition est essentielle pour que la coïncidence des axes du tiroir et de la glace ait lieu au même angle de manivelle, pour toutes les positions de la coulisse.
La coulisse CC' est suspendue en un point S (qui se trouve être dans l'exemple le milieu de l'arc) à l'aide d'une tige ES de suspension. Cette tige est articulée en E, à l'extrémité d'un levier coudé GFF, oscillant autour d'un axe fixe F de telle sorte qu'en agissant en G sur le levier, la coulisse pourra être relevée ou abaissée de telle quantité qu'on voudra.
Le coulisseau guidé par la coulisse et fixé sur la tige du tiroir BX, reçoit de cette coulisse un mouvement de va et vient suivant une direction fixe OX, mouvement qui se communique au tiroir de distribution.
Pour chaque position du levier FE., il résultera pour le coulisseau B un mouvement spécial, qu'il faut connaître afin de déterminer les phases de la distribution et en étudier les détails fort complexes.
Pour atteindre ce but, il faut, à chaque position du levier de suspension, tracer une série de positions de la coulisse et du coulisseau, et l'épure à faire dans chaque cas ne laisse pas que d'être très laborieuse et exige, si l'on tient a opérer à. grande échelle, l'emploi de compas et de feuilles de dessins de dimensions exagérées.
Pour une position donnée de la manivelle, la position de la coulisse est déterminée par trois arcs directeurs.
Prenons en effet une position quelconque des excentricités D et D' par exemple, correspondant à la position A de la manivelle ; si de D et D' comme centre, nous décrivons au D c pour rayon deux arcs de cercle, nous voyons que les points c et c' de la coulisse doivent se trouver sur ces deux arcs qui deviennent des arcs directeurs. La coulisse étant de plus suspendue par l'un de ses points (que nous supposons être ici le point milieu S) à l'extrémité du levier E, S, le point S est lui-même astreint à se mouvoir sur l'arc décrit de E comme centre avec ES pour rayon, et celui-ci constitue un troisième arc directeur. De telle sorte, qu'ayant tracé sur un calque ou un gabarit, les points c, c', S et l'arc C C il n'y aura qu'à faire glisser ce gabarit jusqu'à ce que chacun de ces trois points c, c' et S se trouve respectivement sur les arcs directeurs précédemment tracés. Il n'y aura plus alors qu'à prendre l'intersection de la direction OX avec l'arc CC de la coulisse pour déterminer en B la position du coulisseau.
En répétant ces constructions pour différentes positions de la manivelle ou des excentricités, il sera facile d'obtenir pour le coulisseau B autant de positions correspondantes.
En opérant de la même manière pour différentes positions du levier F E, on aura autant de positions du coulisseau pour chaque cran de la coulisse qu'on le désirera.
Si prenant O X, comme direction de transport, nous transportons le centre O du cercle d'excentricité d'une quantité égale à la longueur des barres d'excentrique D c, le centre O viendra en o, tel que
Oo = Dc
et le rayon d'excentricité O, D, en o d se trouvant sur le cercle décrit de o comme centre avec l'excentricité O D pour rayon. Le point d sera en outre sur l'arc décrit de D comme centre avec D c pour rayon, c'est à dire sur l'un des arcs directeurs de la coulisse, et cet arc aura en d sa tangente normale à la direction de transport O, X.
Il en sera de même pour le point d', et il sera facile de tracer deux arcs directeurs à l'aide de gabarits de rayon égal à D c, longueur de la barre d'excentrique.
Le levier ES étant long et c'est là une condition très favorable au fonctionnement de la distribution, nous aurons encore intérêt à transporter de la même manière le point de suspension, ou mieux, le centre de l'arc sur lequel celui-ci se meut. On effectuera le transport du centre F.
Ce point F a pour coordonnées par rapport à O S et O X les distances F f ' et F f', après le transport du centre d et des axes O Y et O X en o y et ox, le point F aura par rapport à l'axe o y pour coordonnées
of = Oo - Ff
Effectuant un transport parallèlement à oy d'une quantité égale à la tige E S de suspension, le point F, ainsi transporté, viendra en F, tel que l'on ait
F F, = E S
ou Ff = ES - Ff.
Le centre F, après ces divers transports se trouvera donc avoir pour coordonnées par rapport aux nouveaux axes ox et oy : fo et F, f. ainsi déterminées. De F, comme centre avec F E pour rayon, décrivons un arc de cercle, menons F, F, parallèle à F E.
Pour avoir en position exacte le troisième arc directeur, il suffira de placer en E, le gabarit de rayon E S et de l'orienter de telle sorte que sa tangente en E, soit normale à o y direction de transport ou parallèle à O X.
En résumé, la méthode consiste à tracer, pour un cran de suspension donné, l'arc directeur de suspension qui est invariable pour un même cran ; et pour les différentes positions de la manivelle, à déplacer les gabarits c d, c'd', en les orientant comme on l'a remarqué.
La détermination d'un point est donc très rapide, et le déplacement des arcs directeurs se fait facilement, quand on a opéré le transport des courbes sur lesquelles on les fait glisser.
Pour une position donnée de la manivelle, on aura ainsi tracé dans leurs positions exactes, les arcs directeurs dc, d'c' et SE.
Appliquant le gabarit de coulisse, on déterminera facilement comme plus haut, l'intersection B de O.X. et de l'arc C C de coulisse c'est-à-dire, la position correspondante du coulisseau.
Nous voyons par cet exemple comment il est possible de connaître rapidement la position exacte du coulisseau et par suite celle de l'axe du tiroir, quand on se donne la position de la manivelle.
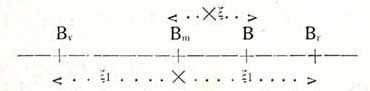
Fig. 4.
Supposons que pour la position A de la manivelle (fig. 4), nous avons trouvé que le coulisseau est en B, ce point peut représenter l'axe du tiroir. Nous nous proposons d'abord de déterminer l'axe du tiroir, c'est-à-dire la distance de l'axe du tiroir à celui de la glace. Nous supposons que le tiroir est réglé à avances linéaires égales pour un certain cran de suspension ; nous plaçons la coulisse de ce cran, et nous cherchons les positions Bv, Bx, de l'axe pour les deux points morts AN, AR, de la manivelle ; supposons connu le point Bm qui représente la position de l'axe de la glace : on voit fig. 5 que, pour les deux points morts AN, AR, de la manivelle, l'écart de l'axe du tiroir, d'après le mode de réglage, est le même et est égal à e+a, de sorte que l'on a
Bm Bv = Bm Br = ai + e
Bv Br = (ai + e)
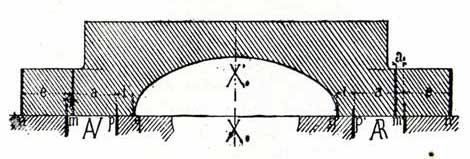
Fig. 5
Nous connaissons Bv Br, il nous est donc possible d'avoir la position du tiroir en prenant le point B m au milieu de la longueur Bv Br.
Cela étant fait, pour une position de l'axe B, prise pour un angle de rotation quelconque à un cran de suspension quelconque, l'écart des deux axes est connu et est égal à BBm = Z.
C'est cet écart Z qui va nous servir à construire l'épure de la distribution.
Nous plaçons la coulisse au cran de suspension pour lequel nous voulons opérer et nous mesurons l'écart de l'axe du tiroir Z1, quand la manivelle est au point mort AN et l'écart Z2, quand elle a tourné de 90° à partir de ce point. Si le cran choisi était celui du réglage, on aurait Z1 = ai + e.
Pour tout autre cran, l'avance linéaire à l'introduction, est modifiée. Avec les quantités Z1 Z2 (fig. 6) nous, construisons un triangle rectangle.
AN d O et avec l'hypoténuse OAN = R comme rayon, nous décrivons une circonférence du centre O ; nous menons les diamètres rectangulaires AN, OX, OY et le diamètre O Do qui n'est autre chose que le côté od du triangle. Nous supposons que le rayon O, AN représente la manivelle au point mort Av, et que la rotation se fait dans le sens de la flèche, (l'angle AN ODo = W se trouvant toujours compté en sens contraire du mouvement). Après une rotation V, la manivelle est en O. M ; du point M nous abaissons la perpendiculaire M m sur O Do et sur cette droite à partir de m, nous portons une longueur m M' égale à l'écart Z de l'axe que nous avons déterminé. En opérant de même pour un certain nombre de positions de la manivelle, l'ensemble des points M' déterminera une courbe fermée, telle que les ordonnées comptées parallèlement à 0 X o représentent les écarts du tiroir. En opérant ainsi pour différents crans et en choisissant même plusieurs modes de distribution, on voit que la courbe tracée diffère très peu du cercle de rayon Do Xo De, elle est plus grande pour la demi-circonférence Do X'o Do. On voit d'ailleurs que la courbe doit passer, en vertu de la construction, par les points du cercle A N et D' ; pour AN l'écart est exactement Z1 et pour D' l'écart est Z2 et on a sur la figure
Z2 = D' d' = Od
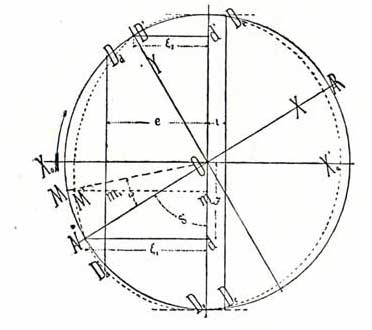
Fig. 6
Les deux triangles AN O d, OD'd' étant égaux, on voit en effet que ces deux triangles rectangles ont leurs hypoténuses égales et leurs angles égaux
Angle D'Od' = Angle dAN O
Renseignements théoriques et pratiques. - Le choix de l'angle de calage est déterminé par la considération du degré d'introduction qu'on désire réaliser, cet angle devra être d'autant plus grand que la détente à obtenir devra être plus grande et l'introduction plus réduite. Il variera entre 20 et 45 degrés.
La méthode approchée permet à un tâtonnement rapide et de déterminer approximativement l'angle de calage le plus convenable.
On peut également avantager l'une des marches au détriment de l'autre, sacrifier la marche AR au profit de la marche A N, en forçant l'angle d'avance de cette dernière.
Quant à la course, diverses considérations doivent guider dans son choix. Si les crans intermédiaires doivent être employés pour obtenir les introductions très limitées, les courses doivent être choisies très grandes pour qu'aux crans voisins du point mort le tiroir découvre suffisamment l'orifice.
Les courses seront du reste d'autant plus réduites que le coulisseau pourra s'approcher d'avantage du point d'attache de la coulisse avec les barres d'excentrique.
Si la disposition est telle que le coulisseau puisse se placer dans l'axe d'articulation des barres, la course du tiroir aux crans extrêmes sera égale à celle des excentriques eux-mêmes ; et quand on le peut on doit disposer les pièces pour que cela se passe ainsi. On réduit la course des excentriques, le diamètre des poulies et par suite des colliers et les frottements propres à ces organes.
La coulisse doit avoir pour axe l'arc décrit avec la longueur des barres pour rayon, à moins que le point d'articulation de celles-ci passe en dehors de cet arc. Dans ce cas le rayon de la coulisse doit être agrandi ou diminué de la distance qui sépare ce point d'articulation de l'axe de la coulisse.
Les barres d'excentrique doivent avoir la plus grande longueur possible par rapport au rayon d'excentricité des excentriques. Avec des barres longues, les perturbations pour les crans intermédiaires sont considérablement diminuées, la coulisse tendant à se confondre de plus en plus avec une droite.
La barre de suspension doit aussi, être aussi longue que possible ; on augmente il est vrai les chances de vibration de ces pièces, mais les oscillations et déplacements du coulisseau dans la coulisse sont de beaucoup atténués et c'est là un avantage sérieux au point de vue de l'usure des galets dans les gorges de la coulisse, usure que, par la disposition même des pièces, on a de la peine à compenser.
La bielle de suspension doit être attachée dans un point tel que les perturbations dues à l'arc directeur, tracé du point d'attache comme centre avec la bielle de suspension comme rayon, soient aussi réduites que possible.
Ce point d'attache se déplace sous l'action du levier de changement de marche, et le plus souvent se meut sur un arc décrit de l'axe de l'arbre de relevage comme centre.
La théorie indiquerait que ce rayon devrait avoir pour valeur la longueur des barres d'excentriques, mais en pratique cela n'est jamais réalisé.
Outre que, ce levier fatiguerait beaucoup sous le poids de la coulisse, des barres et des efforts développés dans la coulisse, l'arbre de relevage devrait, pour n'être pas tordu sous ces divers efforts agissant sur un pareil bras de levier, atteindre de trop forts diamètres ; il faudrait d'ailleurs pour changer la marche trop d'efforts développés de la part du machiniste.
On se borne à donner le quart de la longueur des barres au rayon de ce levier, mais cela n'a rien d'absolu et dépend des emplacements disponibles.
L’arbre de relevage doit en tous cas être très robuste.
L'axe de cet arbre doit être situé par rapport à l'axe longitudinal du tiroir à une distance égale à la longueur de la barre de suspension, de telle sorte que, la coulisse étant au point mort, le levier soit sur une parallèle à celui du tiroir.
Ordinairement la coulisse est suspendue par le milieu. C'est là le point de suspension le plus convenable, qui donne le moins d'oscillation au coulisseau dans la coulisse et qui réduit le plus les perturbations. On suspend cependant très souvent la coulisse par son point bas ; c'est-à-dire par le point le plus éloigné de l'axe d'articulation de la bielle de relevage, ceci dans le but d'allonger le plus possible cette bielle ; et on choisit, pour ce point de suspension, le point même d'articulation de la barre d'excentrique et de la coulisse.
Ce qui précède suffit pour éviter aux débutants les tâtonnements laborieux et leur permettre d'atteindre rapidement le but désiré, c'est-à-dire variation des avances et des déplacements des tiroirs, diminution des déplacements du coulisseau dans la coulisse.
Coulisse Walschaerts. - Dans cette distribution très employée pour les locomotives, le mouvement du tiroir est la résultante des mouvements combinés du piston et d'un excentrique placé sur l'arbre moteur ; le mouvement se transmet par une série de barres et de balanciers, et nous devons encore appliquer rigoureusement la méthode des gabarits pour déterminer les positions simultanées 6ur les différentes trajectoires.
Distribution système Walschaerts
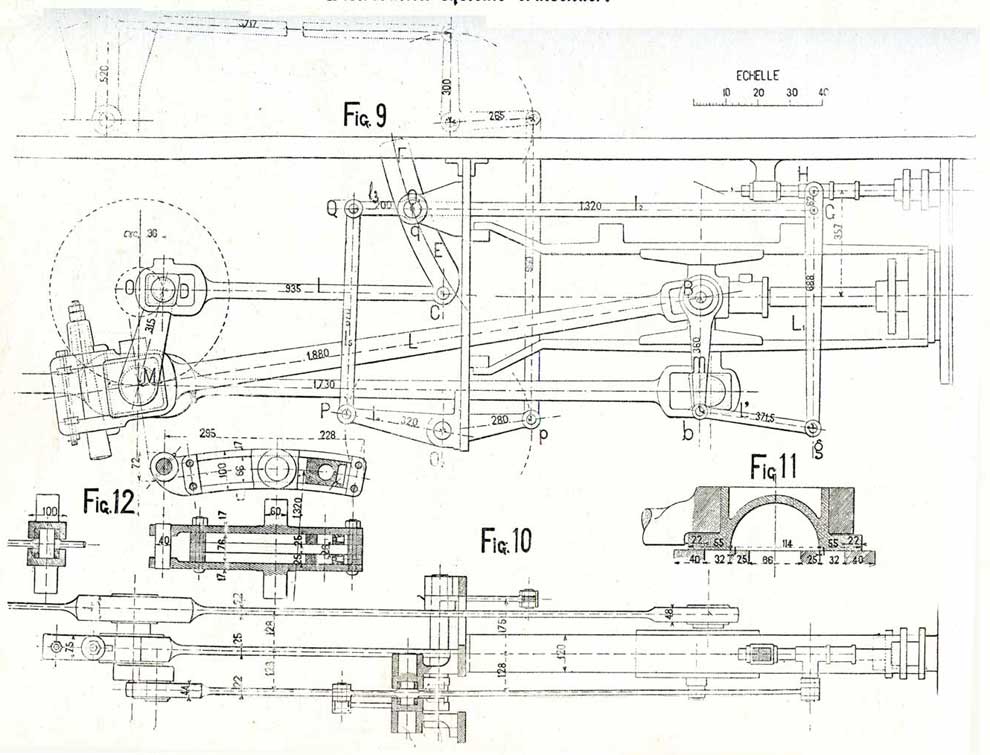
Soit O l'arbre moteur, 0 M la manivelle motrice, MB la bielle dont l'a crosse B se meut sur l'axe OX du cylindre (figure 7 et fig. 9). Cette grosse B met en mouvement une tige Bb rigide, reliée invariablement au coulisseau et faisant un angle droit avec l'axe O.X. ; le point b. a donc sur la parallèle bb' le même mouvement que la crosse B. sur BX. Un balancier b.g. est articulé au point b et tandis que ce balancier peut tourner autour du point b. comme centre, il met en mouvement la barre g G H par l'articulation g. Cette barre présente deux articulations G et H ; l'articulation H commande la tige de tiroir et est assujetie à se mouvoir sur l'axe H X' du tiroir, l'autre G participe au mouvement de l'excentrique comme nous allons l'expliquer. Un excentrique d'excentricité r est callé à angle droit avec la manivelle ; une coulisse E Oi F peut prendre un mouvement d'oscillation autour de l'axe fixe Oi, le point'C est relié invariablement avec la coulisse et se trouve généralement sur la tangente COi, à la coulisse aune di.stance bi, c'est par cette articulation C que la coulisse reçoit le mouvement de la barre d'excentrique D C = C et le point C décrit son arc de cercle de rayon II. Dans la est un coulisseau qui peut se déplacer d'un bout à l'autre de l'arc E Oi F de la coulisse en passant par le point d'articulation Oi à l'aide d'une disposition spéciale, permettant au coulisseau de parcourir toute la coulisse. La figure suppose que le coulisseau q se trouve exactement sur le point fixe Oi, ce coulisseau est articulé aune barre Q q G dont l'extrémité G s'articule au point G de la barre g H., tandis que l'autre extrémité q s'articule à la barre de suspension P Q. Pour une marche déterminée de la machine, le point P est fixe ; mais le point P est articulé au levier P O2 = I4 qui peut tourner autour de l'axe fixe O2. de sorte que, quand on veut changer la détente de la machine, on donne un mouvement de rotation à l'axe O2 au moyen d'une transmission de mouvement à leviers, comme le représente la disposition figure g, par suite le point P se place sur un arc de rayon I4 et pour un cran déterminé de détente, il prendra une position fixe, (fig. 7) telle que P'. Pendant la rotation de l'excentricité D, la coulisse reçoit un mouvement oscillatoire par l'articulation C et si le coulisseau ne se trouve pas sur l'axe Oi comme la position spéciale de la figure l'indique, la barre Q q G est entrainée dans un mouvement assez complexe de va et vient. Sa position est déterminée par trois conditions : son extrémité q doit être sur l'extrémité de la barre de suspension P.q, le point q, c'est-à-dire le coulisseau, doit se trouver sur la coulisse et l'extrémité G est reliée à la barre g H par l'articulation G.
La position de la barre g H. dépend donc de la disposition de la manivelle motrice par son articulation g et de celle de l'excentrique par l'articulation G, il en résulte un mouvement assez complexe qui est une espèce d'oscillation autour de l'axe G, qui lui-même se déplace, et ce mouvement est réglé par la triple condition d'avoir chacun des points g, G, H, sur leurs trajectoires respectives.
La trajectoire du point H est une ligne droite, son mouvement convient très bien à la conduite d'un tiroir. L'influence du cran de suspension sur les variations de l'introduction est facile à observer. Si la manivelle et l'excentricité ayant une position déterminée, on déplace dans la coulisse et la barre gGH sera entrainée par l'articulation G ; cette barre tournera autour du point g, qui se déplacera en même temps sur l'arc de rayon L' = b.g. de façon que le point H se meuve sur la droite H X' ; la position du tiroir est donc changée.
On voit également que, suivant que le coulisseau q sera placé d'un côté ou de l'autre du point fixe O, de suspension de la coulisse, le tiroir sera tiré dans des sens opposés et par conséquent que le changement de la marche sera modifié. L'appareil permet donc le renversement facile de la marche de la machine. L'une des moitiés de la coulisse donne donc la marche en avant, l'autre moitié la marche en arrière.
Les positions des organes indiqués par des traits pleins et forts représentent la distribution, quand le piston est au milieu de la course, de sorte que nous avons
O B = M B = L
A ce moment la barre gGH est normale à l'axe OX. et son point G se trouve sur la parallèle menée par le point fixe Oi au même axe O. X. La position PQ du levier de suspension suppose un cran de détente tel que la barre Q q G soit sur cette parallèle 01 G : c'est le cran moyen de suspension ; pour ce cran la machine n'est pas plus sollicitée à marcher en avant qu'en arrière et on dit que la position 01 du coulisseau est le point neutre de la coulisse.
La coulisse est un arc de cercle de rayon I2.
I2 = Oi G
Il en résulte que le piston étant à l'un des points morts, l'excentricité est sur la normale O S, et la tangente C.O. à la coulisse doit être à peu près normale à O.X. Ceci permet d'avoir des avances linéaires à l'admission constante pour tous les crans de détente, parce que l'excentricité G de la barre de coulisse se trouve dans le voisinage du centre de l'arc de coulisse. En déplaçant le levier de suspension pour les deux points morts on ne doit pas déplacer le tiroir.
La méthode des gabarits permet de simplifier les tracés et de les rendre rapides.
Il s'agit de trouver un tracé permettant d'établir, la corrélation qui existe entre deux positions simultanées quelconques M' de la manivelle et H' du coulisseau. Par le point b (figure 7) menons une parallèle bb'x à l'axe de la machine. De b comme centre décrivons un arc de cercle avec rayon
L’ = bg
et marquons l'intersection a' avec l'axe bx. De W comme centre, avec un rayon égal à la manivelle R, décrivons une circonférence entière. Pour une position M' quelconque de la manivelle, nous avons vu que la barre g' G' H' devait appuyer son articulation g sur l'arc g' g' 1 soit g'i l'intersection de cet arc avec l'axe bx ; nous voyons que, pendant la rotation, le point fictif g'i a même mouvement rectiligne que b', c'est à dire que la crosse B', et quand la crosse B' est à sa position milieu B répondant à la position M de la manivelle, ce point fictif g'i est en û', si donc nous menons le rayon Q ' a parallèle à O M', le point y. ' représentera sur la circonférence la position de la manivelle et le gabarit gi de rayon L (L étant la longueur de la bielle motrice) nous permettra de trouver de suite le point fictif g'i et par suite de tracer l'arc directeur g'i gi de rayon
b'g' = bg = L'
or, laissons tourner la barre g' G' H' autour de son point g' jusqu'à ce que nous atteignons la position g' G' 1 normale à l'axe OX et traçons l'arc G' G'i de rayon
G'i g' = g' G' = g G = Li.
Transportons alors parallèlement à la direction g'G'I et d'une quantité égale à LI la figure formée par le centre ![]() la circonférence de rayon R, le point
la circonférence de rayon R, le point ![]() ' le gabarit
' le gabarit ![]() 'g'i le gabarit g'g'I, l'axe
'g'i le gabarit g'g'I, l'axe ![]() ' x ; nous obtiendrons la figure
' x ; nous obtiendrons la figure ![]() '
' ![]() ' gI G'I, avec les courbes correspondantes.
' gI G'I, avec les courbes correspondantes.
Par conséquent dans la construction intermédiaire, l'arc G'G'I sur lequel est placé l'articulation G' ; nous marquons la position ![]() ' de la manivelle, le gabarit
' de la manivelle, le gabarit ![]() 'gI de rayon L donne le point fictif gI de la crosse du piston sur la course X'I X' et le gabarit de rayon L' nous permet de tracer l'arc directeur g, G'I sur lequel doit s'appliquer le gabarit de rayon LI de telle façon que sa normale en G'I soit parallèle à
'gI de rayon L donne le point fictif gI de la crosse du piston sur la course X'I X' et le gabarit de rayon L' nous permet de tracer l'arc directeur g, G'I sur lequel doit s'appliquer le gabarit de rayon LI de telle façon que sa normale en G'I soit parallèle à ![]()
![]() '.
'.
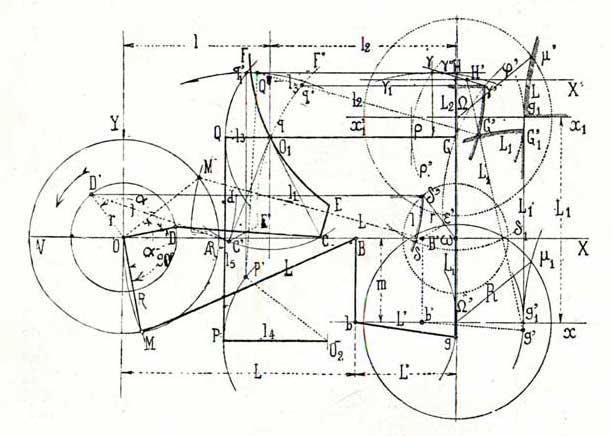 |
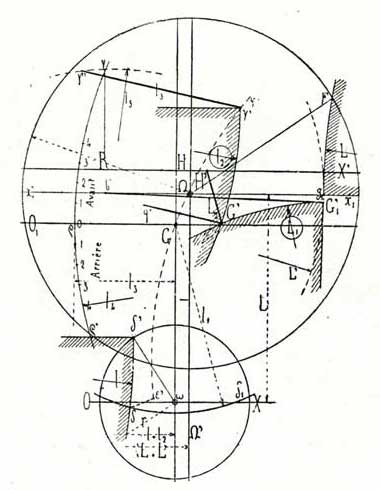 |
| Fig. 7. | Fig .8. |
| Distribution de Heusinger ou de Walschaerts | |
Procédés pratiques pour l'épure. - On voit que dans le tracé qui doit donner la position du coulisseau il reste une indétermination qui oblige à un tâtonnement sur les positions respectives des deux gabarits qui déterminent le point G' par leur intersection.
Cette indétermination ne peut être évitée dans un tracé, puisque dans le tracé direct des organes du mécanisme des barres Q G, g G ne peuvent être mises en position que par un tâtonnement. Nous allons montrer par une application que la méthode des gabarits permet de faciliter ce tâtonnement.
Pour faire l'épure des déplacements des organes d'une distribution Walschaerts (fig. 9 et 10) nous traçons un cercle ![]() avec un rayon r égal à l'excentricité (fig. 8) la droite O.X. représente l'axe de la machine.
avec un rayon r égal à l'excentricité (fig. 8) la droite O.X. représente l'axe de la machine.
En se conformant à la règle que nous venons d'établir et en se reportant à la figure 7 on voit qu'il faut élever une perpendiculaire sur le point ![]() sur l'axe OX. et marquer sur cette perpendiculaire les points G et H tels que les parallèles O, G et HX' à l'axe O. X, représentent par rapport à l'axe de la machine OX l'axe OIG qui passe par le point OI d'articulation de la coulisse et l'axe de la tige du tiroir. Nous menons une parallèle
sur l'axe OX. et marquer sur cette perpendiculaire les points G et H tels que les parallèles O, G et HX' à l'axe O. X, représentent par rapport à l'axe de la machine OX l'axe OIG qui passe par le point OI d'articulation de la coulisse et l'axe de la tige du tiroir. Nous menons une parallèle ![]() ' à l'axe
' à l'axe ![]() G à une distance donnée par la différence
G à une distance donnée par la différence
(L + L' - (l + l2)
et nous menons une horizontale X' XI à une distance L, de l'axe O X, nous marquons le point ![]() d'intersection qui nous sert de centre pour tracer une circonférence avec un rayon R égal à la longueur de la manivelle motrice. Du point G comme centre avec lI pour rayon, nous traçons l'arc de cercle
d'intersection qui nous sert de centre pour tracer une circonférence avec un rayon R égal à la longueur de la manivelle motrice. Du point G comme centre avec lI pour rayon, nous traçons l'arc de cercle ![]() directeur de la coulisse qui va osciller autour du point G en s'appuyant sur cet arc. Sur la droite 0, G nous marquons le point
directeur de la coulisse qui va osciller autour du point G en s'appuyant sur cet arc. Sur la droite 0, G nous marquons le point ![]() tel que
tel que
G![]() =l3 = OIQ (fig. 7)
=l3 = OIQ (fig. 7)
et avec un centre pris sur la droite OIG et un rayon égal à l4, c'est-à dire à la longueur du levier de suspension O2 P, nous traçons l'arc de cercle ![]() ' qui sera l'arc directeur de suspension.
' qui sera l'arc directeur de suspension.
Appareils de changement de marche. - Le changement de marche et la modification du degré de détente que permettent d'obtenir les différents systèmes de distribution à coulisse, sont déterminés au moyen de l'appareil de changement de marche qui comporte généralement des bielles, leviers, arbre et barre de relevage et finalement un levier ou une vis rattachés à l'extrémité de cette barre. Le levier a été longtemps seul en usage sur les locomotives ; il est employé sur un assez grand nombre de locomotives de route, même récentes, ayant des tiroirs plans compensés ou cylindriques équilibrés offrant peu de résistance au déplacement et aussi sur les machines de gares pour lesquelles il offre des avantages. Il est aussi combiné avec le volant habituel de façon à présenter à la fois les avantages d'une manœuvre rapide et d'une grande variation de la détente ; cette disposition parait avoir été employée pour la première fois par M. l'Ingénieur Belpaire.
La manœuvre par vis et volant est employée depuis 1866.
La vis commande un écrou muni d'un index qui se déplace le long d'une réglette graduée, et cet écrou est relié par deux tourillons directement ou par l'intermédiaire d'un levier, aux œils des deux branches de la fourche qui termine la barre de relevage. Un verrou articulé dans la jante du volant s'enclenche dans les crans d'une roue à rochet fixée sur le bâti, pour permettre de maintenir l'arbre de relevage dans la position choisie ; la disposition inverse existe aussi, verrou fixé sur le bâti et le rochet mobile sur le volant.
Les compound à quatre cylindres à mécanismes de distribution indépendants sont généralement munies de deux vis de changements de marche, placées dans diverses positions : à côté, au-dessus ou dans le prolongement l'une de l'autre, et qui peuvent être commandées ensemble ou séparément par un volant unique au moyen d'engrenages et de rochets ; le mécanicien a ainsi la facilité d'employer dans chaque groupe de cylindres, suivant le profil et la charge, les introductions les plus favorables, soit à la puissance ou à l'économie, soit à la vitesse.
Dans les compound du Chemin de fer de Lyon, il n'y a qu'une vis de changement de marche, mais il y a deux barres de relevage et quatre mécanismes de distribution, qui sont conjugués ; l'admission n'est variable que dans les cylindres à haute pression ; dans les cylindres à basse pression, elle est fixe et comprise entre 60 et 70 %, suivant les séries de machines.
Lorsque les quatre cylindres commandent le même essieu au moyen de quatre manivelles, les machines peuvent ne comporter qu'une distribution, et même qu'un seul tiroir par groupe ; dans ce dernier cas, et parfois aussi dans le premier, le fonctionnement a lieu en mode Woolf et non en compound.
Les locomotives Woolf à cylindres en tandem n'ont qu'un seul mécanisme de distribution pour chaque groupe de cylindres du même côté de la machine, et, par suite, un seul appareil de relevage ; on peut obtenir des admissions différentes dans les deux groupes de cylindres en donnant des largeurs différentes aux bandes des tiroirs et en n'employant pas une liaison rigide entre des tiroirs, comme dans certaines machines du Chemin de fer de Ceinture de Paris, étudiées par la Compagnie du Nord.
Dans les machines Woolf ayant leurs cylindres en batterie, il n'y a également qu'un mécanisme de distribution par groupe de cylindres haute et basse pression ; la coulisse actionne directement les tiroirs à haute pression ceux de basse pression étant commandés par un balancier ou un arbre de renvoi.
Les mécanismes de relevage des compound à deux cylindres des Chemins de fer du Midi sont actionnés par un appareil unique de changement de marche, mais ils diffèrent par l'excentricité, par le calage des poulies et par les recouvrements des tiroirs, de manière a donner au cylindre basse pression une admission supérieure de 11 à 15 % à celle du cylindre haute pression.
Le changement de marche des locomotives compound à deux bogies moteurs 6123-6138 du Chemin de fer du Nord comporte des dispositions spéciales rendues nécessaires par les déplacements relatifs du chevalet de support des vis et des arbres de relevage.
La commande des relevages est établie d'après le principe des compound à grande vitesse, avec cette différence qu'au lieu d'être horizontal l'appareil est renfermé dans un fourreau vertical. Le volant actionne toujours le mouvement haute pression, et un verrou d'enclenchement permet de conduire à volonté le fourreau portant le pignon de commande du mouvement basse pression.
Un contrepoids monté à l'extrémité d'un levier venu de forge sur l'arbre de relevage équilibre le poids des pièces : bielles, leviers et autres, qu'il faut soulever quand on veut relever les coulisses ou les coulisseaux, suivant le système de distribution. Ce contrepoids donne lieu à des vibrations assez fatigantes pour tout le mécanisme de relevage, les paliers et les boulons d'attache, et on le remplace souvent par un ressort attaché à l'extrémité d'un levier spécial ou enroulé sur l'arbre même.
Changements de marche à vapeur et à air comprimé. - Par suite de l'élévation du timbre des chaudières et des dimensions des cylindres, la pression sur les tiroirs à coquilles ordinaires atteint une valeur très grande qui rend la manœuvre du changement lente, et pénible pour le mécanicien.
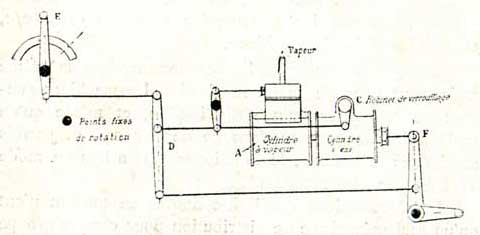
Changement de marche à vapeur.
Pour éviter cette fatigue et rendre la manœuvre plus prompte, on a muni un certain nombre de machines de vitesse d'un changement de marche à vapeur avec verrouillage automatique. Pour obtenir le changement de marche ou la modification du degré de détente, il suffit au mécanicien de mettre la manette E (fig. ci-dessus) au cran correspondant d'un secteur denté. Ce mouvement produit le déplacement du tiroir de distribution du cylindre à vapeur A et l'ouverture du robinet C, qui met en communication entre elles les deux extrémités du cylindre de verrouillage. La vapeur arrive alors dans le cylindre A et agit sur le piston, qui se déplace immédiatement en produisant le déplacement du changement de marche ; ce piston entraîne en même temps celui du cylindre de verrouillage, qui refoule le liquide et le fait passer par le robinet C dans l'autre partie du cylindre. Lorsque le déplacement du piston A est égal à celui de la manette E, le tiroir de distribution se fermé, de même qua le robinet C, en produisant de nouveau le verrouillage.
Un assez grand nombre de locomotives sont munies d'un dispositif dans lequel (fig. ci-dessous) la vapeur agit pour équilibrer les résistances à la manœuvre du tiroir, pendant que le machiniste actionne à bras, comme d'habitude la.vis du changement de marche. L'admission de vapeur sur l'une ou l'autre face du piston est déterminée par un petit déplacement longitudinal que le mécanicien imprime au volant sur la vis en le faisant tourner ; en continuant à manœuvrer la vis, le piston entraîne la barre de relevage. Le verrouillage est également produit par un cylindre à huile.
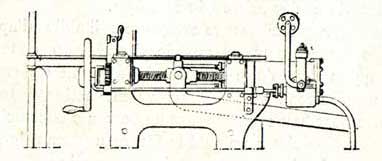
Changement de marche à contrepoids de vapeur.
Les deux premières locomotives à deux bogies moteurs du Chemin de fer du Nord sont munies d'un système de changement de marche dont la manœuvre est facilitée par un cylindre à air comprimé, disposé sur chaque bogie, qui attaque l'arbre de relevage correspondant par un levier.
Régulation du tiroir. - On appelle ainsi la façon dont le tiroir effectue les diverses phases de sa course par rapport à celles du piston ; quand le piston est, au début de sa course, à l'avant ou à l'arrière du cylindre, la manivelle étant horizontale dans les deux cas, la vapeur doit commencer à venir agir sur sa face motrice, si le tiroir est sans recouvrements extérieurs ; celui-ci doit se trouver à ce moment au milieu de sa course et le rayon de l'excentrique est lui-même vertical en haut, si on suppose que la machine marche, en avant. L'admission a lieu pendant toute la durée de la course du piston, et il n'y aura donc pas de détente ; il n'y aura pas non plus d'échappement anticipé si le tiroir est également bord à bord intérieurement avec les orifices, l'échappement normal se produira pendant toute la course de retour, et il n'y aura ni compression ni avance à l'admission. La distribution sera donc bien simple, car elle ne comprendra que deux phases : admission sur le piston pendant toute la course motrice, et échappement pendant toute la course résistante. Mais cette distribution serait défectueuse, car la vapeur s'échapperait à la pression d'admission sans avoir produit aucun travail de détente ; le piston, jusqu'à la fin de sa course, et par conséquent au moment de l'admission sur l'autre face, serait poussé par la vapeur à pleine pression, et son changement de sens produirait des chocs violents aux articulations de la bielle avec la manivelle et la crosse, si ces articulations avaient le moindre jeu, car la contre-pression à ce moment serait nulle. Comme aussi, au début de la course résistante, la contre pression serait très élevée et elle nuirait au travail de la machine.
Le travail moteur et le travail résistant dans cette distribution sont indiqués dans la gravure ci-dessous.
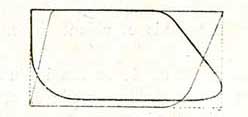
Diagramme du travail de la vapeur.
Le premier est représenté par le trait fin et le second par le trait gros, pour une dépense de vapeur représentée par 100, on ne recueillerait qu'un travail indiqué égal aux 70 centièmes environ d'un diagramme théorique.
On corrige et on améliore considérablement cette régulation, qui est appelée normale, en calant l'excentrique en avance, dans le sens de la marche, de la position à 90° et en donnant des recouvrements intérieurs et extérieurs aux tiroirs.
L'angle AOr, dont alors l'angle de calage MOr dépasse un angle droit, s'appelle l’angle d'avance ou l'avance angulaire : il a une valeur moyenne d'environ 30° dans les locomotives.
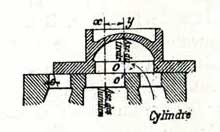
Avance linéaire du tiroir.
C'est grâce à cette avance que le tiroir se trouve écarté de sa position moyenne de l'avance linéaire c (fig. ci -dessus), quand le piston est à fond de course (il faut remarquer que l'avance linéaire serait plus grande si le tiroir n'avait pas de recouvrement extérieur) ; grâce à l'avance linéaire et au recouvrement extérieur, le tiroir fermera ensuite l'orifice avant que le piston n'arrive à fond de course, en produisant la détente ; l'avance linéaire aura aussi produit l'ouverture de la lumière d'échappement (retardée un peu par le recouvrement intérieur du tiroir) avant que le piston n'arrive à fond de course : l'échappement anticipé ainsi obtenu réduira la pression avec laquelle le piston se trouverait sans cela poussé à la fin de sa course de sorte que le changement de portage des articulations s'effectuera avec plus de douceur. Au retour du piston l'avance angulaire et le recouvrement intérieur feront fermer plus tôt l'orifice d'échappement pour produire la .compression, et l'avance angulaire produira également plus tôt l'ouverture de la lumière d'introduction, c'est-à-dire l'avance à l'admission, qui, avec la compression, amortira la vitesse du piston à fin de course et permettra à la pression de s'établir dans l'espace nuisible avant le départ du piston pour sa course motrice.
Ainsi, à l'aller du piston, l'angle d'avance aura produit la détente et l'échappement anticipé, et, au retour, la compression et l'avance à l'admission, en améliorant le rendement de la vapeur ainsi que le fonctionnement mécanique du moteur. Le diagramme du travail de la vapeur affectera alors la forme en trait fort de la figure ci-avant, et l'on voit que, pour une moindre dépense de vapeur que dans la régulation précédente (75 au lieu de 100), on pourra recueillir un plus grand travail effectif.
Avec les coulisses de Stephenson et de Gooch, et des tiroirs cylindriques admettant par leurs bords intérieurs, les excentriques peuvent être calés en arrière de la manivelle motrice. C'est ce qui a lieu également dans les machines à tiroirs cylindriques à distribution Walschaerts, le point d'attache de la tige de tiroir sur le grand levier d'avance étant placé au-dessous de l'articulation de pivotement, au lieu d'être placé en dessus, comme avec les tiroirs à coquille.
Les excentriques peuvent être également calés en arrière de la manivelle, quand le mouvement est donné aux tiroirs par l'intermédiaire d'un balancier de renvoi.
La coulisse a, comme nous l'avons dit, pour objet de produire le changement du sens de marche de la machine et de faire varier la durée de l'admission de vapeur dans les cylindres.
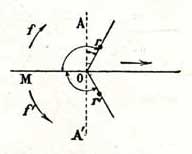
Calage des excentriques
Lorsque, dans le déplacement en avant de la machine, la manivelle motrice occupe la position horizontale MO, le piston étant à fond de course à l'arrière, le tiroir découvre l'orifice de l'avance linéaire à l'admission, avance qui est obtenue par le calage spécial donné à l'excentrique, dont le rayon, on vient de le voir, précède la manivelle d'un angle MOr égal à l'angle droit MOA + l'angle d'avance AOr ; le mouvement de la manivelle a lieu dans le sens de la flèche f.
Pour produire la rotation de la manivelle dans le sens de la flèche f' et obtenir, par conséquent, le changement du sens de la marche, le tiroir devra encore occuper, à l'origine de la course du piston, la même position que précédemment ; mais il sera nécessaire que le rayon d'excentrique vienne en Or' dans une position telle qu'il précède encore, pour le sens de rotation à obtenir, la manivelle motrice d'un angle égal à 90° + l'angle d'avance A'Or'.
Le changement du sens de la marche était obtenu, au début des chemins de fer, au moyen d'un excentrique unique à calage variable. On a employé ensuite deux excentriques, l'un pour la marche avant, l'autre pour la marche arrière, l'une ou l'autre des extrémités libres de leurs barres, terminées en pied de biche, pouvant être mises en prise au moyen d'un dispositif de relevage avec le levier de commande de la tige de tiroir. En reliant, enfin, les extrémités des barres d'excentriques par une coulisse dans laquelle on fait déplacer un coulisseau relié à la tige du tiroir, on peut obtenir, en plus du changement de marche de la machine, un fonctionnement en détente plus ou moins étendu suivant le plus ou moins de rapprochement du coulisseau du milieu de la coulisse. On se rendra facilement compte de cette dernière propriété des coulisses en considérant la coulisse de Walschaerts, qui pivote autour d'un axe passant par leur milieu.
Si l'on fait osciller la coulisse, on voit que ses extrémités décrivent les grands arcs de cercle mn, m'n' pendant que son centre théorique reste fixe ; tous les points intermédiaires entre ce centre et les extrémités décrivent également des arcs dont l'amplitude varie en proportion de leur éloignement du centre de la coulisse. Le tiroir se déplace donc de sa position moyenne et découvre d'autant plus les orifices que le galet se rapproche davantage des extrémités de la coulisse.
On voit également que, quand le coulisseau passe, par exemple, de la partie supérieure de la coulisse, qui se rapporte à la marche avant de la machine, à la partie inférieure, son mouvement, et par suite celui du tiroir, change de sens, ce qui doit produire également le changement de sens de la marche de la machine, c'est-à-dire la marche arrière.
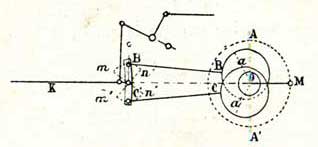
Coulisse de Gooch
Dans les positions intermédiaires que le coulisseau peut occuper entre ses positions extrêmes, il n'est plus conduit uniquement par l'un ou l'autre des excentriques, mais son mouvement est sous la dépendance des deux excentriques à la fois. Toutefois ce mouvement s'effectue pour chaque position du coulisseau comme si celui-ci était conduit par un excentrique particulier ayant un angle de calage et un rayon déterminés, et qu'on appelle l'excentrique fictif se rapportant à la position considérée.
Quand le galet occupe le milieu de la coulisse, on dit que la distribution est au point mort : le tiroir n'occupe pas toujours, dans ce cas, exactement sa position moyenne ; pour que cela soit, il faut, de plus, que la manivelle motrice correspondante soit verticale, en haut ou en bas ; pour toutes les autres positions de la manivelle, le tiroir s'écarte un peu de sa position moyenne, et il peut parfois même découvrir les orifices, notamment lorsque le piston est à fond de course, cas où ce découvrement est égal à l'avance linéaire à l'admission.
Le fonctionnement de la distribution Walschaerts fera aisément comprendre cette particularité.
Fig. I.
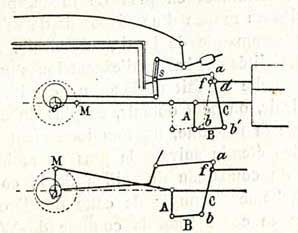
Fig. II.
Distribution de Walschaerts
Dans cette distribution, la tige du tiroir ne reçoit pas son mouvement uniquement du galet du secteur, mais en partie aussi de la tige du piston, pour produire précisément l'avance à l'admission par l'intermédiaire du levier A et des bielles B et C (fig. I).
Si la marche est au point mort de la manivelle motrice verticale en haut (fig. II), le tiroir est à mi-course et la bielle C occupe la position ab (tracé reporté en pointillé sur la figure I). Mais, si la marche restant au même point, on fait avancer la machine de manière que le piston vienne occuper la position du fond de course à l'avant, la bielle C occupera la position adb' et le tiroir sera reporté vers l'avant de la quantité df. Il découvrira dans cette position l'orifice d'introduction d'une quantité égale à l'avance linéaire à l'admission. La vapeur pénétrera donc dans le cylindre derrière le piston ; elle ne fera pas mouvoir la machine, parce que la manivelle étant dans la direction exacte de la bielle, il n'y aura qu'un effort de tirage ne pouvant imprimer de mouvement de rotation aux roues ; mais, si la bielle et la manivelle ont un peu dépassé l'horizontale, en haut ou en bas, la vapeur pénétrera encore sur la face du piston et pourra faire partir la machine dans l'un ou l'autre sens.
Aussi, quand un mécanicien, pour reconnaître des fuites à sa machine, ouvre le régulateur, il ne doit pas se contenter de mettre la marche au point mort, il doit encore avoir soin de serrer à fond le frein du tender s'il ne veut pas s'exposer à voir la machine se mettre en marche.
Les coulisses de distribution peuvent être simples ou doubles, et obtenues par découpage ou par la réunion de deux flasques. Elles sont en fer cémenté et trempé pour réduire le frottement et l'usure.
Les pièces du mouvement de distribution peuvent être en acier doux, en acier moulé ou en fer cémenté et trempé dans les œils ; ceux-ci sont munis parfois de construction de bagues en acier ou en bronze dur rapportées, qu'on peut facilement remplacer en cas d'usure. Les articulations qui supportent un effort élevé ou qui ont une grande course sont munies d'un réservoir de graissage avec mèche ; les autres sont percées simplement d'un trou de quelques millimètres dans l'œil.
Si l'on considère la machine de vitesse dont le relevé de la distribution est donné ci-après au moment où le piston est à fond de course à l'arrière (fig. A), on sait que le tiroir s'est déjà écarté de sa position moyenne d'une quantité, égale au recouvrement extérieur plus l'avance linéaire ; il découvre donc l'orifice c (voir figure p. 91), d'une quantité égale à cette avance, et la vapeur afflue sur la face arrière du piston.
L'autre face, au contraire, est en communication avec l'échappement.
Régulation du tiroir
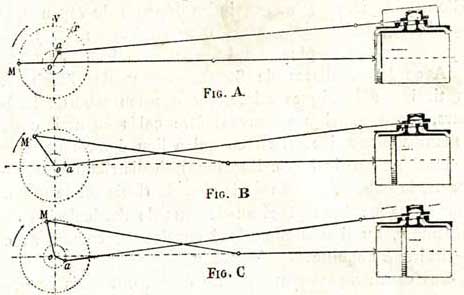
Fig. A. - Commencement de l'admission.
Fig. B. - Ouverture maxima de l'orifice d'admission.
Fig. C. - Fin de l'admission, commencement de la détente.
| Désignations | Marche avant Divisions de la règle |
||||||||||
| 0 | 1 | 2 | 3 | 4 | 5 | 9 | 7 | ||||
| Course = 100 centièmes | Avance linéaire en mm | admission | 5 | 5,1 | 5,2 | 5,3 | 5,5 | 5,6 | 6,2 | 6,7 | |
| émission | 33 | 33,2 | 33,2 | 33,3 | 33,5 | 33,6 | 34 | 34 | |||
| Ouverture maxima des lumières | mm | 5,2 | 5,3 | 5,8 | 8,3 | 11,1 | 16,5 | 22,5 | 30,3 | ||
| Course du tiroir | mm | 70,4 | 70,6 | 71,6 | 76,6 | 82,2 | 93 | 105 | 121 | ||
| admission | Chemin parcouru par le piston pendant l’admission, exprimé en 1/100 de la course | 8 | 11 | 19 | 30 | 40 | 51 | 59 | 67 | ||
| détente | Chemin parcouru par le piston pendant la détente | 50 | 49 | 47 | 42 | 36 | 30 | 25 | 21 | ||
| avance à l’échappement | Chemin restant à poursuivre par le piston lorsque l’échappement anticipé commence | 42 | 40 | 34 | 28 | 24 | 19 | 16 | 12 | ||
| Course = 100 centièmes | échappement | Chemin parcouru par le piston lorsque l’échappement cesse | 42 | 54 | 60 | 67 | 72 | 77 | 82 | 86 | |
| compression | Chemin parcouru par le piston pendant la compression | 49 | 38 | 35 | 30 | 25 | 21 1/2 | 17 | 13 1/2 | ||
| contre-vapeur | Chemin parcouru par le piston pendant le refoulement ou admission anticipée | 9 | 8 | 5 | 3 | 2 | 1 1/2 | 1 | 1/2 | ||
| Course du tiroir en mm | 70,4 | 70,6 | 71,7 | 76,7 | 82,2 | 93 | 105 | 121 | |||
| Course des pistons | mm | 650 | Course des excentriques | mm | 200 | ||||||
| Longueur de la bielle motrice | - | 1.800 | Angle d’avance AV 23°40 AR | - | 33° | ||||||
| Largeur des orifices d’introduction | - | 35 | Recouvrement | extérieur | mm | 30 | |||||
| Largeur de l’orifice d’échappement | - | 65 | intérieur | - | 25 | ||||||
En mettant la marche à la troisième division à l'avant et faisant avancer la machine, le tiroir continuera à se mouvoir vers l'avant, découvrant de plus en plus l'orifice ; la vapeur affluera en plus grande quantité derrière le piston, et celui-ci prendra de la vitesse. Quand le rayon d'excentricité aura atteint la position horizontale oa (fig. B), le tiroir découvrira l'orifice de 8,35 mm (ouverture maxima) ; il rétrogradera ensuite, et il fermera totalement l'orifice lorsque le piston aura parcouru les 33 centièmes de sa course (fig. C). Cette période constitue l'admission. La vapeur emprisonnée dans le cylindre se détendra alors et, sous cette action, le piston continuera sa marche : le tiroir reculera toujours, et, lorsque le piston aura parcouru 27 autres centièmes de sa course, - qui constitueront la période de détente, - le rebord intérieur (fig. D) commencera à découvrir l'orifice pour l'échappement.
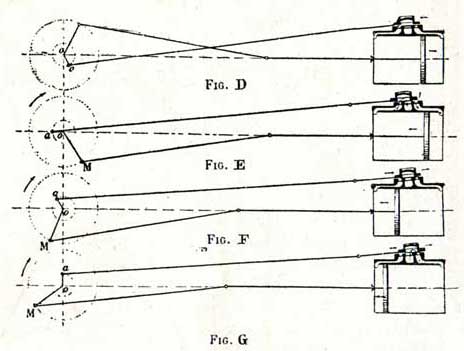
Fig. D. - Commencement de l'échappement anticipé.
Fig. E. - Ouverture maxima de l'orifice d'échappement.
Fig. F. - Commencement de la compression.
Fig. G. - Commencement de l'avance à l'admission.
Pendant le restant de la course du piston, soit ![]() la vapeur s'échappera du cylindre et on aura l'échappement anticipé ou avance à l'échappement.
la vapeur s'échappera du cylindre et on aura l'échappement anticipé ou avance à l'échappement.
Le piston reviendra alors en arrière sous l'influence de la vapeur qui afflue sur son autre face, le tiroir ouvrira l'orifice d'évacuation en grand (fig. E), et la vapeur précédemment admise continuera à s'échapper dans l'atmosphère. Quand le rayon d'excentricité dépassera la position horizontale oa, le tiroir commencera de nouveau à se mouvoir vers l'avant, et il viendra fermer totalement l'orifice d'échappement quand le piston aura parcouru les ![]() de sa course rétrograde. - Cette période de la course du piston constitue l'échappement normal. Il restera à la fin de cette période un peu de vapeur dans le cylindre et dans l'espace nuisible - 20 g environ - à une tension un peu supérieure à celle de l'atmosphère, soit 0,2 kg environ. Le piston, continuant sa marche vers l'arrière, comprimera cette vapeur jusqu'à ce que le tiroir se dirigeant, lui, vers l'avant, arrive à démasquer l'orifice du côté de l'introduction (fig. F). La période de compression aura ainsi duré pendant les 29 centièmes de la course du piston. A la fin de cette compression, le piston aura encore à parcourir les deux derniers centièmes de sa course, soit 13 mm, pendant lesquels la vapeur de la boîte à tiroir pénétrera entre la face arrière et le fond du cylindre ; le piston foulera donc en contre-vapeur, ce sera la période d'avance à l'admission (fig. G).
de sa course rétrograde. - Cette période de la course du piston constitue l'échappement normal. Il restera à la fin de cette période un peu de vapeur dans le cylindre et dans l'espace nuisible - 20 g environ - à une tension un peu supérieure à celle de l'atmosphère, soit 0,2 kg environ. Le piston, continuant sa marche vers l'arrière, comprimera cette vapeur jusqu'à ce que le tiroir se dirigeant, lui, vers l'avant, arrive à démasquer l'orifice du côté de l'introduction (fig. F). La période de compression aura ainsi duré pendant les 29 centièmes de la course du piston. A la fin de cette compression, le piston aura encore à parcourir les deux derniers centièmes de sa course, soit 13 mm, pendant lesquels la vapeur de la boîte à tiroir pénétrera entre la face arrière et le fond du cylindre ; le piston foulera donc en contre-vapeur, ce sera la période d'avance à l'admission (fig. G).
Admission. - Grâce à la compression et à l'avance à l'admission, l'espace nuisible, au début de la course motrice du piston, est rempli de vapeur à une pression voisine de celle de la chaudière ; si le piston se déplace lentement, dans un démarrage par exemple, cette pression se maintient constante pendant toute l'admission, et on peut la représenter par une ligne droite (fig. H), parallèle à une autre droite représentant la pression atmosphérique et distante de cette dernière d'une quantité égale à la pression dans la chaudière, soit 10 kg. par exemple. Si, au contraire, la machine est en vitesse, la vapeur de la chaudière commence à subir dans le tuyau d'admission une perte de pression qui est d'autant plus grande que le régulateur est moins ouvert ; on peut estimer cette perte à 1 kg en moyenne au début de l'admission dans le cylindre. Cette détente s'effectuant sans production d'aucun travail, la température de la vapeur ne doit pas changer dans l'intervalle ; elle sera donc de 183°, chiffre correspondant à la pression de 10 kg ; et, comme la pression finale n'est que de 9 kg, chiffre pour lequel la température de la vapeur saturée n'est que de 179°, il s'ensuit que, dans son passage de la chaudière à la boite à tiroir, la vapeur se sera surchauffée de 4°. A la vérité, il ne se produit aucune surchauffe, parce que la vapeur de la chaudière est toujours un peu humide, et c'est à la sécher que les calories mises en liberté par le laminage de la vapeur sont utilisées.
Pendant l'admission, la vapeur subit un certain laminage et, par suite, une seconde diminution de pression, parce que la section découverte de l'orifice ne peut généralement fournir assez de vapeur pour emplir, sans chute de pression, l'espace engendré par le piston. Cette baisse de pression, qui est due en partie aussi aux condensations que la vapeur d'admission subit au contact des parois du cylindre refroidies à la course précédente par la vapeur d'échappement, se manifeste principalement vers la fin de l'admission, au moment de la fermeture de l'orifice ; la courbe de pression prend alors la forme de l'extrémité du diagramme en pointillé (fig. H), la chute de pression étant par exemple de 2 kg.
Détente. - La détente est l'augmentation de volume que prend la vapeur lorsque, isolée de la chaudière par la fermeture des lumières d'admission, elle continue à pousser le piston en vertu de son expansibilité. Elle est produite par l'avance angulaire et par le recouvrement extérieur du tiroir.
L'emploi de la détente présente plusieurs avantages, dont le principal est de faire obtenir, à égalité de puissance développée, une diminution considérable dans la dépense de vapeur, et par conséquent une économie proportionnelle de combustible. Si on arrête par exemple l'admission de vapeur dans le cylindre lorsque le piston a parcouru les trois dixièmes dans sa course, le piston ne continuera pas moins sa marche pendant les sept autres dixièmes sous l'action du fluide qui agit alors en se détendant ; le travail produit dans cette deuxième période sera encore très grand et n'aura cependant demandé aucune dépense de vapeur.
Le second avantage de la détente est son utilité relative au jeu même du piston. Elle tend, en effet, à faire parvenir cet organe à chaque extrémité de sa course avec une impulsion moindre que si la vapeur agissait à pleine pression pendant toute la course ; elle diminue donc d'une façon notable les chocs aux articulations de la bielle avec la crosse du piston et avec la manivelle, puis ceux de l'essieu moteur dans ses coussinets et des boites à huile dans les glissières de plaques de garde, qui auraient lieu avec une admission poussée jusqu'à l'extrémité de la course du piston.
La détente de la vapeur présente un troisième avantage : elle favorise le travail effectif de la vapeur dans le cylindre, c'est-à-dire le travail de poussée du piston diminué de celui de la contre-pression. En effet, afin d'éviter une trop grande et une trop longue contre-pression, il faut que l'équilibre de tension se trouve déjà en partie établi entre le cylindre et l'atmosphère à l'instant où le piston commence son mouvement rétrograde. Or cet équilibre ne s'établit pas instantanément ; le résultat précédent ne peut donc s'obtenir qu'en faisant commencer l'évacuation à un certain point avant le bout de course ; c'est ce qu'on appelle l'échappement anticipé. Dès lors il est inutile d'admettre de la vapeur au delà d'un pareil point.
Ces considérations font voir aussi que la détente peut, dans une certaine mesure, augmenter le travail effectif de la vapeur : on a constaté en effet que le maximum de puissance d'une machine ne correspond pas au cas où la vapeur afflue dans le cylindre pendant toute la course du piston, mais à celui où la détente commence vers les 0,75 de cette course, la pression à l'admission étant de 10 kg, environ. Pour une pression de 12 kg. l'admission donnant le plus grand effort peut être celle de 0,70 ; pour celle de 14 kg, cette admission a été trouvée de 0,60 pour la vitesse de 75 km à l'heure.
Mais la détente poussée à une trop grande limite présente aussi des inconvénients, et dans les locomotives à distribution ordinaire il convient, d'après M. Nadal, de ne pas lui donner une valeur supérieure à :
70 % pour pression de 10 kg, l'admission étant de 30 %
75 % pour pression de 12 kg, l'admission étant de 25 %
80 % pour pression de 15 kg, l'admission étant de 20 %
Ce sont celles qui donnent, pour chacune de ces pressions, la meilleure utilisation de la vapeur.
Avance à l'échappement. - Elle a pour objet de commencer à faire évacuer du cylindre la vapeur qui a agi sur la face motrice du piston avant que celui-ci ne soit rendu à fond de course, de façon que, lorsque l'admission commence sur l'autre face, la contre-pression soit déjà réduite à peu près à la valeur de la pression atmosphérique (ou du réservoir intermédiaire pour les cylindres haute pression des compound). La détente continue en réalité à se produire pendant cette phase de la distribution.
L'avance à l'échappement est favorable au jeu du piston et à l'obtention de grandes vitesses ; mais, aux faibles vitesses, elle fait perdre une partie du travail que la vapeur pourrait encore produire utilement en se détendant jusqu'à fond de course.
L'avance à l'échappement est déterminée, comme l'avance à l'admission, par l'angle d'avance de l'excentrique ; mais, comme le recouvrement intérieur du tiroir est bien plus faible que le recouvrement extérieur (on a vu qu'il était même parfois négatif), l'avance à l'échappement a également une durée bien plus longue que l'avance à l'admission. (Voir le tableau, page 91.)
Echappement. - La contre-pression que la vapeur d'échappement exerce sur la face résistante du piston diminue le travail effectif de la vapeur d'admission sur la face motrice. L'orifice d'échappement étant largement ouvert pendant presque toute la course, cette contre-pression a une faible valeur dans la marche à petite vitesse, et elle ne dépasse là pression atmosphérique que d'environ 0,200 kg. ; mais elle acquiert une valeur plus élevée, jusqu'à 0,500 kg. et davantage encore, aux grandes allures, la section des orifices et celle de la tuyère d'échappement étant alors insuffisantes pour débiter rapidement cette vapeur. Un peu avant la fin de l'échappement, la contre-pression augmente encore par suite de la fermeture progressive de l'orifice d'échappement.
La température moyenne de la vapeur d'échappement varie entre 105 et 120° ; les parois du cylindre, le fond, les orifices et la surface du piston, qui, à la course précédente, "étaient en contact avec de la vapeur chaude, sont alors fortement refroidies, car à l'action de cette vapeur à 105° s'ajoute la revaporisation, commencée pendant la période de détente, de l'eau contenue dans le cylindre et provenant de la condensation de la vapeur pendant l'admission.
Le refroidissement des parois ainsi opéré provoquera de nouveau, à la course motrice suivante, la condensation d'une partie importante (20 à 40 %) de la vapeur d'admission, et sera la cause d'une diminution sensible du rendement.
Compression. - La vapeur qui reste dans le cylindre lorsque la lumière est fermée du côté de l'introduction comme du côté de l'échappement est refoulée par le piston ; elle se comprime ainsi et détruit la vitesse de ce dernier à fond de course ; sans la compression et l'avance à l'introduction, cet arrêt se ferait uniquement par l'intermédiaire des articulations de la bielle, ce qui produirait des chocs fatigants pour le mécanisme et le châssis.
Le travail résistant auquel l'action du piston sur cette vapeur donne lieu est restitué en partie dans la course suivante par la même vapeur, qui agit alors comme un ressort préalablement comprimé qui se détend. Mais la compression ne doit pas être trop prolongée, elle opposerait sans cela une résistance trop grande au mouvement du piston, en réduisant le travail moteur ; on admet généralement que la pression de la vapeur à la fin de la compression doit, pour avoir une efficacité maximum, être égale à la pression dans la boîte à tiroir ; elle ne devrait en aucun cas dépasser ce chiffre. Une faible compression est même favorable à l'obtention de grandes vitesses, et on donne souvent pour ce motif du découvrement au rebord intérieur du tiroir.
On remarquera, dans le tableau que la durée de la compression est très grande aux faibles introductions et qu'elle diminue lorsque l'admission augmente ; c'est ainsi qu'elle a une durée de 35 % de la course du piston pour une admission correspondant au deuxième cran de la réglette, tandis qu'elle n'est plus que 25 % au quatrième cran.
Avance à l'admission. - L'avance à l'admission concourt, avec la détente et la compression, à diminuer les chocs aux articulations de la bielle avec la manivelle et la crosse du piston aux fonds de course ; l'avance à l'admission est obtenue, on le sait, au moyen du calage spécial des poulies d'excentriques, calage fait de telle façon que l'angle MOr du rayon d'excentricité avec la manivelle motrice est supérieur à un angle droit de l'angle d'avance AOr. De cette façon, quand la manivelle occupe la position horizontale OM, le piston étant à fond de course à l'arrière le tiroir, par le moyen de cet angle d'avance, s'est déjà écarté de sa position moyenne d'une quantité égale à la somme de l'avance linéaire à l'admission et du recouvrement extérieur, et son rebord extérieur a découvert l'orifice correspondant d'une certaine quantité c ; la vapeur a donc pénétré dans le cylindre devant le piston, formant ainsi un matelas élastique contre lequel vient s'amortir l'impulsion de cet organe. Cette vapeur emplit de plus l'espace nuisible et établit un équilibre à peu près complet entre la chaudière et le cylindre dès que le piston a renversé sa marche.
L'avance à l'introduction doit être très faible, autrement elle s'opposerait à l'action du piston trop de temps avant son changement de direction, en donnant lieu inutilement à une certaine perte de travail.
Précisément parce que cette avance est faible, il importe que la distribution soit bien réglée ; sans cela l'avance se transforme, pour l'un des côtés du piston, en retard à l'introduction, tandis qu'elle peut être doublée pour l'autre côté, et ces deux modifications présentent chacune des inconvénients, en diminuant encore l'effet utile de la vapeur.
Les condensations par l'effet des parois qui se manifestent pendant l'admission commencent à se produire pendant la compression, et elles atteignent leur maximum d'intensité pendant l'avance à l'admission.
La régulation du tiroir comporte donc six phases, trois à l'aller du piston : admission, détente, échappement anticipé, et trois au retour : échappement normal, compression, admission anticipée.
Les deux principales sont l'admission et l'échappement normal. La détente et la compression s'effectuant pendant que les orifices sont recouverts intérieurement et extérieurement, ils sont l'effet des recouvrements du tiroir. L'échappement et l'admission anticipés sont de leur côté le résultat de l'angle de calage.
En partant de l'extrémité supérieure, et en rapprochant le coulisseau du milieu de la coulisse, on diminue l'admission et l'échappement normal et on augmente par suite la détente et la compression ; l'échappement et l'admission anticipés sont également augmentés. Quand le coulisseau est tout à fait au point mort, les phases principales : admission et échappement, ont la même durée respective que les phases anticipées : admission et échappement anticipés ; l'admission anticipée contre-balance l'admission normale mais le travail positif de la détente est plus grand que le travail négatif de la compression, et la locomotive lancée en avant continue sa marche dans le même sens, lors même que l'index de l'écrou du changement de marche est encore ramené un peu en arrière du point mort.
De même la machine, marchant en arrière, continuerait son mouvement si on ramenait le changement de marche au point mort, en dépassant même un peu ce point vers l'avant : la zone voisine du milieu de la coulisse pour laquelle ces phénomènes se produisent s'appelle la zone neutre.

Fig. H
La comparaison des diagrammes de la figure H montre bien l'utilité des phases secondaires de la distribution. S'il n'y avait aucune compression ni avance à l'admission et à l'échappement, le diagramme prendrait la forme, très défectueuse, du tracé en trait fort ; la forme plus avantageuse du tracé en pointillé est obtenue avec des valeurs convenables de ces phases. (Le tracé en trait fin continu représente le diagramme théorique pour l'admission considérée.)
Marche à régulateur fermé. - Il est également intéressant de connaître les phénomènes qui se passent dans les cylindres lorsque la locomotive marche à régulateur fermé.
Considérons une machine se déplaçant ainsi au moment où le piston, se dirigeant vers l'avant, est un peu éloigné du fond de course arrière, le changement de marche étant d'autre part placé à la 7e division à l'avant ; le tiroir occupe alors la position indiquée sur la figure B. Le piston, en se déplaçant, tend à produire le vide derrière lui en M ; la pression atmosphérique existant de l'autre côté du cylindre, par suite de sa communication avec l'échappement, la machine éprouve ainsi une certaine résistance à la marche. Le vide ci-dessus se communique à la boîte à vapeur BB, et, quand l'effort exercé sur le tiroir par la pression existant dans cette boîte, augmenté du poids du tiroir lui-même, est inférieur a l'effort que la pression atmosphérique exerce de son côte sous cet organe par le tuyau d'échappement, le tiroir se soulève légèrement dans son cadre en donnant passage aux gaz chauds de la boîte à fumée, qui se précipitent aussitôt dans la boîte BB et de là dans le cylindre, derrière le piston.
Lorsque celui-ci a parcouru les ![]() de sa course, le tiroir ferme l'orifice d'introduction et produit la période de détente ; les gaz précédemment aspirés se raréfient alors et, au moment où le tiroir vient à découvrir l'orifice du côté de l'échappement (fig. J), une nouvelle aspiration plus violente que la première se produit, et directement cette fois, dans la cheminée.
de sa course, le tiroir ferme l'orifice d'introduction et produit la période de détente ; les gaz précédemment aspirés se raréfient alors et, au moment où le tiroir vient à découvrir l'orifice du côté de l'échappement (fig. J), une nouvelle aspiration plus violente que la première se produit, et directement cette fois, dans la cheminée.
Jusqu'à la fin de la course, c'est-à-dire pendant tout le temps que dure l'échappement anticipé, les gaz précédemment aspirés sont refoulés dans la cheminée ; ce refoulement se continue pendant l'échappement normal, c'est-à-dire pendant les ![]() de la course du piston ; à ce moment la bande du tiroir vient fermer complètement l'orifice et produire la période de compression. Les gaz qui restaient dans le cylindre au commencement de cette période sont alors comprimés par le piston ; ils nuisent ainsi à la marche de la machine en rayant encore les tiroirs et les tables, entre lesquels ils s'interposent ; leur échauffement peut atteindre 250 à 300° à fond de course. : Si, au lieu de mettre le changement de marche à fond de course, le mécanicien l'avait placé à la 3e division, la période d'admission aurait eu une durée moindre, et le vide derrière le piston se serait maintenu plus longtemps ; d'un autre côté, la période de compression aurait commencé au point 67 de la course du piston et aurait duré pendant les
de la course du piston ; à ce moment la bande du tiroir vient fermer complètement l'orifice et produire la période de compression. Les gaz qui restaient dans le cylindre au commencement de cette période sont alors comprimés par le piston ; ils nuisent ainsi à la marche de la machine en rayant encore les tiroirs et les tables, entre lesquels ils s'interposent ; leur échauffement peut atteindre 250 à 300° à fond de course. : Si, au lieu de mettre le changement de marche à fond de course, le mécanicien l'avait placé à la 3e division, la période d'admission aurait eu une durée moindre, et le vide derrière le piston se serait maintenu plus longtemps ; d'un autre côté, la période de compression aurait commencé au point 67 de la course du piston et aurait duré pendant les ![]() de cette course, c'est-à-dire deux fois plus que dans le cas précédent ; la résistance à la marche aurait été ainsi plus élevée : les gaz, pour s'échapper, auraient constamment fait claquer le tiroir sur sa table, et cette compression aurait produit l'échauffement des cylindres, des tiroirs, des tiges et des garnitures.
de cette course, c'est-à-dire deux fois plus que dans le cas précédent ; la résistance à la marche aurait été ainsi plus élevée : les gaz, pour s'échapper, auraient constamment fait claquer le tiroir sur sa table, et cette compression aurait produit l'échauffement des cylindres, des tiroirs, des tiges et des garnitures.
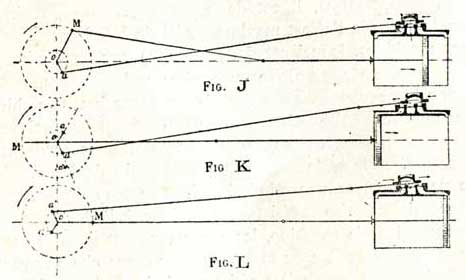
Fig. J. - Marche à régulateur fermé.
Fig. K. - Marche à contre-vapeur.
Fig. L. - Retour du piston.
Avec des tiroirs neufs ne pouvant se soulever que d'une petite quantité dans leur cadre pour laisser s'échapper les gaz comprimés, la machine éprouverait même ainsi une grande résistance à la marche, et la vitesse du train diminuerait d'une façon très sensible.
On ne saurait donc trop recommander aux mécaniciens de mettre le plus promptement possible le changement de marche à fond de course aussitôt après avoir fermé le régulateur. Un sifflement caractéristique, dû à la compression des gaz, rappelle du reste à ces prescriptions les mécaniciens qui omettent de s'y conformer.
D'un autre côté, pour conserver les tiroirs et les tables, il est bon d'injecter un peu d'eau dans l'échappement dans les pentes un peu longues parcourues à régulateur fermé. Les cendres et les gaz de la cheminée ne sont plus aspirés par les pistons, et les tiroirs se trouvent au contraire lubrifiés par l'eau injectée.
Dans les locomotives compound, la dépression derrière les pistons est généralement un peu plus forte que dans les machines à simple expansion ; et, comme ces pistons ont un plus grand diamètre ou sont en plus grand nombre, la résistance de ces machines dans la marche à régulateur fermé est plus élevée que celle des machines simples. Certaines dispositions de compensateurs gênent aussi le soulèvement des tiroirs, et les machines sont alors très bridées quand on ferme le régulateur. Les locomotives à tiroirs cylindriques auraient également, on l’a vu, un très mauvais fonctionnement à régulateur fermé si on ne les munissait de la soupape de rentrée d'air Ricour ; cette soupape est également employée dans les compound, tant pour les cylindres à haute pression que pour les cylindres à basse pression.
Marche à contre-vapeur. - Dans la marche â contre-vapeur avec injection d'eau, imaginée en 1865 au Chemin de fer du Nord de l'Espagne et appliquée dès l'année suivante, le mécanicien envoie d'abord, à l'aide des robinets spéciaux placés sur la face arrière de la boîte à feu, une injection d'eau ou de vapeur, ou les deux à la fois, dans l'échappement, par un tuyau débouchant en a, en dessous du tiroir (fig. M) ; puis il renverse sa marche, qu'il place entre le troisième et le quatrième cran de la règle ; il ouvre ensuite le régulateur, s'il ne l'est déjà, et augmente enfin graduellement l'admission inverse jusqu'à ce qu'il ait obtenu la résistance qu'il veut produire.
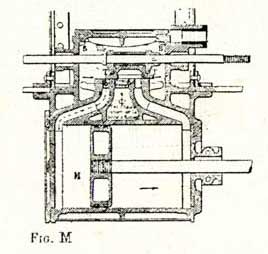
Considérons la machine au moment où le train descend une rampe sous l'influence de la gravité, le mécanicien ayant appliqué le contre-vapeur à fond de course, et voyons ce qui se passe dans les cylindres pendant un tour de roues.
Le piston étant à fond de course à l'arrière, le tiroir occupe la position de la figure K, découvrant l'orifice d'admission d'une quantité égale à l'avance linéaire, soit 67 mm ; l'admission de vapeur a lieu pendant un temps très court - exactement égal à l'admission anticipée dans la marche normale - sur la face arrière du piston et tend à produire le mouvement en avant de la machine. Sur le diagramme (fig. N) qui représente le travail de la contre-vapeur, le travail moteur ci-dessus s'exerce sur le piston pendant qu'il parcourt le chemin AD.
Au lieu de continuer à découvrir l'orifice, comme dans la marche directe, le tiroir, étant conduit par l'excentrique de marche arrière, dont le rayon fait également avec la manivelle un angle égal à un angle droit plus l'angle d'avance, rétrograde au contraire vers l'arrière et ferme rapidement cet orifice ; la vapeur admise dans le cylindre se détend alors, produisant encore un travail moteur DE' (fig. N), jusqu'à ce que le tiroir, continuant sa marche, découvre la lumière du côté de l'échappement. Si à ce moment cette vapeur possède encore une tension supérieure à celle du mélange injecté dans l'échappement, il s'en écoule une certaine quantité dans l'atmosphère jusqu'à ce que l'équilibre s'établisse entre ces deux milieux ; le piston, en continuant son mouvement, aspire à partir de cet instant, et pendant tout le reste de sa course, la vapeur et l'eau injectées par le tuyau a (fig. M), et qui produisent encore un faible travail positif E'E (fig. N).
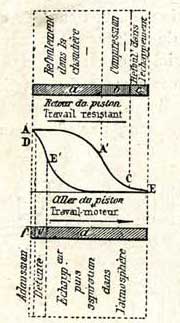
Fig. N. - Travail de la contre-vapeur.
Le travail moteur total est égal à l'aire comprise entre la ligne AD E'E et l'horizontale du point E.
A la fin de cette course, le tiroir occupe la position de la figure L, découvrant l'orifice du côté de l'échappement ; le piston, en changeant de direction, refoule donc librement dans la cheminée la vapeur et l'eau précédemment aspirées jusqu'à ce que le tiroir, se dirigeant au contraire vers l'avant, vienne fermer totalement l'orifice. Cette action, représentée sur le diagramme par le parcours E' C, est retardatrice.
Le piston comprime alors le mélange emmagasiné dans le cylindre ; il produit ainsi un grand travail résistant, et cette compression dure tout le temps que la lumière du cylindre reste fermée. Elle donne lieu à un dégagement de chaleur qui tend à accroître la pression de la vapeur existant dans le cylindre et à produire sa surchauffe. L'eau injectée intervient à ce moment pour maintenir cette vapeur à saturation et à une tension voisine de celle de la chaudière. Le tiroir découvre ensuite l'orifice du côté de l'introduction ; la vapeur de la chaudière se précipite dans le cylindre, et le piston refoule cette vapeur dans la chaudière par le tuyau d'admission et en soulevant le régulateur ; c'est la période réelle de contre-vapeur, dont le travail résistant, très considérable, produit avec le précédent le ralentissement, puis l'arrêt du train. L'action résistante se trouve ainsi représentée par la surface fermée du diagramme.
La marche inverse comprend donc, comme la marche directe, six phases bien distinctes ; ses six phases sont égales à celles qui se présentent, pour une même admission, dans la marche directe ; mais elles s'effectuent dans un ordre contraire, la période d'échappement anticipé devenant la période d'aspiration, et l'échappement normal et l'admission anticipée, respectivement, le refoulement dans l'atmosphère et le refoulement dans la chaudière. La succession des phases est la même ; mais la durée de l'admission a varié, de sorte que les périodes résistantes sont plus importantes que les périodes motrices.
L'effort de la contre-vapeur est toujours plus faible que celui produit dans la marche à action directe pour les mêmes crans du changement de marche. Cet effort diminue aussi quand la vitesse augmente ; dans les locomotives ordinaires, il est de 2.500 kg (soit la moitié, exactement, de l'effort maximum réel de traction des mêmes machines, lequel est de 5.000 kg) pour une admission inverse de 70 % et une vitesse de 40 km, et de 1.900 kg. seulement pour une vitesse de 72 km. Ces chiffres montrent qu’il ne faut pas trop attendre pour employer la contre-vapeur, car son action ne serait plus suffisante pour arrêter le train. - Il faut avoir soin également de ne pas employer une admission inverse trop élevée, qui donnerait un effort résistant supérieur à l'adhérence et ferait patiner la machine, les roues tournant dans le sens de la marche arrière du moteur pour une marche en avant de la locomotive. L'effort résistant diminuerait considérablement, en effet, au point de n'être plus qu'une fraction très faible de celui pouvant être normalement atteint sans patinage. - Pour les machines à huit roues couplées et à tiroirs cylindriques, l'effort de la contre-vapeur est tout à fait remarquable ; il atteint 10.000 kg. pour toutes les vitesses depuis 35 km jusqu'à l'arrêt. - Le diagramme (fig. O) se rapporte au travail de la contre-vapeur dans un cylindre HP de locomotive compound marchant à la vitesse de 50 km, avec une admission inverse de 40 %.
Par l'exposé précédent, on voit aisément ce qui se produirait si un machiniste omettait d'injecter un mélange d'eau et de vapeur dans l'échappement ; à la troisième phase de la marche, le piston aspirerait, par cet échappement, les gaz et les cendres de la boîte à fumée, à une température de 300° environ ; ces gaz, refoulés dans le cylindre pendant la période de compression s'échaufferaient considérablement, et leur température pourrait atteindre à la fin de cette compression 800°.
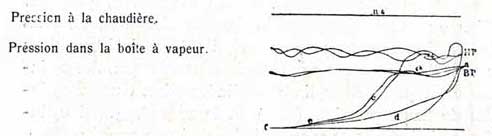
Fig. O. - Diagramme de contre-vapeur relevé sur un cylindre HP de machine compound.
ad, détente ; dfe, aspiration ; ec, compression ; ca, refoulement.
Les cylindres, les tiroirs et les tiges se gripperaient sous cette action, et les garnitures de métal blanc viendraient à fondre dans leur partie en contact avec ces tiges.
De plus, ces gaz et l'air chaud introduits ensuite dans la chaudière augmenteraient rapidement la pression dans cette dernière, et ils paralyseraient aussi le fonctionnement des injecteurs : ceux-ci ne pourraient pas s'amorcer en effet, car, au contact de l'eau du tender, les gaz ne se condenseraient pas ; le mécanicien devrait évacuer ces gaz par le souffleur pour pouvoir faire prendre les injecteurs.
Si, au lieu d'injecter de l'eau et de la vapeur dans l'échappement, le machiniste se contentait d'y injecter de la vapeur seule, il n'y aurait plus aspiration des gaz dans les cylindres ; mais, pendant la compression, la température de cette vapeur s'élèverait considérablement encore, et une partie des inconvénients de la marche sans injection se représenteraient ; les pistons, les tiroirs et les tiges s'échaufferaient et la pression monterait encore dans la chaudière, mais l'alimentation par les Giffards ne serait pas arrêtée.
En même temps que de la vapeur, il faudra donc injecter de l'eau dans l'échappement ; mais cette dernière ne devra pas être en trop grande quantité, car elle donnerait lieu à des chocs très violents dans les cylindres aux fonds de course des pistons, et elle pourrait même entraîner la rupture des plateaux : elle constituerait de plus une dépense inutile, et elle aurait même pour effet de diminuer le travail résistant de la contre-vapeur en entraînant la condensation de la vapeur comprimée.
Quand le machiniste emploiera la contre-vapeur, il devra donc surveiller attentivement le manomètre pour s'assurer que la pression ne monte pas trop brusquement dans la chaudière, et porter également son attention sur le mélange qui sort par la cheminée : l'injection d'eau sera convenable quand il en sortira une pluie fine comme à une machine qui prime légèrement ; elle devra être augmentée ou diminuée graduellement, suivant que la pression s'élèvera ou que l'eau sortira trop abondamment de la cheminée.
Dans les cas pressés, ou lorsqu'on emploie la contre-vapeur sur des pentes, très prononcées et à une admission élevée par conséquent, on peut ne faire usage que de l'injection d'eau seule ; cette eau se vaporise en partie en arrivant dans l'échappement, et il ne pénètre dans les cylindres qu'une vapeur très humide.
La contre-vapeur est diversement appliquée sur les réseaux français : les Chemins de Lyon, de l'Est et de l'Etat emploient l'injection mixte de vapeur et d'eau ; au Chemin de fer du Nord, l'injection de vapeur seule est appliquée aux machines qui circulent sur des lignes à déclivités de 5 mm, l'injection d'eau est réservée pour les sections présentant des rampes supérieures à ce chiffre. Au Chemin de fer d'Orléans, on emploie pour les machines circulant sur les fortes pentes une injection d'eau seule ; les robinets de l'appareil à contre-vapeur y sont quelquefois à deux tubulures, afin que la distribution d'eau ou de vapeur soit bien égale pour chaque cylindre. Comme on le voit, l'injection d'eau est surtout employée lorsque l'on veut demander à la contre-vapeur un grand travail.
Dans la marche ordinaire sous vapeur, l'action combinée du piston et de la bielle motrice fait soulever la crosse et frotter le patin supérieur contre la glissière correspondante ; dans la marche par inversion, au contraire, c'est contre la glissière inférieure que la crosse est appuyée par l'action de la vapeur, à laquelle s'ajoute le poids de la crosse, de la bielle et de la tige. Lorsqu'un mécanicien a l'intention d'employer la contre-vapeur sur un parcours prolongé, il doit donc soigner tout particulièrement le graissage de cette glissière.
Distribution Compound et Woolf. - Les grandes détentes que l'emploi des hautes pressions exige pour être économique peuvent être obtenues avec les distributions ordinaires à coulisses, en faisant usage de la double expansion.
Les systèmes compound procurent encore des avantages thermiques et mécaniques, en réduisant les différences de température et de pression, ainsi que les fuites de vapeur dans les cylindres, et en régularisant l'effort moteur de la machine. Ces avantages consistent en principe, à admettre la vapeur de la chaudière dans un ou deux cylindres d'un certain volume, et a faire détendre cette vapeur dans un ou deux autres cylindres d'un volume plus grand.
Les machines à double expansion peuvent fonctionner de deux façons, en compound ou en Woolf : Dans ce dernier mode le travail réside dans cette circonstance que la vapeur qui sort des petits cylindres se rend directement dans les cylindres à basse pression sans séjourner dans un réservoir intermédiaire. Les deux manivelles motrices sont calées à l'opposé l'une de l'autre ou à peu près ou sont confondues. Ce système ne peut s'employer qu'avec deux groupes de deux cylindres ou quatre cylindres.
Dans les différentes dispositions compound, la vapeur en sortant des cylindres à haute pression, se rend dans un réservoir intermédiaire, d'où elle est distribuée dans un ou plusieurs grands cylindres.
Dans le fonctionnement compound le travail recueilli est théoriquement le même que si l'admission et la détente s'effectuaient dans le cylindre détenteur seul ; ce cylindre devrait donc avoir le même volume que le ou les cylindres d'une machine à simple expansion de même puissance, mais on donne aux cylindres de basse pression une capacité sensiblement plus grande, pour utiliser plus complètement la détente de la vapeur.
L'expansion totale est le produit des expansions partielles dans les deux cylindres, lorsque la pression au réservoir est égale ou à peu près à la pression finale dans le cylindre admetteur.
Le cylindre détenteur devant toujours pouvoir débiter la vapeur qui provient du cylindre admetteur sans occasionner dans ce dernier une contre-pression exagérée, le volume d'admission au deuxième cylindre ne doit pas être inférieure au volume du premier, comme conséquence, les distributions doivent être indépendantes, au moins d'une manière facultative, toutes les fois que le rapport du volume du grand cylindre est égal ou inférieur à 2, pour que l'admission au grand cylindre puisse toujours se prolonger sur une fraction de la deuxième partie de la course et de manière que le volume ainsi engendré soit au moins égal à celui du petit cylindre.
La chute totale de température étant partagée entre deux cylindres successifs, l'importance des condensations est réduite dans chacun d'eux à la moitié environ de ce qu'elle serait dans le cylindre unique équivalent. Si les pertes dues à ces condensations s'ajoutaient, il est clair que le bénéfice serait nul : il y aurait même des raisons pour qu'il fut négatif, mais il n'en est pas ainsi ; c'est la même quantité de vapeur qui se condense et se réévapore successivement dans chaque cylindre. Ce sont les mêmes calories qui, cédées et reprises aux parois du cylindre à haute pression, servent ensuite à réchauffer celles du cylindre à basse pression.
Les tiroirs des compound sont appuyés sur leurs tables par une pression moindre également, le frottement et l'usure en sont donc diminués, ainsi que les fuites ; celles qui se produisent au cylindre H P effectuent un travail moteur dans le cylindre B P, et la vapeur de l'espace nuisible du cylindre H P travaille dans le cylindre B P à pleine pression, ce qui ne se produit pas dans les machines à simple expansion.
On peut obtenir une plus grande détente que dans les locomotives ordinaires, et par suite, une meilleure utilisation de la vapeur, sans produire de laminage important à l'admission : le laminage réduit en effet la pression de la vapeur, dont le rendement est alors diminué.
Enfin, les efforts sur les pistons subissent des variations moins grandes dans une course double aller et retour ; l'effort moteur total sur l'essieu est plus régulier, les pièces fatiguent moins et la machine a moins de tendance à patiner.
Locomotive compound à deux cylindres. - Dans ces machines, la vapeur de la chaudière est introduite dans le petit cylindre, où elle agit à pleine pression d'abord, puis par détente ; elle se rend ensuite dans le réservoir intermédiaire d'où elle pénètre dans le second cylindre où elle travaille également à pleine pression, puis par détente ; elle s'échappe enfin dans la cheminée, et, dans le fonctionnement en compound, il n'y a ainsi que deux coups d'échappement par tour de roues. Le premier cylindre est appelé petit cylindre, cylindre admetteur ou cylindre de haute pression (HP), et le second, grand cylindre, cylindre détenteur ou cylindre de basse pression (BP).
On conçoit que le piston du petit cylindre puisse, lors des arrêts, ne pas se trouver dans une position qui assure le démarrage de la machine ou du train ; il faut donc pouvoir envoyer la vapeur de la chaudière dans le réservoir intermédiaire, au moins pendant un demi-tour de roues. Divers dispositifs de démarrage automatiques et non automatiques sont utilisés à cet effet. Dans les compound à trois essieux couplés, un même mécanisme déplace successivement une soupape d'admission directe ouvrant dans la boîte à vapeur haute pression, un clapet isolant le petit cylindre du réservoir, enfin une soupape donnant une issue directe dans la cheminée à l'échappement du petit cylindre. Dans d'autres compound à deux cylindres, un régulateur auxiliaire disposé dans une boîte en bronze fixée sur le cylindre haute pression est en communication avec la boîte à vapeur de ce cylindre ; quand on déplace ce régulateur de sa position normale, il découvre simultanément deux orifices, l'un, d'un diamètre de 30 mm, qui débouche vers le milieu du cylindre haute pression, l'autre, d'un diamètre de 10 mm, qui est en communication avec le réservoir intermédiaire. D'autre part, les conduits d'admission du cylindre haute pression sont munis de soupapes de décharge, qui s'ouvrent vers le réservoir intermédiaire lorsque la différence des pressions sur les deux faces du piston (ou entre le conduit d'admission et le réservoir) dépasse 12 kg ; cette disposition soustrait le mécanisme de ce cylindre à un effort trop élevé et assure en même temps les démarrages, le régulateur auxiliaire n'étant que rarement utilisé et seulement pour effectuer le premier tour de roues. Le cylindre haute pression n'évacue jamais, non plus, dans la cheminée, et le fonctionnement a toujours lieu en compound.
Il n'y a qu'un seul mécanisme de relevage pour les deux cylindres ; pour obtenir au grand cylindre des admissions plus longues qu'au petit cylindre, reconnues favorable à l'économie de fonctionnement et à l'obtention de grandes vitesses, on a employé un calage différent pour les poulies d'excentriques, des recouvrements de tiroirs différents, et des longueurs différentes également des rayons d'excentriques. Les admissions respectives dans les deux cylindres sont alors les suivantes pour la marche en avant :
| Cylindre HP | Cylindre BP |
| 30 % | 43 1/2 % |
| 40 % | 54 1/2 % |
| 50 % | 63 1/2 % |
| 60 % | 72 1/2% |
| 70 % | 81 % |
| 75 % | 84 1/2 % |
Ces locomotives peuvent comprendre un seul cylindre d'admission et deux de détente, ou le contraire, deux cylindres d'admission et un seul de détente. Dans le premier ou le second cas, le cylindre unique est intérieur et les deux autres extérieurs aux longerons. Les trois cylindres peuvent commander un même essieu ou deux essieux moteurs différents, ces deux essieux peuvent être ou non accouplés par des bielles.
Dans le cas d'un essieu moteur unique, les manivelles haute et basse pression peuvent être calées à 120° ou à 90 et 135°, le calage de 90° s'appliquant aux deux manivelles des cylindres de même fonction. Dans le cas de deux essieux moteurs accouplés, le calage est le même. Enfin l'admission de vapeur vive au réservoir intermédiaire ou au cylindre de détente peut être employée facultativement dans le cas de deux cylindres d'admission ; elle est obligatoire dans le cas d'un seul cylindre admetteur. La disposition à deux cylindres haute pression aux admissions de vapeur vive au cylindre basse pression pour les démarrages a été réalisée par Webb en 1882, sans bielles d'accouplement entre les deux essieux moteurs ; les démarrages étaient défectueux, et cette disposition a été abandonnée, les locomotives qui en étaient munies ont été transformées en machine à simple expansion.
La vapeur vive envoyée au réservoir intermédiaire, ou directement dans les cylindres basse pression pour les démarrages, vient faire contre pression sur le piston haute pression ; mais, le diamètre des cylindres basse pression étant généralement plus grand que celui du cylindre haute pression, le démarrage s'effectue assez franchement, surtout quand le piston haute pression reçoit lui-même la vapeur sur sa face motrice, car il est alors équilibré. Les conditions de démarrage sont meilleures que dans une machine à deux cylindres à simple expansion de diamètre égal à celui de haute pression de la compound à trois cylindres.
Ces locomotives peuvent être à un ou deux essieux moteurs et à deux ou quatre manivelles. Il n'y a qu'une distribution par groupe de cylindres et parfois qu'un seul tiroir desservant les deux cylindres. Chaque cylindre peut aussi avoir son tiroir propre.
Les cylindres haute pression sont placés extérieurement et les cylindres basse pression sont intérieurs.
Les locomotives compound à quatre cylindres chevauchés ont quatre mécanismes de distribution avec relevage généralement indépendant, permettant de faire varier les admissions séparément dans les cylindres haute pression et basse pression, suivant les diverses circonstances de marche ; l'admission basse pression est généralement supérieure de 15 à 20 % à l'admission haute pression pour réduire la pression au réservoir intermédiaire et à contre pression aux cylindres haute pression dans le but de faciliter la marche en vitesse. Avec l'emploi de tiroirs cylindriques permettant d'obtenir des lumières de plus grande section réduisant le laminage tant à l'introduction qu'à l'échappement, on peut égaliser à peu près les admissions et les travaux dans les deux groupes de cylindres à toutes les vitesses.
Dans le cas d'emploi de quatre manivelles, celles d'un même côté de la machine se calculent à 180° ; les mécanismes moteurs ont aussi à tout moment un mouvement opposé, et ils s'équilibrent sensiblement ; on n'a besoin d'employer que de faibles contrepoids pour compenser la différence de leur masses et des plans suivant lesquels ils se déplacent.
L'emploi de quatre cylindres et de quatre manivelles diminue la fatigue du châssis, les perturbations dues aux forces d'inertie des pièces à mouvement alternatif, ainsi que des chocs verticaux que l'obliquité des bielles produit sur les rails.
Pour obtenir un mouvement moteur élevé au démarrage et des mises en vitesse rapides, une prise de vapeur spéciale permet d'envoyer directement au réservoir intermédiaire de la vapeur vive prise à la chaudière et détendue au préalable à 6k. ou 6.5 k ; très souvent l'échappement des petits cylindres peut encore être dirigé dans la cheminée, de manière à diminuer la contre pression dans ces cylindres et à augmenter l'effort sur leurs pistons.
Servo-moteur en mise en train. - Quand les machines deviennent puissantes, les tiroirs atteignent des dimensions considérables, et les efforts à mettre en jeu deviennent tellement grands, que le renversement de la marche nécessité l'application de plusieurs hommes. On a donc du chercher un appareil simple et puissant mis à la main du machiniste, n'exigeant qu'un effort très limité, agissant rapidement et sûrement comme pourrait le faire le machiniste attaquant le levier de recouvrement et de mise en train.
Le but du servo-moteur ou du moteur asservi est de mettre à la disposition du machiniste un appareil suivant docilement ses mouvements.
La première idée de cet ingénieux appareil est due à M. I. Farcot.
La gravure ci-dessous représente un servo-moteur destiné à mouvoir un levier de mise en train de machine.
L'arbre A porte les leviers qui sont reliés aux coulisses par les barres de suspension ; c'est l'arbre de relevage du changement de marche ; pour changer la marche de la machine ou pour modifier son allure, il faut le faire tourner d'un certain angle. Le levier B, claveté sur cet arbre sert à produire ce mouvement ; si la machine avait de faibles dimensions, un homme pourrait agir directement sur ce levier. Dans le cas d'une forte machine, cette action est remplacée par celle d'un piston qui agit sur le prolongement du levier B. En admettant la vapeur à gauche ou à droite du piston, on pourra donc manœuvrer l'arbre de relevage de la machine. La figure indique comment la vapeur peut être distribuée sur le piston. Cet appareil de distribution diffère assez peu des autres. C'est en quelque sorte un tiroir simple ordinaire sans recouvrement ; la glace du tiroir est cylindrique au lieu d'être plane de sorte que les lumières d'admission et d'évacuation ne sont plus rectangulaires, mais présentent la forme d'anneaux cylindriques.
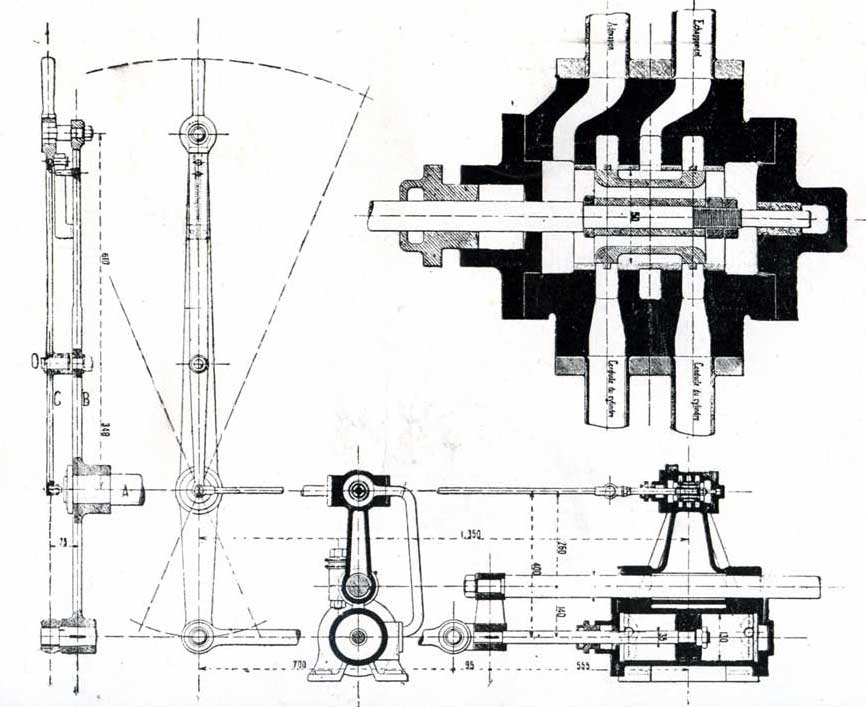
Servo-moteur
Le tiroir devient ainsi une bague dont les bords extrême servent d'admission AN ou AR ; le milieu de la bague est tourné à un diamètre plus faible, ce qui forme une cavité cylindrique par laquelle se produit l'échappement. Cette bague se meut dans un cylindre qui porte trois rainures cylindriques parallèles : la rainure de gauche communique avec l'avant du cylindre à vapeur, celle de droite avec l'arrière et celle du milieu avec le tuyau d'échappement. L'anneau est creux et par cette disposition tout le cylindre est toujours rempli de vapeur ; c'est une boite à vapeur cylindrique.
Ce tiroir est manœuvré à la main par l'intermédiaire du levier OC articulé en O sur le levier B.
A sa partie supérieure ce levier C porte un œil dans lequel pénètre avec un peu de jeu un petit maneton fixé au levier B. Deux lames de ressort tendent à ramener le levier C dans l'axe du levier B, notons encore que l'articulation intérieure du levier C se trouve à la hauteur de l'arbre de relevage A.
On voit que, si l'homme agit sur la poignée du levier C, l'arbre de relevage offrant une grande résistance au mouvement, le levier C va tourner autour du point fixe O ; le tiroir se déplacera et comme il est très petit, l'homme n'aura à dépenser qu'un faible effort. Le piston à vapeur se mettra aussitôt en mouvement avec une force suffisante pour déplacer les coulisses par l'intermédiaire du levier B. 11 faut remarquer que le maneton supérieur du levier B se déplace dans ce mouvement dans le même sens que la poignée sur laquelle appuie la main du machiniste. Si celui-ci continue à appuyer sur la poignée, sa main suivra le déplacement du grand levier et tout se passera pour lui comme si son action s'exerçait directement sur le grand levier de débrayage. Tant qu'il continuera à appuyer, les axes des deux leviers différeront dans les positions relatives, et par conséquent, le tiroir de distribution restera ouvert ; le mouvement pourra donc toujours se continuer. Quand le machiniste arrêtera la poignée l'axe du grand levier B viendra coïncider de lui-même avec celui du levier C ; par suite de ce mouvement le tiroir se sera fermé puisque l'articulation inférieure du levier C sera venue se placer au centre de rotation de l'arbre A de relevage. Le mouvement de l'appareil de changement de marche va donc s'arrêter, et il faut remarquer que cela peut se produire pour un angle d'écart quelconque du levier B, c'est-à-dire que l'arrêt peut se produire par un cran quelconque de la coulisse. Si le machiniste avait lâché la poignée, le résultat eut été le même, parce que les leviers auraient été ramenés en coïncidence par les lames de ressort supérieurs. Si le machiniste veut remettre l'appareil en marche, il lui suffira d'appuyer sur la poignée en avant ou en arrière et le levier B suivra le mouvement de sa main dans le même sens. On peut donc dire que le moteur est asservi à l'action du machiniste qui donne ainsi au levier B, de changement de marche les mêmes mouvements qu'au levier C.
Le véhicule d'une locomotive se compose du châssis, de la suspension et du train c'est-à-dire les roues.
Le châssis est formé de deux longerons parallèles, entretoisés en plusieurs points de leur longueur, pour former un cadre très rigide pouvant supporter le poids de la chaudière et tous les organes du mécanisme. Sa rigidité doit être telle que ni les efforts sur les pistons transmis par les bielles, ni les chocs dus aux inégalités de la voie, ne peuvent le déformer.
La gravure ci-après, nous montre un châssis dans son ensemble établi pour la locomotive du type 32. A l'avant les longerons sont maintenus dans leur écartement par la traverse d'attelage, (voir le croquis au plan). Entre les cylindres et le foyer, les longerons sont maintenus dans leur partie supérieure par les supports de la chaudière, ceux-ci au nombre de deux ou trois et suivant le type de machine par des tôles ou des entretoises supportant les pièces du mécanisme. Dans leur partie inférieure, ils sont maintenus à l'écartement par des barres rectangulaires fixées aux entretoises des plaques de garde des boîtes à graisse.
Locomotive à marchandises type 32 à surchauffe
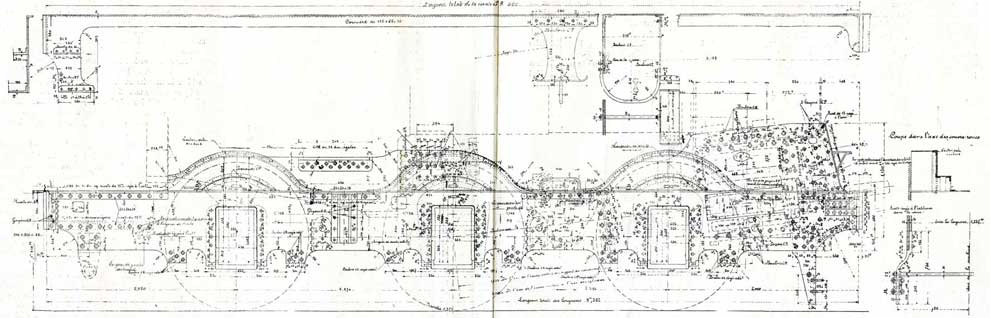
Ensemble du châssis
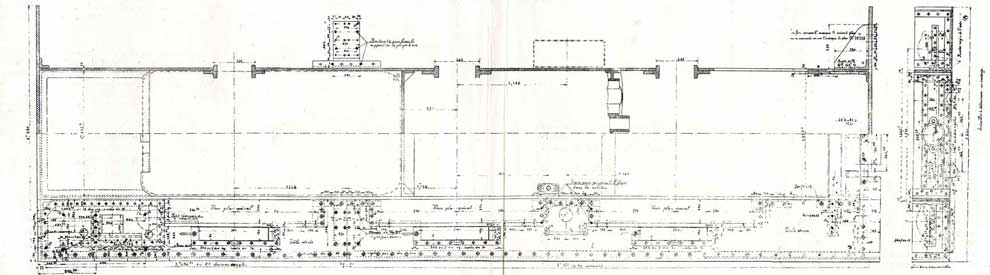
Vue en plan
A l'arrière, les longerons sont entretoisés par le foyer et la traverse d'attelage arrière.
Dans certaines machines, le châssis est formé de trois longerons. Ce troisième longeron est placé dans l'axe du châssis et allant des cylindres à une entretoise des grands longerons placés près du foyer. Il est souvent formé de deux tôles entretoisées, et est destiné à recevoir la plus grande partie de l'action alternative des bielles quand les cylindres sont intérieurs.
L'adoption d'un troisième longeron augmente de beaucoup la solidité du châssis dans les machines où les grands longerons sont extérieurs aux roues, ce qui donne à la chaudière une plus grande base d'appui, diminue les risques de déraillement en cas de rupture d'essieu, et permet de donner une plus grande largeur à la boîte à feu.
La position des longerons n'est pas toujours la même dans toutes les machines. Nous avons les longerons du châssis placés entre les roues, c'est-à-dire à l'intérieur de la voie ; cette disposition, offre les avantages suivants ; l'entretoisement des longerons se fait commodément et solidement, et fournit à la chaudière des points d'appui faciles à établir ; l'accouplement des essieux s'obtient d'une manière très simple, ce qui est fort important, enfin l'attache des cylindres est facilitée.
Il existe des machines où le châssis est extérieur au roues, ceux-ci présentent, de leur côté les avantages suivants : les fusées sont d'un diamètre plus petit, ce qui réduit le frottement, l'appareil de suspension se place plus facilement et, la chaudière ayant une base d'appui plus large, on peut donner à la grille une surface plus grande.
On peut aussi combiner les avantages des deux systèmes, c'est-à-dire appliquer un châssis extérieur aux roues porteuses et charger, d'un autre côté les roues motrices au moyen de longerons placés à l'intérieur de la voie : on a ainsi un châssis double.
Le châssis double a l'inconvénient d'être lourd, mais, il est très solide et se prête à un entretoisement énergique de toutes les parties du bâti, et il offre une base très commode pour l'installation des cylindres, surtout quand ils sont extérieurs.
La position du châssis est intimement liée à celle des autres organes de la machine, principalement des cylindres. Ceux-ci peuvent, en effet, être placés soit à l'intérieur, soit à l'extérieur des roues et ces deux positions se combinant avec celle que peuvent occuper les longerons, peuvent donner lieu aux quatre dispositions suivantes :
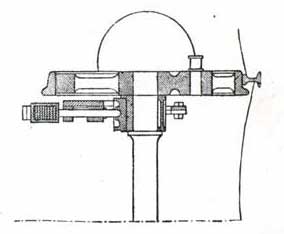
Châssis intérieurs - cylindres extérieurs
Dans la première disposition, la transmission du mouvement est des plus simples ; le moyeu des roues motrices porte un renflement, auquel est fixé le bouton de manivelle, commandée directement par la bielle.
Avec la deuxième disposition, le châssis se trouve interposé entre les cylindres et les roues ; la bielle motrice ne peut conduire la manivelle que si elle est disposée en forme de vilebrequin, de sorte que l'essieu moteur doit comporter deux coudes à angle droit A, un pour chaque cylindre.
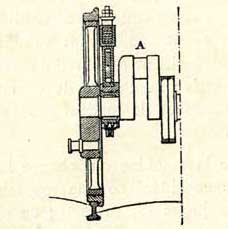
Châssis intérieur - cylindres extérieurs
Avec le châssis et les cylindres placés extérieurement aux roues, la fusée de l'essieu moteur doit être prolongée au delà du coussinet, de manière à recevoir une manivelle calée sur son prolongement ; on est ainsi amené à donner une saillie considérable au bouton de manivelle et, par suite un grand porte à faux aux cylindres et une largeur excessive à la machine.
On peut remédier à cet inconvénient en se servant de la manivelle fusée qui consiste à prendre pour fusée la douille M d'emmanchement de la manivelle B sur l'essieu.
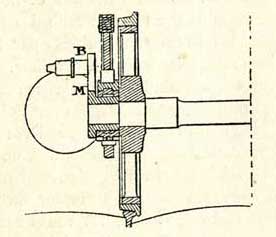
Châssis extérieurs - cylindres intérieurs
Le diamètre de la fusée se trouve ainsi plus grand que dans le cas du châssis intérieur, mais on diminue le porte à faux des cylindres d'une quantité qui est presque égale à celle de la fusée ordinaire.
Quand le châssis est extérieur et les cylindres intérieurs, on est obligé de couder l'essieu moteur. Le châssis n'étant plus interposé entre les cylindres et les roues, il y a intérêt, dans le but de réduire l'effort de flexion exercé sur l'essieu par la bielle du piston, à rapprocher le plus possible cette bielle du plan des roues. Pour ce faire on supprime l'une des branches du vilebrequin et on la confond avec le moyeu de la roue.
L'essieu moteur A A n'est plus alors réellement coudé ; il est simplement dévié à ses deux extrémités, où il est assemblé dans le moyeu des roues. L'essieu ainsi construit est connu sous le nom de "essieu Martin".
Dans le cas où il est employé, le châssis comporte, indépendamment des longerons extérieurs chargeant les fusées C, C, une portion de longeron central qui sert à reporter sur une fusée B, par un ressort très flexible, une portion du poids de la machine.
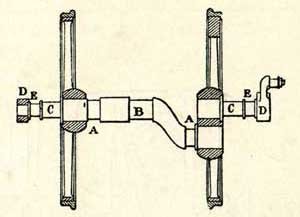
Châssis extérieur - cylindres intérieurs
L'accouplement des essieux est obtenu au moyen d'une manivelle extérieure D, et les excentriques sont calés en E, entre la fusée de la roue et la manivelle d'accouplement.
La disposition des cylindres intérieurs a l'avantage de réduire la largeur de la machine et de concentrer à l'entour de l'axe longitudinal les actions perturbatrices dues aux mouvements des pistons et des différentes pièces du mécanisme.
Suspension. - Les ressorts de suspension ont pour but, en absorbant l'effet des chocs que les inégalités de la voie produisent sur les roues, de ne transmettre ces chocs que très amortis au châssis. Les ressorts sont établis en lames d'acier fondu dur, étagées, de longueur, régulièrement décroissante. La lame supérieure est la maitresse lame, elle est quelquefois doublée par une seconde feuille de même longueur. Cette forme donne aux ressorts une plus grande flexibilité, tout en donnant à tous les points une même résistance à la rupture. Les lames doivent être bien serrées dans la bride pour empêcher tout glissement ; dans le même but, on raine aussi les feuilles.
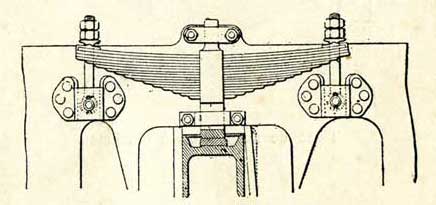
Suspension directe ou en dessus
Les ressorts se placent le plus souvent au dessus des essieux, les tiges de suspension sont alors soumises à un effort de traction, et la tige de pression qui transmet les chocs de la boîte ou de la roue au ressort travaille à la compression ; cette suspension est dite directe. Si la place manque au dessus de l'essieu, on emploie la suspension renversée, dans laquelle le ressort est placé au dessous de la boîte.
Les tiges de suspension travaillent alors à la compression et la tige de pression sur la boîte travaille à la traction. La bride du ressort est reliée ici à la partie inférieure de la boîte par une pièce se terminant par un œil et emmanché à queue d'aronde dans les deux côtés de cette boîte.
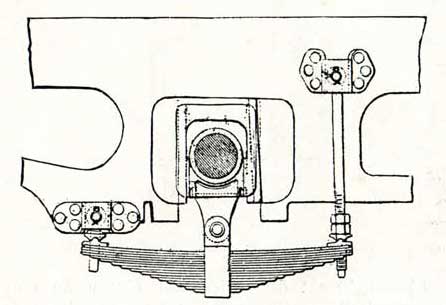
Suspension en dessous ou renversée
Les tiges de suspension peuvent être à crochet embrassant le bourrelet de la maîtresse feuille, ou articulées au châssis.
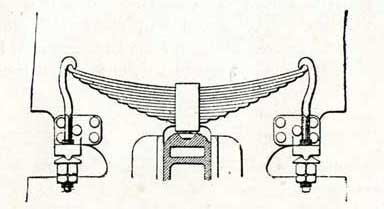
Tiges de suspension à crochets
La bride est parfois percée du côté extérieur d'une rainure centrale qui sert à déceler les ruptures des feuilles quand elles se produisent dans cette partie, ce qui est le cas le plus fréquent.
Les ressorts sont généralement établis avec une flèche importante qui diminue l'effet de la charge.
Quand les coussinets des boîtes à huile s'usent inégalement, que les ressorts perdent de leur élasticité ou que leur réglage a été mal fait, la répartition des charges sur les roues se trouve modifiée et le surcroît de poids qui en résulte pour certains coussinets peut produire le chauffage de ces pièces et fatiguer en même temps la voie.
Ce changement de pression sur les coussinets et les se produit aussi quand, par suite d'inégalité de la voie ou de changement brusque de profil, une roue s'élève ou s'abaisse au dessus ou au dessous du niveau des autres roues. On peut corriger les différences de charges qui tendent à se manifester ainsi, et qui peuvent devenir dangereuses pour la voie quand les essieux portent déjà un poids élevé, en conjuguant les extrémités voisines des ressorts de deux essieux se suivant à l'aide de balanciers longitudinaux qui oscillent autour d'un axe ou d'un couteau fixé au châssis ; la charge de chacun des ressorts, reste alors constante et ils tendent par suite à conserver la même tension.
Le poids de la machine qui charge les essieux ainsi réunis peut être considéré comme reposant sur l'axe du balancier qui conjugue les ressorts ; ce résultat ne peut être évidemment obtenu que si l'articulation milieu du balancier est maintenue propre et bien graissée, pour permettre à ce balancier de jouer sans difficulté. Si les bras du balancier sont égaux, les deux essieux se trouvent également chargés ; s'ils sont inégaux, la charge sur chaque essieu est inversement proportionnelle à la longueur des bras.
Les ressorts, par leur flexibilité, permettent aux roues de garder le contact avec les rails, malgré les mouvements verticaux du châssis et les inégalités de la voie ; ils accentuent, d'autre part, les mouvements de galop et de roulis de la machine et ils peuvent nuire à la régularité de la distribution. Aussi cette flexibilité ne doit-elle pas être exagérée. Celle des essieux extrêmes et notamment des essieux avant, est plus grande que celle des ressorts intermédiaires, dont les roues sont guidées par les roues extrêmes et risquent moins ainsi à dérailler. Les déraillements sont surtout à craindre pour l'essieu avant, dont les roues sont alternativement déchargées par l'effet que l'obliquité de la bielle produit sur les glissières des têtes de pistons ; si cette décharge correspond à un affaissement important du rail ou à un fort mouvement de lacet, le boudin de la roue peut arriver à monter sur le rail ; pour que, malgré ces circonstances, les roues restent toujours, suffisamment chargées de manière à les empêcher de se soulever, il est nécessaire que la flexibilité des ressorts, correspondants soit assez élevée. Les balanciers longitudinaux ou transversaux sont utiles dans ce cas, avec leur emploi ; la répartition de la charge reste indépendante de la flexibilité des ressorts et des inégalités de la voie. Cette flexibilité est limitée, d'autre part, par les déplacements relatifs qu'elle produit entre les organes en corrélation montés sur le châssis ; cylindres, glissières, boîtes à vapeur, coulisses de distribution ; et ceux qui sont attachés aux essieux : excentriques et leurs bielles et bielles motrices ; cette flexibilité est environ de 5 mm par tonne pour les ressorts de locomotive.
Les ressorts servent enfin à régler pratiquement la charge sur les essieux, qui est déterminée par le calcul lors de l'établissement de la machine, et qui doit être conservée aussi exactement que possible en service ; à cet effet, il convient de faire passer de temps en temps la machine sur la bascule, surtout après un changement de roues ou de ressorts.
Considérons une locomotive à trois essieux du poids P. appelons A, B, C, les pressions exercées par chacune des paires de roues sur les rails, et a, b, c, les distances de chacun des essieux à la verticale du centre de gravité G.
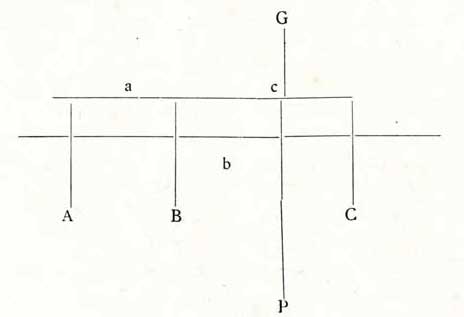
Répartition de la charge entre les essieux
On a A + B + C = P
1re équation de la somme des projections des poids sur la verticale
Aa + Bb = Cc
2e équation des moments par rapport à la verticale du centre de gravité.
On a donc deux équations pour déterminer trois inconnues A, B, C. Le problème de la répartition de la charge d'une locomotive entre trois essieux est donc indéterminée, si l'on ne fait intervenir que les données qui précèdent. Il l'est, à plus forte raison, pour une machine à plus de trois essieux.
On peut profiter de cette indétermination pour chercher à remplir plus ou moins un ensemble de conditions qui dépendent du service que la machine doit faire.
S'il s'agit, par exemple, d'une machine à grande vitesse à deux essieux couplés, il y a intérêt à ce que les charges soient égales sur ces deux essieux, afin que les bandages de leurs roues s'usent également. On devra donc prendre :
A = B.
et l'on aura, pour la valeur de la charge à faire supporter à chacun de ces essieux
![]()
La charge du troisième essieu sera
![]()
Pour une machine à petite vitesse ayant toutes ses roues accouplées, il faut répartir aussi également que possible le poids total entre les trois essieux. On a, dans ce cas, de l'égalité :
![]()
et cette répartition n'est possible que si les distances des essieux au centre de gravité de la machine remplissent la condition :
A + B = C .....(3e)
qui résulte dans ce cas de l'équation 2.
Dans la machine à trois essieux, dont deux accouplés à l'arrière, le centre de gravité se trouve souvent un peu en arrière de l'essieu moteur, qui est le second ; dans les machines à marchandises, au contraire, il se trouve presque toujours en avant de l'essieu intermédiaire. En hauteur, le centre de gravité, est, généralement un peu au dessus de l'arête supérieure des longerons.
La répartition du poids d'une locomotive entre ses différents essieux se règle au moyen des écrous de suspension de la manière suivante. On place la machine sur un pont à bascule formé de deux files de rails divisées en un certain nombre de tronçons ; chacun de ces tronçons est fixé sur le plateau d'une bascule et supporte le poids d'une roue de la machine. En agissant sur les écrous de suspension, on modifie la charge sur les points d'appui jusqu'à ce qui, les rails étant bien horizontaux, on ait obtenu la répartition que l'on a en vue.
Les ressorts d'une machine une fois réglés à l'atelier, la répartition ainsi établie se modifie peu à peu en service, principalement à cause de l'usure inégale des coussinets et de l'altération plus ou moins grande de l'élasticité des ressorts.
La seule garantie certaine que l'on ait contre ces troubles de la répartition statistique de la charge consiste dans l'emploi des balanciers.
On réunit les broches des extrémités voisines de deux ressorts par un balancier A B, mobile autour de l'axe O fixé châssis et on donne aux deux bras du balancier OA et OB, des longueurs dont le rapport soit justement égal à celui qu'on veut établir entre les charges des deux essieux voisins E et F. C'est le plus souvent, surtout sur les roues accouplées, l'égalité des charges qu'il convient d'assurer ; on prend dans ce cas OA = OB. La tension exercée par les deux extrémités du levier sur les broches AC et BD est dès lors, la même et, par suite, les pressions sur les deux boîtes à graissage, E et F sont égales. La répartition devient donc indépendante des ressorts et des coussinets ; elle résulte seulement des distances de la verticale du centre de gravité de la machine au centre d'articulation O du balancier et à la boîte à graisse indépendante, H. On peut donner aux balanciers un grand nombre de dispositions diverses, mais le but à atteindre est toujours le même : répartir dans un rapport déterminé la charge entre les deux essieux conjugués.
Lorsque dans une machine à six roues accouplées l'égalité des charges est possible, c'est-à-dire quand l'équation (3e) est satisfaite, on peut l'assurer en conjuguant les trois ressorts, deux à deux, par des balanciers à bras égaux : mais il est clair qu'un seul balancier suffit pour atteindre ce résultat. En effet, l'égalité de la charge sur deux des essieux détermine la répartition, de sorte qu'elle suffit pour réaliser l'égalité complète, lorsque celle-ci est possible. L'application de deux balanciers serait donc inutile dans ce cas ; elle serait même nuisible, si la condition (3e) n'était pas remplie, puisque l'équilibre, étant mathématiquement impossible, ne pourrait s'établir que par l'intervention des réactions étrangères, provenant de la déformation des pièces qui transmettent la charge aux essieux.
Dans une machine à deux essieux, il n'y a qu'une seule répartition possible, quelle que soit la flexion des ressorts, et la charge de chacun des essieux est déterminée par les équations 1re et 2e.
Dans une machine à quatre essieux, l'indétermination de la répartition est d'un degré plus élevé pour trois essieux puisqu'on n'a que deux équations pour déterminer quatre inconnues. Il suffit pour le faire cesser, de conjuguer deux paires d'essieux, au moyen de balanciers longitudinaux au nombre de quatre, deux de chaque côté.
Perturbations - contrepoids. - Un grand nombre de causes viennent troubler à chaque instant, dans une machine en marche, la répartition statique établie à l'atelier. Premièrement les inégalités de la voie, inégalités accidentelles ou résultant des changements de pentes et de courbure, leur effet est atténué par la présence des ressorts, il est presque complètement détruit par celle des balanciers.
En second lieu, il y a les variations de la pression de la vapeur sur les pistons, dont l'effet est de donner une composante verticale de valeur variable ; la consommation de la machine en eau et en combustible qui, en modifiant la position du centre de gravité réagit sur la répartition.
Troisièmement, la présence des pentes et rampes du tracé qui fait varier la position de l’eau dans la chaudière ; ensuite les variations de la vitesse de marche et enfin l'effort de traction.
Toutes ces perturbations sont inévitables ; elles sont d'ailleurs renfermées dans des limites assez étroites pour n'être pas dangereuses.
Lorsqu'une locomotive roule sur les rails, les mouvements irréguliers qui sont à noter en dehors de son mouvement général da translation sont :
Tous ces mouvements sont dus à l'inertie des pièces du mécanisme et aux réactions de la voie : ils sont plus ou moins influencés par la flexibilité des ressorts. On peut arriver à les atténuer d'une manière suffisante par l'application de contrepoids placés sur les organes en mouvement ; ces masses, en se déplaçant, agissent en sens contraire de celles des pistons, des bielles et des manivelles.
Le calcul de ces contrepoids est un problème fort complexe, que nous ne traiterons pas ; nous en indiquerons seulement le principe et les résultats.
Les actions perturbatrices peuvent être divisées en deux groupes : celles qui tendent à faire pivoter la machine autour d'un axe horizontal passant par son centre de gravité et celles qui tendent à le faire tourner autour d'un axe vertical passant par le même point. On donne aux premières forces le nom de perturbations verticales et aux secondes celui de perturbations horizontales.
On démontre que, pour équilibrer à peu près les perturbations verticales d'une machine à roues libres, il faut placer sur chaque roue motrice, à l'opposé de la manivelle, un contrepoids Q, déterminé par la formule
![]()
dans laquelle
Pour équilibrer les perturbations verticales, il suffirait de disposer sur la roue motrice un contrepoids Q2, déterminé par la formule
![]()
Or, ces deux valeurs sont incompatibles ; b, étant plus petit que l,
Q, est plus petit que Q2. Il est donc impossible de déduire à la fois les deux espèces de perturbations. Si l'on veut supprimer les perturbations horizontales (lacet et recul), le contrepoids devient trop fort pour l'équilibre vertical et les variations de pression sur les rails se reproduisent en sens inverse de ce qu'elles seraient sans contrepoids, mais avec les mêmes inconvénients. Pour cette raison on se contente du contrepoids de l'équilibre vertical, Q1, tel qu'il résulte de la formule ci-dessus.
Roues. - Les roues des locomotives, il y a peu d'années encore, avaient toutes leurs parties forgées séparément, puis matricées et soudées ; elles n'étaient qu'exceptionnellement en acier moulé : c'est l'inverse aujourd'hui. Le premier procédé avait été imaginé par Déflassieux et Arbel en 1854, et il est encore appliqué aujourd'hui dans les ateliers de ces constructeurs. - Les rais ont une section elliptique et leur nombre est sensiblement égal au nombre de décimètres contenus dans le diamètre de la roue à la jante.
On applique des contrepoids à la jante des roues motrices et accouplées pour équilibrer l'action des pièces tournantes, boutons de manivelles, têtes de bielles motrices et d'accouplement, qui, en vertu de la force centrifuge, tendent à décharger les roues lorsqu'elles se trouvent en haut, à les appuyer plus fortement sur les rails quand elles sont en bas, enfin à les presser alternativement contre les glissières des plaques de garde, suivant qu'elles se trouvent d'un côté ou de l'autre de l'essieu. Ces contrepoids, qui étaient anciennement fixés aux roues par des boulons, viennent depuis longtemps de forge avec les centres ; on leur donne la forme d'un secteur ou celle d'un croissant. M. Webb les a appliqués vers le moyeu des roues pour réduire, disait-il, le martèlement de ces dernières sur les rails au passage des contrepoids. Cette disposition n'a pas été imitée. En plus des masses tournantes ci-dessus, les contrepoids équilibrent parfois une partie (entre 5 et 50 %, et quelquefois plus dans les machines à marchandises) des masses animées d'un mouvement alternatif : piston, crosse et pied de bielle motrice.
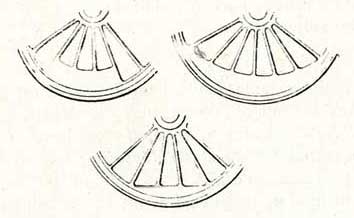
Formes diverses des contrepoids
Lorsque les bielles motrices et d'accouplement sont démontées, par exemple sur une machine dont un tourillon de bielle motrice est rompu et qu'on rentre d'un point de la ligne à son dépôt, les contrepoids qui équilibrent l'action de ces bielles et qui, réciproquement, se trouvent équilibrés par ces dernières, cessent donc d'être équilibrés ; quand la partie de la roue qui les porte arrive en haut ou en bas, elle produit une décharge ou une surcharge du rail qui pourrait devenir dangereuse, si la machine marchait à une allure trop accélérée. - Dans les machines de vitesse, de construction un peu ancienne, le contrepoids de chaque roue motrice pèse environ 150 kg et son centre de gravité est à peu près à 0,80m du centre de la roue. Si le diamètre des roues motrices est de 2 m. au roulement et leur rayon de 1 m. par conséquent, leur vitesse angulaire sera exactement le chemin parcouru par la machine en une seconde, et, par conséquent, de 10m. pour une vitesse de 36 km à l'heure ![]() .
.
Si les bielles sont démontées, la force qui, en dehors du poids dont chaque roue est chargée à l'état statique ou de repos, pressera chaque roue motrice sur le rail lorsque le contrepoids, soit 150 : 10 = 15 kg, multipliée par le carré de la vitesse angulaire (10 x 10 = 100), et multipliée encore par la distance du centre de gravité du contrepoids au centre de l'essieu, soit donc :
15 x 100 x 0,80 = 1.200 kg.
Au contraire, lorsque le contrepoids sera exactement vertical en haut, la force centrifuge déchargera la roue du même poids de 1.200 kg. Si, au repos, la roue est chargée par l'intermédiaire de son ressort d'un poids de 8.000 kg, en marche cette charge passera alternativement à chaque tour de roue par un maximum de 8.000 + 1.200 = 9.200 kg. Cette charge ne sera généralement pas dangereuse ; mais, si la machine marchait à une vitesse double, soit à 72 km à l'heure, la vitesse angulaire serait de 20 m, et la surcharge sur le rail due à la force centrifuge atteindrait
15 x 202 x 0,80 = 4.800kg.
et pourrait faire craindre des ruptures de rails. Aussi il importe qu'une machine ainsi démunie de ses bielles ne soit mise qu'à un train dont la vitesse ne pourra dépasser 30 ou 35 km.
Les roues motrices et accouplées portent aussi des bossages reliant généralement deux rayons, pour recevoir les tourillons constituant les manivelles. Ces tourillons sont emmanchés à la presse hydraulique sous une pression de 20.000 à 30.000 kg ; généralement les tourillons moteurs sont clavetés lorsqu'ils portent une contre-manivelle recevant les poulies des excentriques ou le bouton de commande de la bielle de tiroir.
Bandages. - Les bandages sont des cercles en acier dur, obtenus par le laminage à chaud d'un disque en acier fondu, dont la partie centrale est enlevée au préalable au moyen d'un poinçon conique, de manière à lui donner la forme d'un anneau. On les tourne intérieurement à une cote inférieure de 34 de millimètre à 1 mm, et parfois 2 mm, au diamètre extérieur de la jante, puis on les chauffe à une température voisine du rouge naissant (525°), afin de pouvoir les placer sur les roues (cette opération porte le nom d'embattage) ; en se refroidissant, ils serrent fortement sur ces dernières. Pour les maintenir en place au cas où ils viendraient à s'allonger sous l'action du laminage produit par le roulement, sous l'effet de la charge, on les maintient par un talon extérieur un peu fort complété parois par un talon intérieur de hauteur moindre, ou bien par des agrafes latérales formées de cercles en plusieurs parties fixés par des rivets, ou encore par un rabattement de la face intérieure du bandage sur un cercle emmanché à froid dans une gorge pratiquée dans ce bandage.
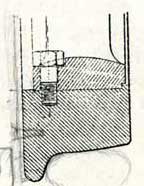 |
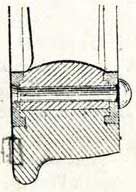 |
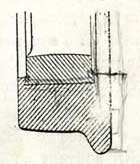 |
| Attache de bandage à deux talons et à vis. | Attache à agrafes. | Attache à talon extérieur et à cercle intérieur. |
Le boudin à une hauteur de 30 mm, et une même épaisseur à la base ; il se raccorde par un congé à la table de roulement. Cette dernière présente à partir de ce raccordement une conicité de 1/20, qui facilite le roulement dans les courbes et diminue le glissement que la différence de longueur développée des rails tend à produire. En alignement droit, cette conicité tend encore à maintenir les essieux normalement à la voie et à empêcher les boudins de venir frotter contre les rails.
Les bandages se creusent par le roulement, en même temps que les boudins s'usent et diminuent d'épaisseur. Quand le creux est élevé, le roulement ne s'effectue plus aussi bien, et il convient de remettre les roues sur le tour ; il en est de même lorsque l'épaisseur des boudins est réduite au point de faire craindre pour leur résistance. Les bandages ont une épaisseur de 50 à 70 mm, et même de 90 mm, à leur mise en place ; leur épaisseur minimum pour les roues des machines est habituellement de 30 mm ; ils fournissent dans ces conditions des parcours qui peuvent atteindre 500.000 km. L'écartement intérieur des bandages des locomotives de 1,360m, sans aucune tolérance en plus ni en moins.
Le métal des bandages ne doit être ni trop dur ni trop mou, car dans le premier cas les bandages tendraient à se rompre, surtout par les grands froids, et dans le second ils s'écraseraient ou s'useraient très rapidement, en se relâchant dès que l'épaisseur se trouverait réduite à 45 mm environ.
La résistance du métal des bandages à la traction est d'environ 72 kg par millimètre carré, et l'allongement de 15 %. Pour diminuer le frottement et l'usure des boudins, on les graisse parfois sur les sections de voies à courbes de petit rayon, au moyen d'un lécheur à huile, ou bien c'est le rebord intérieur des rails qu'on enduit d'huile lourde de rebut ; dans la traversée des tunnels particulièrement humides, on peut munir les machines d'un dispositif amenant de l'eau prise à la chaudière devant les roues ; on augmente en même temps ainsi l'adhérence, sans créer de résistance supplémentaire comme avec l'emploi de sable.
Boîtes à huile. - Les boîtes à huile se font le plus souvent en fer forgé à l'étoupe et elles sont ensuite cémentées et trempées au paquet ; on les fait aussi quelquefois en acier coulé ou forgé, et plus rarement en fonte. Un réservoir de graissage avec siphons vissés est généralement ménagé dans la partie supérieure de la boîte, et le dessous renferme lui-même un tampon en coton ou en laine muni de mèches qui trempent dans la partie inférieure formant réservoir.
Le graissage dit "à l'américaine" comporte un réservoir supérieur et un dessous de boîte emplis d'un simple bourrage de laine, sur lequel on verse l'huile et qui retient les impuretés ;
Les coussinets des boîtes sont généralement formés d'une seule partie ; ils embrassent alors, dans leur partie ajustée, une portion de la fusée toujours inférieure à une demi-circonférence, et qui varie habituellement suivant que l'essieu est moteur, accouplé ou simplement porteur.

Dépouille des coussinets des boîtes.
Si on représente par R le rayon de la fusée, et par E la projection de la partie frottante, on peut, pour déterminer E, se servir des formules suivantes :
Pour les essieux moteurs :
E = R x 0,9
Pour les essieux accouplés :
E = R x 0,8 ;
Pour les essieux porteurs, ainsi que pour ceux des tenders et des voitures :
E = R x 0,6 ou 0,5.
Un véhicule roule d'autant mieux que E est plus petit, c'est-à-dire qu'on donne plus de dégagement aux coussinets. Les parties a, b, c, d constituent ce qu'en terme de métier on appelle la dépouille ; les ouvriers ont souvent tendance à l'exagérer en enlevant encore, à partir de a et de d et jusqu'en i et h ; une certaine quantité de matière, ce qui ne laisse plus aux coussinets des roues motrices et accouplées qu'une portée insuffisante pour recevoir l'action des bielles motrices, et augmente aussi la charge reposant sur les parties frottantes.
Les coussinets des boîtes sont, en effet, soumis à deux efforts, celui qui résulte du poids de la machine, et celui qui est dû à l'action de la vapeur, de la force vive des organes du mouvement et de la force centrifuge. Le premier effort s'exerce principalement sur la partie supérieure mil du coussinet et le second sur les parties latérales ai, dh. Or la valeur de ce dernier effort est souvent supérieure, en marche sous vapeur, au premier. Si la portée latérale du coussinet n'est pas suffisamment étendue, elle s'usera très vite, et le jeu ainsi produit donnera lieu à des chocs qui fatigueront les coussinets, les boîtes, les longerons et les bielles. Les ruptures des parties latérales des coussinets et les ruptures des longerons dans les angles des évidements destinés à recevoir les boîtes à huile sont presque toujours dues à ces chocs. En outre, la différence de longueur dans les distances de centre en centre des essieux qui résulte de cette usure produit aussi une usure anormale des coussinets, des bielles d'accouplement. Aussi l'ajustage de ces coussinets doit-il toujours être fait avec soin. Il est d'ailleurs préférable en principe de monter les coussinets tels qu'on les a façonnés au tour et à l'étau-limeur, sans aucune retouche ultérieure à la lime.
Les pattes d'araignée doivent être creusées assez profondément pour qu'on n'ait pas à craindre qu'elles disparaissent dans l'intervalle des levages. Quant à l'ajustage des coussinets entre les collets de l'essieu, aux boîtes des roues motrices et accouplées, il se fait généralement avec un jeu très faible.
Pour éviter le matage des parties latérales des coussinets et le jeu de la fusée qui en résulte, on a employé un système de boîte à trois coussinets embrassant environ les deux tiers de la fusée et offrant une grande surface d'appui à l'action des bielles et du frein.
Les coussinets des boîtes se font en bronze ordinaire, ou en bronze phosphore qui présente une plus grande résistance au matage ; ceux des essieux porteurs sont souvent garnis entièrement de métal blanc ; ceux des essieux moteurs et accouplés le sont parfois aussi, mais on se contente généralement de les munir de macarons à la partie supérieure, qui reçoit surtout le poids de la machine.
Les boîtes d'essieux sont généralement munies de coins de rattrapage de jeu destinés, comme leur nom l'indique, à corriger le jeu qui se produit aux glissières et aux boîtes. Ces dernières sont constamment animées d'un mouvement vertical dans les glissières, contre lesquelles elles sont, de plus, appuyées par l'action des bielles et parfois du frein ; les frottements dus à ces deux causes produisent l'usure et le grippage des parties frottantes, lorsqu'on les laisse manquer d'huile. Les coins se placent du côté de la plaque de garde avant, qui est celle qui fatigue le plus ; ils ne doivent jamais être serrés au point d'empêcher la boîte de coulisser entre ses guides ; cette manière de procéder aurait pour résultat de paralyser le jeu des ressorts de suspension, et par suite de soumettre la machine à des chocs violents qui pourraient occasionner le grippement des guides, l'échauffement des fusées et, dans certains cas, la rupture des coussinets. En particulier, les roues d'avant, devenues solidaires du châssis, pourraient être soulevées par suite du mouvement de galop de la machine ; dans ce cas, un déraillement deviendrait imminent. Un espace trop faible entre le dessous de la boîte à huile et l'entretoise inférieure des plaques de garde pourrait produire le même effet, et la même insuffisance de jeu entre le dessus de boîte et le longeron ferait talonner la machine. Pour régler les coins, on les remonte généralement à bloc en s'aidant, lorsque la machine est en feu, de la pression qu'on peut faire exercer sur la boîte par le piston ; ils sont ensuite redescendus de 4 à 5 mm.
Quand on retouche aux coussinets des bielles et qu'on modifie les longueurs de ces dernières en service, il est nécessaire de vérifier et de régler à l'avance les coins des boîtes principalement si les roues accouplées sont freinées ; il pourrait se produire, sans cette précaution, des chauffages et des ruptures. Si les coussinets des boîtes d'essieux ont un certain jeu, il sera bon aussi d'en laisser un peu à ceux des bielles d'accouplement.
On a supprimé les coins de rattrapage de jeu des boîtes d'essieux, en même temps qu'elles remplaçaient les coussinets à serrage des bielles d'accouplement des machines à grande vitesse par de simples bagues ; de la sorte la longueur des bielles d'accouplement ne peut plus être modifiée entre deux levages, et elle se trouve toujours en rapport avec fa distance d'axe en axe des essieux, si les fusées de ces derniers sont sans jeu dans leurs coussinets ; le risque de coinçage de la boîte par un serrage exagéré du coin se trouve aussi supprimé. On a soin, aux levages, avec ce système de boîtes sans coins de rattrapage, de rapporter des épaisseurs de chaque côté des boîtes ou des glissières de plaques de garde si un certain jeu s'est produit, en faisant en sorte que l'axe de l'essieu reste bien perpendiculaire à l'axe longitudinal du châssis, et tenant compte encore de l'épaisseur des coussinets, au cas où elle ne serait pas la même pour les côtés correspondants de la machine.
Le graissage des plaques de garde s'effectue le plus souvent à la main dans les stations où les trains ont un stationnement suffisant ; mais, pour les machines qui effectuent de longs parcours sans arrêt, il est préférable que ce graissage s'effectue d'une manière continue au moyen de mèches trempant dans le réservoir supérieur des boîtes et traversant les parois de ces dernières dans des siphons.
Les locomotives sont, en raison de leur grand empattement sur les rails et du nombre plus considérable de leurs essieux dans des conditions plus difficiles que les wagons pour le passage dans les courbes, elles ont plus de facilité d'inscription c'est-à-dire de serrage.
Lorsqu'un wagon à quatre roues se meut sur une voie en courbe, le jeu de la voie, celui des boîtes à graissage et la conicité permettent généralement aux roues de se placer de manière à pouvoir rouler sans glisser.
Il n'en est pas de même pour la locomotive.
Pour qu'une locomotive passe d'un alignement droit dans une courbe, elle doit exécuter deux mouvements : 1° une rotation autour de son milieu de manière à converger au centre de la courbe. 2° un déplacement transversal de la voie, de manière à augmenter, par suite de la conicité le cercle de roulement des roues à l'extérieur de la courbe et à le diminuer à l'intérieur.
Dans une machine à trois essieux, sans jeu dans les plaques de garde, ces deux mouvements ne sont pas possibles, le premier à cause du parallélisme des trois essieux,, le second parce que, si les essieux extrêmes prennent la position convenable, les contacts des roues de l'essieu du milieu avec les rails se feront en dehors de la ligne droite qui joint les contacts des essieux extrêmes ; l'essieu milieu ne se trouvera donc pas placé dans la situation qui convient pour annuler le glissement à la jante.
Il est donc nécessaire de munir les locomotives de dispositions qui permettent leur inscription dans les courbes, surtout quand celles-ci sont très prononcées et que les machines ont un grand empattement.
Les moyens employés dans ce but sont : modifications du profil des bandages et du jeu de la voie, jeu des essieux, dans le sens transversal à la voie, artifice permettant la convergence des essieux vers le centre de la courbe.
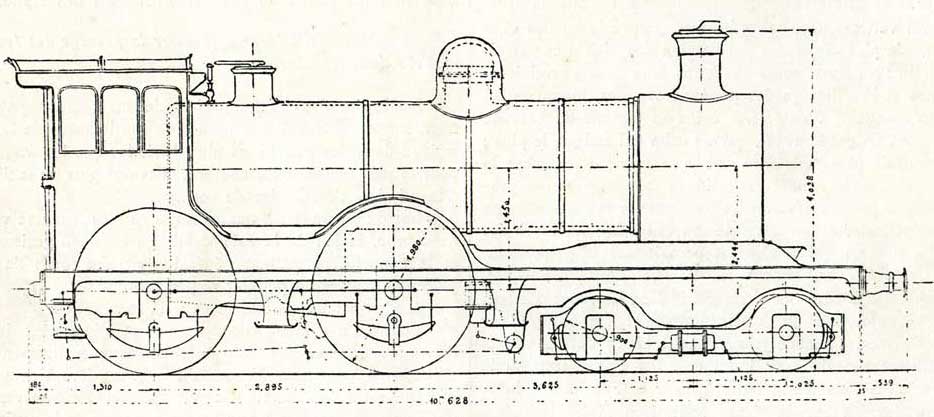
2 roues et un bogie
Il ne suffit pas de donner aux essieux un jeu transversal. Il faut encore en régler l'usage ; le déplacement de l'essieu ne doit, pourvoir se produire que quand il est nécessaire et dans les limites où il est utile. Sans cette précaution, l'essieu libre de se déplacer sous la moindre réaction des rails, serait sans cesse en mouvement autour de sa position moyenne, et donnerait à l'allure de la machine une instabilité dangereuse, surtout aux grandes vitesses.
Le dispositif le plus répandu et le plus simple pour faciliter le passage des locomotives dans les courbes, en réalisant la convergence des essieux, est le bogie.
Il consiste en un petit chariot à quatre roues, dont les deux essieux très rapprochés, remplacent l'essieu d'avant de la locomotive.
Ces deux essieux supportent un châssis spécial, relié au châssis principal par une cheville située vers le centre du charriot, autour de laquelle le bogie peut tourner dans tous les sens de manière à s'inscrire facilement dans les courbes à faible rayon.
Le bogie se place le plus souvent en avant.
Les machines à bogie sont très stables, elles franchissent avec douceur des courbes de 300 mètres de rayon, au grand avantage des rails et des bandages des roues qui, guident la machine. Une machine à deux essieux accouplés et conjugués par des balanciers et dont l'avant porte sur un bogie, peut être considérée comme reposant sur trois points d'appui. Cette répartition des charges est particulièrement favorable à la stabilité.
Le bogie à l'arrière est moins usité par ce que la hauteur de la cheville ne permet pas de le placer facilement au dessous du foyer.
On a construit dans ces derniers temps des machines à deux bogies l'un en avant, l'autre à l'arrière.
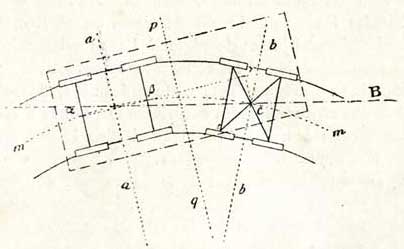
Le principe du bogie ne s'applique pas seulement à la locomotive, mais aussi aux wagons. L'emploi de deux bogies aux voitures à voyageurs résout complètement pour elle la question du passage dans les courbes. Il n'en est pas de même pour les locomotives ; celles ci ne peuvent pas posséder, même avec un bogie, une faculté d'inscription en courbe aussi complète que les wagons. Cela résulte même de la construction des machines.
L'axe des essieux du boggie bb et la ligne moyenne, aa, des essieux accouplés peuvent bien se placer tous deux de manière à converger au centre de la courbe, à la condition que l'écartement de ces deux ne soit pas trop grand. Mais les deux essieux accouplés devant être forcément perpendiculaires aux longerons de la machine, l'axe transversal de celle-ci p q ne peut prendre une position normale à la courbe, dès que la ligne moyenne des essieux aa est supposée radiale, l'axe longitudinal de la machine prend la position de la sécante aB à la courbe moyenne de la voie mm, et la cheville du bogie située sur cet axe, se trouve reportée en dehors de cette courbe.
L'écart e k est d'autant plus grand que la distance des deux groupes d'essieux est plus considérable et, s'il est supérieur à la moitié du jeu de la voie, le système ne peut s'inscrire dans la courbe que si l'axe longitudinal de la machine tend à prendre la position A B de la corde de l'arc. Dès lors, la ligne moyenne des essieux accouplés qui est perpendiculaire à cet axe, ne peut plus être normale à la courbe.
Il faut donc, qu'il s'établisse une sorte de compromis, grâce auquel la cheville se rapproche de la courbe moyenne, en même temps que la ligne moyenne des essieux accouplés s'éloigne un peu de la position radiale.
Le bogie ne convient pas aux petites vitesses, c'est-à-dire pour le service des trains de marchandises, à cause de leur adhérence incomplète, les essieux du bogie ne pouvant pas être accouplés avec les autres essieux de la machine.
On peut éviter l'imperfection que présente le bogie, au point de vue de la facilité d'inscription en courbes de deux groupes d'essieux, en plaçant sa cheville, non plus sur son axe de figure ou très près de cet axe, mais en un point convenablement choisi sur le prolongement de son axe longitudinal. On dit alors que le bogie est à articulation de Bissel.
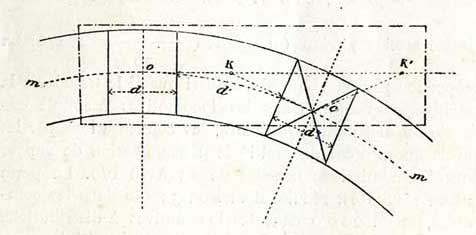
Soit c le centre du bogie, o le centre de la figure du groupe des essieux accouplés et k la cheville. Pour que les deux groupes d'essieux s'inscrivent avec une égale facilité dans les courbes, il faut évidemment et il suffit que la machine en tournant autour du point o, et le bogie, en tournant autour du point C, tendent à écarter le point K de la même quantité en dehors de la courbe moyenne de la voie ; cette condition est réalisée quand la distance x du point k à l'essieu accouplé le plus proche satisfait à l'équation suivante :
![]()
Dans cette équation
On en tire :
![]()
L'avant train mobile peut n'avoir qu'un seul essieu ; on a dans ce cas ;
d" = o,
et
![]()
Si, en outre, il n'y a qu'un seul essieu fixé au châssis, il faut prendre d = o ; et l'on a
![]()
Il n'est pas toujours possible de placer l'articulation K dans la position que lui assigne la théorie ; mais on peut s'en dispenser à la condition de donner au système la faculté de pivoter, non seulement autour d'un point K extérieur à l'avant train, mais encore autour d'une cheville c, placée en son centre de figure.
Les deux chevilles c et K sont reliées entre elles par une bielle ; on dit alors que le Bissel est à double articulation.
Essieux à boîtes radiales. La facilité d'inscription en courbe, qu'on obtient dans le cas d'un Bissel à un seul essieu mobile autour d'un axe K fixé au châssis de la machine, peut être réalisé également en donnant aux boîtes à graisses de cet essieu un certain jeu ; les faces de ces boîtes mobiles sont alors courbes et ces faces, ainsi que celles de leurs guides fixes, appartiennent à une même surface cylindrique, décrite autour d'un axe vertical passant précisément par le point K. Les chandelles des ressorts s'appuient sur le dos de ces boîtes au moyen de plans inclinés qui servent à régler le jeu. Cette disposition est connue sous le nom d'essieu à boîtes radiales.
Utilisation de la vapeur dans les cylindres. - Le rendement de la vapeur se trouve réduit par suite de diverses circonstances ; le laminage à l'admission et à l'échappement, la condensation par l'effet des parois, la détente incomplète.
Le laminage entre la chaudière et la fin de l'admission dans les cylindres peut s'élever aux grandes vitesses jusqu'à 5 kg, en réduisant le travail et le rendement de la vapeur. Les chiffres qui suivent ont été relevés dans les expériences effectuées sur des machines compound à 4 cylindres.
| chaudière | kg. 15 |
| boîte à vapeur | kg. 13.1 |
| cylindre au début | kg. 12.4 |
| cylindre à la fin de l'admission | kg. 10 |
| moyenne | kg. 11.2 |
Le rendement maximum d'un poids de vapeur est donné par la formule ![]() dans laquelle T et T' sont les températures absolues extrêmes d'utilisation de cette vapeur. Pour une pression d'admission de 15 kg. et une pression d'échappement de 0.5 kg. correspondant, pour la vapeur saturée, à des températures de 200°c et 111°c, le rendement maximum est de :
dans laquelle T et T' sont les températures absolues extrêmes d'utilisation de cette vapeur. Pour une pression d'admission de 15 kg. et une pression d'échappement de 0.5 kg. correspondant, pour la vapeur saturée, à des températures de 200°c et 111°c, le rendement maximum est de :
![]()
tandis qu'il n'est plus que de :
![]()
soit en moins
![]()
pour des pressions extrêmes de 11 kg. et de 0,5 kg. Pratiquement, le laminage à l'admission augmente la consommation de vapeur de 15 % dans les compound quand la vitesse passe de 40 à 75 km. à l'heure. La perte de pression au réservoir, qui atteint alors 0.7 kg., donne lieu à elle seule à une perte de 95 chx à cette dernière vitesse.
Les pertes par condensation dans les cylindres, dues au refroidissement des parois par la vapeur d'échappement, dépendent de la grandeur de la surface en contact avec la vapeur vive d'admission (surface de l'espace nuisible + surface d'admission dans le cylindre : admetteur pour les compound) et de l'écart de température entre cette vapeur vive et celle d'échappement. Ces écarts de température sont moindres dans les compound que dans les machines à simples expansion, mais rarement de moitié, par suite de l'obligation où l'on se trouve d'abaisser la pression au réservoir pour faciliter le roulement de la machine (et bien que les différences de température pour une même différence de pression soient plus grandes dans les basses pressions que lorsque la pression s'élève) ; cependant en employant des tiroirs cylindriques à grandes sections de lumière, on peut obtenir au réservoir une pression de 3 kg. pour une pression d'admission de 14 kg.
Les condensations par l'effet des parois diminuent quand la vitesse de rotation augmente : de 30 % à la vitesse de 40 km, elles se réduisent à 24 % quand la vitesse atteint 75 km (diminution = ![]() . La proportion par cheval diminue aussi quand le travail de la machine augmente. Dans les locomotives à simple expansion à distribution ordinaire, les condensations par les parois augmentent de moitié la consommation de vapeur pour les admissions usuelles de 15 à 30 %. La perte qui en résulte est réduite d'environ 35 % dans les compound, et de 20 % dans les locomotives à distributions, perfectionnées à faible surface de l'espace nuisible.
. La proportion par cheval diminue aussi quand le travail de la machine augmente. Dans les locomotives à simple expansion à distribution ordinaire, les condensations par les parois augmentent de moitié la consommation de vapeur pour les admissions usuelles de 15 à 30 %. La perte qui en résulte est réduite d'environ 35 % dans les compound, et de 20 % dans les locomotives à distributions, perfectionnées à faible surface de l'espace nuisible.
La contre-pression et la compression sont également augmentées par le laminage de la vapeur à l'échappement, dont la pression est accrue de ce fait. Dans les compound à 6 roues couplées de 1.750 m de diamètre marchant à 80 km, la compression aux cylindres haute pression dépasse la pression dans la boîte à vapeur de 1 à 2 kg ; la contre-pression au cylindre basse pression atteint 0.5 kg : l'augmentation de 0.3 kg au-dessus de la pression de 0.2 kg qu'il serait désirable de ne pas dépasser correspond à une perte de 100 chx à la vitesse de 80 km.
Quant à la perte de rendement par défaut de détente, elle varie suivant les conditions de marche, et elle est en général plus grande de moitié (environ 18 % au lieu de 12 %) dans les locomotives à simple expansion à distribution ordinaire que dans les machines à distribution perfectionnée ou les compound.
La consommation totale augmente finalement avec la vitesse de marche, et pour les allures ordinaires des machines elle atteint, par cheval indiqué :
| Dans les locomotives à simple expansion et distribution ordinaire, timbrées à 12 kg., marchant avec une expansion de4 à 5 volumes | kg. 11.2 |
| Dans les locomotives à tiroirs cylindriques timbrées | kg. 10.125 |
| Dans les locomotives à quatre tiroirs à 12 kg. | kg. 9.560 |
| Dans les compound à 4 cylindres timbrées à 15 kg. | kg. 9.250 |
| Dans les compound à 2 cylindres timbrées à 15 kg. | kg. 8.880 |
Pour une consommation de 10 kg. par cheval indiqué et une pression d'utilisation de 14 kg, le rendement thermique atteint :
![]() en chiffre rond
en chiffre rond
le nombre 270.000 kgm représente le travail d'un cheval en une heure, soit 75 kgm x 3.600 secondes ; le second chiffre, 655,67 c, représente la chaleur renfermée dans 1 kg de vapeur à 14 kg de pression ; enfin le dernier chiffre, 425 kgm, représente l'équivalent mécanique de l'unité de chaleur, ou de la calorie.
Détermination du travail de la vapeur dans les cylindres. - La façon dont la vapeur accomplit son travail dans les cylindres est bien indiquée sur les diagrammes relevés en marche au moyen de l'appareil appelé indicateur, inventé par James Watt. Quand on connaît la durée des périodes d'admission, de détente, d'échappement et de compression d'une machine, correspondant à un cran donné de la réglette, périodes qu'on peut relever à froid sur la machine, il est facile aussi de tracer le diagramme (approché) se rapportant à ce cran.
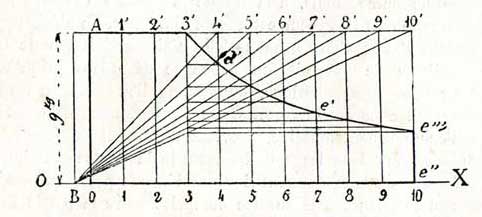
Diagramme théorique
Soit, par exemple, une locomotive à voyageurs du réseau de l'Etat marchant à la 3e division de la réglette, la pression à l'admission étant de 9 kg.
On trace une ligne horizontale OX (fig. ci-contre) que l'on appelle ligne atmosphérique, et sur laquelle on porte une distance 0-10 représentant, à une échelle quelconque, la course du piston. On divisé cette distance en dix parties égales, puis on porte en OB une distance égale à la moitié de 0-1, pour représenter l'espace nuisible (cet espace, dans les locomotives considérées a une capacité égale à ![]() ou à
ou à ![]() de celle du cylindre). On élève enfin à chacun des points de la ligne 0-10 une perpendiulaire à cette droite et on porte sur celle du point o une distance OA qui représente, à l'échelle adoptée, la pression effective de la vapeur à son entrée dans le cylindre, soit 9 kg. Par le point A ainsi déterminé, on mène une parallèle à 0-10 et on la prolonge jusqu'à sa rencontre en 3' avec la perpendiculaire élevée au point 3 ; la droite A1'-2'-3' figure ainsi la période d'admission, et sa distance à la ligne OX représente la pression de la vapeur dans le cylindre pendant toute la durée de l'admission.
de celle du cylindre). On élève enfin à chacun des points de la ligne 0-10 une perpendiulaire à cette droite et on porte sur celle du point o une distance OA qui représente, à l'échelle adoptée, la pression effective de la vapeur à son entrée dans le cylindre, soit 9 kg. Par le point A ainsi déterminé, on mène une parallèle à 0-10 et on la prolonge jusqu'à sa rencontre en 3' avec la perpendiculaire élevée au point 3 ; la droite A1'-2'-3' figure ainsi la période d'admission, et sa distance à la ligne OX représente la pression de la vapeur dans le cylindre pendant toute la durée de l'admission.
Au point 3' de la course du piston, le tiroir fermera l'admission, et la détente commencera. Pour avoir la pression dans le cylindre au moment où le piston arrive au point 4, il faut tracer la droite B-4', puis mener par le point où cette ligne rencontre la perpendiculaire 3-3' une parallèle à la ligne atmosphérique OX : le point d' où cette parallèle rencontre la droite 4-4' sera ainsi un point du diagramme, et la distance 4-d' représentera, à l'échelle adoptée, la pression de la vapeur au-dessus de la pression atmosphérique dans le cylindre, au moment où le piston occupe la position 4-4'.
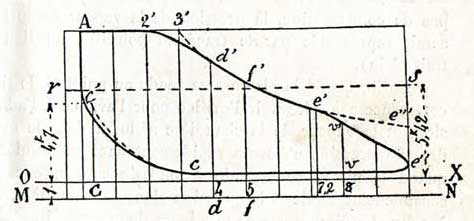
Diagramme pratique approché
En opérant de la même façon pour les points 5, 6, 7 et 7,2 de la course du piston, - ce dernier correspondant à la fin de la détente, ainsi que le montre le tableau de distribution, - on obtiendra d'autres points du diagramme.
A partir du point 7,2, l'échappement anticipé commence, la pression s'abaisse rapidement dans le cylindre pour n'être plus, à la fin de la course du piston, que de très peu supérieure à la pression atmosphérique ; le diagramme pratique prend alors la forme e' e", tandis que celle du diagramme théorique est e' e'".
.Pendant le retour du piston, la vapeur continue à s'échapper librement dans l'atmosphère, et sa pression se maintient sensiblement constante, et supérieure de 1.200 kg environ au vide absolu et de 0.200 kg environ à la pression atmosphérique OX. En traçant donc à peu près parallèlement à OX et à une distance de cette droite équivalente à 0.200 kg une ligne e" c, on aura la forme du diagramme au retour du piston.
Au point 6, 7 de cette course rétrograde, ou 3, 3 en partant du point O (consulter toujours le tableau), le tiroir ferme l'orifice d'échappement ; la vapeur renfermée dans le cylindre est alors comprimée jusqu'au commencement de la période d'avance à l'introduction, c'est-à-dire pendant ![]() de la course du piston.
de la course du piston.
Sa pression s'élève à mesure que son volume diminue, et ce dernier n'est plus à la fin de la compression que de ![]() (période de contre-vapeur) +
(période de contre-vapeur) + ![]() (volume de l'espace nuisible) =
(volume de l'espace nuisible) = ![]() du volume du cylindre.
du volume du cylindre.
Au début de la compression, ce volume atteignait : ![]() (chemin restant à parcourir par le piston) +
(chemin restant à parcourir par le piston) + ![]() (espace nuisible) =
(espace nuisible) = ![]() du volume du cylindre.
du volume du cylindre.
La pression de la vapeur comprimée s'élevant en raison inverse de son volume (en supposant qu'il n'y ait aucune condensation pendant la compression), elle sera donc égale, à la fin de cette dernière période, à :
![]() absolus, ou 4.7 kg effectifs.
absolus, ou 4.7 kg effectifs.
En portant sur la verticale du point C de la course où finit la compression une longueur Ce' égale à 4.7 kg et en joignant ce' par une courbe continue, on aura la partie du diagramme relative à la compression (s'il n'y avait pas de condensation, la pression de la vapeur comprimée serait représentée par le tracé en pointillé, au lieu du trait plein).
Enfin, quand le piston sera rendu au point C, le tiroir commencera à découvrir l'orifice pour l'avance à l'admission, et la vapeur de la chaudière affluera dans le cylindre. La pression s'élèvera rapidement dans ce dernier et, quand le piston sera rendu à fond de course, elle sera sensiblement égale à la pression dans la chaudière, soit à 9 kg. Le diagramme se terminera donc par la ligne c'A.
Pour trouver, avec le diagramme, la pression effective (au-dessus de la pression atmosphérique) de la vapeur en un point quelconque de la course du piston - le point 8 du parcours à l'aller, par exemple - il suffit de mesurer à l'échelle adoptée, sur la verticale de ce point 8, la distance 8v' de la ligne atmosphérique à la partie supérieure du diagramme.
Au retour du piston, la pression à ce même point 8 de la course sera égale à la distance de la ligne atmosphérique à la partie inférieure du diagramme, soit à 8v.
Cette dernière quantité s'appelle la contre pression absolue sur le piston ou dans le cylindre.
Si on suppose que l'autre face du piston subit tour à tour, et inversement bien entendu, la même pression et la même contre-pression que celle que nous avons considérée on voit que
8v' - 8v ou vv'
mesurera la pression sur le piston, diminuée de la contre-pression, soit la pression réelle à laquelle il se trouve soumis au point 8 de la course considéré ;
On voit aussi que cette ligne vv' est la partie de la verticale élevée au point 8 qui se trouve comprise entre la courbe inférieure et la courbe supérieure du diagramme. On l'appelle l’ordonnée du point 8.
Le diagramme réel n'est pas exactement le même que celui que nous venons de tracer, parce que la vapeur, dans les périodes de détente et de compression, ne suit pas tout à fait la loi de Mariotte.
D'autre part, lorsque le tiroir vient fermer l'orifice pour l'admission, il se produit un étranglement de vapeur qui réduit sa pression, et le diagramme prend alors vers la fin de l'admission la forme arrondie 2'd' en pointillé : l'aire 2'3'd' est la perte occasionnée par le laminage.
Lorsque, la période de détente étant finie, celle d'échappement anticipé commence (point e' du diagramme), la pression de la vapeur e'e" dans le cylindre tombe rapidement ; si le tiroir ne découvrait l'orifice pour l'échappement que lorsque le piston est rendu à fond de course, la détente continuerait suivant la loi de Mariotte jusqu'à ce dernier point, et le diagramme affecterait la forme e'e'" ; la perte due à l'échappement anticipé est donc égale à l'aire e'e"e'".
D'après le tableau de distribution, on voit que l'échappement anticipé est d'autant plus grand que le cran de marche se rapproche davantage du point mort. La période de compression augmente également, et elle a une durée de 46 % de la course du piston - avec la contre-vapeur - pour une admission de 11 % correspondant à la 1re division de la réglette. Cette compression oppose ainsi une résistance trop longue au mouvement du piston et empêche la machine de courir.
Pour le même cran de marche, l'échappement anticipé a une durée de 40 % de la course ; enfin le tiroir, n'ayant qu'une course très réduite, ne découvre l'orifice pour l'admission que de 5,2 mm ; la vapeur subit alors un laminage important, qui réduit sensiblement sa pression vers la fin de l'admission.
Aux admissions de 30 à 40 %, au contraire, il n'y a plus que très peu de laminage, et les périodes d'échappement anticipé et de compression n'ont également qu'une faible durée. Mais, à la fin de la détente (point e'), la pression de la vapeur est encore élevée, et, en s'échappant dans l'atmosphère avant qu'elle n'ait produit tout le travail qu'elle pourrait fournir en se détendant jusqu'à la pression atmosphérique, elle donne lieu à une perte de travail encore très forte. Cette perte, comme celle due à l'échappement anticipé, provient du défaut de détente de la vapeur dans les cylindres. Enfin la contre-pression et la compression donnent lieu aussi à une perte qui est un peu inférieure à la surface comprise entre la partie inférieure e"cc'A du diagramme et la ligne atmosphérique 0-10.
On conçoit qu'il doit y avoir un degré d'admission pour lequel l'ensemble de ces pertes de travail atteint une valeur minimum ; en effet, et c'est l'admission de 20 à 25 % qui donne ce résultat pour les locomotives ordinaires ; ce point a été déterminé expérimentalement par M. Desdouits, ancien ingénieur en chef des Chemins de fer de l'Etat. Les diagrammes ci-dessous ont été relevés sur une locomotive américaine marchant avec une pareille admission, l'ouverture du régulateur étant différente dans les deux cas.
Diagrammes relevés sur un cylindre dune machine à simple expansion marchant avec une admission de 25 %.
Diagrammes relevés à une même admission, avec une pression réduite dans la boite à vapeur.
Travail de la vapeur à pleine pression. - Les diagrammes d'indicateur permettent de déterminer le travail produit par la vapeur sur les pistons. - A son entrée dans les cylindres, la vapeur presse la face motrice du piston avec une force égale au produit de la surface S de ce dernier, exprimée en centimètres carrés, par le nombre p qui représente la tension absolue de la vapeur en kg, soit S x p. Le travail d'une force étant égal au produit de la pression qu'elle exerce par le chemin parcouru par son point d'application, estimé suivant sa direction, le travail accompli par la vapeur dans le cylindre pendant le parcours l que durera l'admission sera donc égal à S x p x l ou S x p. Or S x l représente le volume occupé par la vapeur à la fin de l'admission : donc le travail accompli par un volume de vapeur agissant en plein est égal au produit de ce volume par la pression absolue exprimée en kg.
Dans le cas que nous considérons, l'admission a lieu pendant les ![]() de la course L, le travail en fonction de cette course est donc égal à :
de la course L, le travail en fonction de cette course est donc égal à :
![]()
Travail de détente de la vapeur. - Dans le diagramme pratique, la ligne MN étant la ligne du vide absolu, les ordonnées dd',ff', etc., représentent, à l'échelle adoptée, la pression absolue de la vapeur sur le piston pour chacun des points considérés de la course.
Déterminons d'abord la valeur de l'ordonnée dd' en supposant que la vapeur soit à une tension absolue de 10 kg (soit 9 kg effectifs) pendant l'admission dans le cylindre .
Cette ordonnée pourrait se mesurer sur le diagramme, mais on peut aussi obtenir sa valeur, c'est-à-dire la pression de la vapeur au point 4 de la course du piston, sans tracer ce diagramme, et par une simple règle de trois.
L'admission ayant eu lieu pendant les trois premiers dixièmes de la course du piston, lorsque celui-ci sera rendu au point 4, le volume occupé par la vapeur se sera accru dans la proportion de 4 à 3 (si l'on ne tient pas compte de l'espace nuisible), et sa pression, au contraire, aura diminué dans la proportion inverse, c'est-à-dire de 3 à 4 ; elle aura donc pour valeur :
![]() (pression absolue).
(pression absolue).
Au point 5 de la course du piston, la valeur de cette pression, ou de l'ordonnée ff' sera de :
![]()
puis au point 6 :
![]()
au point 7 :
![]()
au point 8 :
![]()
au point 9 :
![]()
enfin au point 10 :
![]()
La valeur moyenne, p', de la pression absolue dans le cylindre pendant la détente, - ou les 7 derniers dixièmes de la course du piston, - sera donc approximativement de :
![]()
et le travail accompli pendant cette période :
![]()
Travail de la vapeur agissant à pleine pression, d'abord, puis par détente. - Pour avoir la pression moyenne absolue p1 de la vapeur pendant tout un coup de piston, il faut ajouter au chiffre 32,88 représentant la somme des pressions aux 7 points : 4, 5, 6, 7, 8, 9., 10, de la course correspondant à la détente, le chiffre 40, représentant la somme des mêmes pressions aux 4 points : 0, 1, 2, 3, correspondant à l'admission, et diviser le résultat ainsi obtenu par 11, c'est-à-dire par le nombre de points considérés.
On obtient alors pour cette pression moyenne absolue :
![]()
Il faut ensuite retrancher de ce chiffre la contre-pression moyenne absolue p'1 exercée sur la face résistante du piston pendant la course considérée ; cette contre-pression, lorsque le mécanicien laisse l'échappement complètement desserré, est évaluée à 1.200 kg à faible vitesse (à très grande vitesse, l'échappement moyennement serré, elle peut atteindre 1,8 kg à 2 kg absolus). La pression moyenne effective de la vapeur sur le piston pendant toute une course est alors égale, d'une façon générale, à p1 - p'1 et, dans le cas particulier considéré, à 6,62 - 1,20 = 5,42 kg. Ce nombre représente la pression effective à laquelle le piston devrait rester soumis pendant toute sa course pour accomplir le même travail qu'en subissant successivement, pendant l'admission, la pression constante p de la vapeur de la boîte à tiroir, et, pendant la détente, la pression variable de la vapeur introduite pendant l'admission, diminuées toutes deux de la contre-pression. Il est représenté sur le diagramme par la ligne horizontale rs.
Le travail utile exercé sur le piston sera lui-même égal, d'une façon générale, à V x pm, et ici à V x 5,42 kg. Le travail développé par la vapeur par coup de piston est donc égal au volume du cylindre multiplié par la pression moyenne effective.
La pression moyenne effective suivant la pression à l'administration, le degré d'introduction, et la contre-pression peut être calculée aussi par la formule :
où V est le volume d'admission, et V le volume du cylindre. Au moyen de cette formule, on peut dresser le petit tableau ci-dessous qui donne, pour les diverses introductions, le rapport de la pression moyenne effective pendant tout un coup de piston à la pression d'admission, en supposant que la vapeur ne subisse pas de diminution de pression par le laminage ou les condensations, et que la contre-pression moyenne effective soit de 0,3 kg. On y voit que, pour une pression à l'admission de 10 kg, la pression moyenne est de 4.4 kg pour une admission de 20 %, et de 6 kg pour une admission de 30 %.
Rapport de la pression moyenne à la pression à l'admission pour différentes introductions et une contre-pression de 0,3 kg.
| INTRODUCTION en centimètres DE LA COURSE | PROPORTION de la pression moyenne à la pression d'admission AUX CYLINDRES | INTRODUCTION en centièmes DE LA COURSE | PROPORTION de la pression moyenne à la pression d'admission AUX CYLINDRES |
| 0,15 | 0,35 | 0,32 | 0,62 |
| 0,18 | 0,41 | 0,35 | 0.65 |
| 0,20 | 0,44 | 0,38 | 0,68 |
| 0,22 | 0,47 | 0,40 | 0,70 |
| 0,25 | 0,52 | 0,42 | 0,72 |
| 0,28 | 0,57 | 0,45 | 0,75 |
| 0,30 | 0,60 | 0,50 | 0,80 |
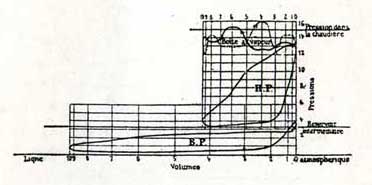
Diagramme relevé sur la machine compound 2158 du Chemin de fer du Nord, montrant aussi la pression dans la boîte à vapeur
En plus de l'évaluation du travail de la vapeur dans les cylindres, les diagrammes d'indicateur montrent encore la façon dont s'accomplit ce travail, les imperfections de la distribution : avances à l'admission et à l'échappement et compressions insuffisantes ou exagérées par suite de distribution mal réglée, - baisses de pression excessives à l'admission dans les cylindres, ou contre-pressions trop élevées dues à l'insuffisance d'ouverture des lumières. Le diagramme des pressions dans les boîtes à vapeur se relève aussi à l'indicateur ; il montre les chutes de pression produites par l'insuffisance d'ouverture du régulateur ou de volume du tuyau d'admission, ou encore de la boîte à vapeur, comme les élévations de pression produites par les coups de bélier résultant de la fermeture des orifices de tiroir, coups de bélier qui indiquent également une insuffisance du volume des boîtes.
Adhérence. - L'adhérence est constituée par la partie du poids de la machine qui repose sur les roues accouplées. Grâce à cette charge, les roues, lorsqu'elles sont mises en mouvement par les bielles, engrènent pour ainsi dire avec les rails par l'effet des aspérités des métaux en contact qui se pénètrent mutuellement, c'est-à-dire par l'effet du frottement. Pour que les roues de la machine ne tournent pas sur place, il faut évidemment que l'effort de traction soit au plus égal à l'adhérence.
Celle-ci est variable avec l'état des rails et le degré de dureté des bandages et des rails, et on admet aussi qu'elle diminue un peu quand la vitesse de rotation des roues augmente. Avec un rail sec, elle peut s'élever jusqu'au quart du poids adhérent ; elle diminue un peu par temps de pluie, quand le rail est bien lavé, et elle s'abaisse au minimum, soit au quinzième environ du poids adhérent, par temps de brouillard ou quand les feuilles tombent des arbres en abondance sur la voie.
Dans l'établissement des machines, on compte sur un coefficient d'environ 1/6 ; la charge à faire porter par les roues couplées est alors donnée par la formule :
![]()
de laquelle on tire :
![]()
Dans la machine considérée à propos du calcul de la valeur de E, on a trouvé pour le terme ![]() une valeur de 5.607 kg ; en multipliant ce nombre par 3,90, on obtient le poids adhérent, soit 21.867 kg, qui ne peut être obtenue, en France, que par l'accouplement de deux essieux.
une valeur de 5.607 kg ; en multipliant ce nombre par 3,90, on obtient le poids adhérent, soit 21.867 kg, qui ne peut être obtenue, en France, que par l'accouplement de deux essieux.
Le poids adhérent des locomotives à deux essieux couplés récentes ne descend pas au dessous de 30.000 kg, et il atteint jusqu'à 36.000 kg ; celui des machines à trois essieux couplés à grande vitesse des Chemins de fer de l'Est et de Lyon s'élève respectivement à 50.550 et 51.900 kg. Les machines à quatre essieux couplés à adhérence totale des Chemins de fer de l'Etat ont un poids adhérent de 54 t, les machines consolidation du Midi et de l'Orléans 64.6t et 65.7t, les locomotives à deux bogies moteurs du Nord entre 72t et 90t, enfin des machines Mallet articulées ont un poids adhérent total de 186 t.
Travail des locomotives. - Pour avoir le travail développé par une machine à un instant donné, il faut tenir compte de l'effort développé sur les pistons et de la vitesse de marche, le travail étant égal au produit de l'effort pax le chemin parcouru.
Soit encore une machine 2000 des Chemins de fer de l'Etat marchant à la vitesse de 50 km à l'heure avec une admission de trois dixièmes et une pression de 9 kg à l'introduction dans les cylindres ; la pression moyenne effective sera de 5.42 kg, et le travail par coup de piston s'élèvera à :
![]()
et par tour de roues à :
2.183 x 4 = 8.732 kgm.
A la vitesse de 50 km à l'heure, le chemin parcouru en une seconde est de
50.000m : 3,600 = 13,88 m.
Le diamètre des roues motrices étant de 2,02 m, leur développement par tour est égal à :
3.14 x 2,02 = 6,34 m,
et par conséquent le nombre de tours effectués par les roues motrices en une seconde est de :
13,88 : 6,34 = 2.18.
Le travail de la machine en une seconde atteint donc :
8.732 x 2.18 = 19.036 kgm,
soit
19.036 : 75 = 254 chx.
Le travail augmente proportionnellement à la vitesse ; lorsque cette dernière diminue, le travail à produire diminue également, et, jusqu'à ce que la nouvelle vitesse soit atteinte, la machine et les voitures restituent un certain travail.
Si le train marche à une vitesse constante, l'effort développé par la machine, en profil uniforme, est aussi constant et égal à la résistance opposée à la marche par la machine et les voitures à cette vitesse. Si l'on connaît cette résistance, on peut en déduire le travail fourni par la locomotive.
Résistance à la marche des wagons et des machines. - La résistance d'un véhicule à la marche se compose :
La première comprend elle-même la résistance au roulement à la jante des roues et la résistance due au frottement des fusées dans les coussinets.
La résistance à la jante des roues provient des inégalités de la voie ; elle augmente, par suite, avec ces inégalités, et aussi avec le poids du véhicule ; elle diminue, au contraire, avec le diamètre ; elle est en moyenne de 1,60 kg par tonne de poids du véhicule.
La résistance due au frottement des fusées augmente avec le diamètre de ces fusées, mais dépend surtout du poli des coussinets et de la qualité en même temps que de la quantité de l'huile employée au graissage, ainsi que de sa température.
Le coefficient de frottement des coussinets diminue à mesure que la fluidité de l'huile augmente (jusqu'à une certaine température, bien entendu). C'est ainsi qu'en été les machines et les voitures roulent généralement très bien ; on sait qu'il n'en est pas de même en hiver.
L'huile de colza est généralement considérée comme le meilleur lubrifiant dans les chemins de fer ; on la mélange parfois avec des huiles de qualité inférieure pour en diminuer le prix, et on fait usage aussi pour la même raison d'huiles minérales.
D'après des expériences effectuées au Chemin de Lyon, l’huile minérale donnerait par rapport à l'huile de colza un surcroît de résistance au roulement des voitures de 15 % par tonne. A la suite de ces essais, l'huile de colza - mélangée de 10 % d'huile de schiste, qui offre la propriété de moins s'épaissir lorsque la température baisse - a été uniquement employée sur ce réseau pour le graissage des machines et des voitures et wagons (depuis un certain temps on a substitué du mazout à l'huile de schiste).
Les tampons graisseurs, suivant qu'ils montent plus ou moins bien l'huile jusqu'à la fusée, influent aussi sur la résistance au roulement. De ce côté, les tampons en laine sont préférables aux tampons en coton, car ils donnent sur ces derniers une augmentation de débit qui va de 50 à 100 %. Enfin, le frottement des fusées diminue encore lorsqu'on remplace les coussinets en bronze par des coussinets régulés. Sur le réseau de Lyon, on a trouvé que ces derniers opposent au roulement des wagons de houille composant les trains de marchandises une résistance inférieure de 20 % aux coussinets en bronze. Cette diminution de résistance devient plus faible lorsque la vitesse augmente, mais elle est encore de 5 %, au minimum, à l'allure de 60 km, pour les voitures chargées pour la grande vitesse.
La résistance due à l'air augmente avec la vitesse, et plus rapidement que cette vitesse. Pour une machine à quatre roues couplées, abandonnée à elle-même sur une longue pente à partir du repos et jusqu'à ce que la vitesse ait atteint 80 km, M. Desdouits a trouvé que la résistance augmentait depuis 3 kg par tonne - valeur initiale, représentant la résistance au roulement - jusqu'à 12 kg.
Dans la marche d'un train rapide, la locomotive, développant sa puissance normale, absorbe à elle seule près de la moitié de cette puissance, et dans ce chiffre l'influence de la vitesse entre pour plus des deux tiers. Si le train marche contre un vent debout, il faut ajouter à la vitesse du train celle du vent ; mais ce sont surtout les vents de travers qui opposent une résistance considérable à la marche des trains, en pénétrant entre les véhicules.
Lorsqu'un train est composé de voitures de même type, tel un train de voyageurs, la résistance due à l'air est bien moins considérable que s'il y avait des wagons plats intercalés entre ces voitures.
Cette résistance est aussi plus élevée, par tonne de poids remorquée, pour les wagons vides que pour les mêmes wagons chargés ; la résistance d'un train de marchandises d'un certain poids peut varier ainsi de 2 à 5 kg par tonne, suivant que ce train est formé des wagons du même type ayant leur chargement normal, ou bien de wagons vides, plats et couverts, distribués sans ordre sur toute la longueur du train ; elle est donc en moyenne de 3,5 kg.
La résistance due aux courbes dépend de leur rayon, de l'écartement des essieux, du type des voitures et de la longueur du train ; pour une courbe de 1.000 m, cette résistance est généralement inférieure à 0,300 kg par tonne ; elle peut atteindre 1 kg dans une courbe de 500 m, et 3 kg dans une courbe de 300 m. Elle est plus faible pour le matériel à bogies que pour le matériel ordinaire ; cependant aux grandes vitesses ce dernier reprend l'avantage, quand on donne un jeu suffisant aux boîtes à huile dans leurs plaques de garde.
Enfin les rampes donnent une dépense complémentaire de 1 kg par tonne de train et par millimètre de rampe.
La résistance à la marche d'un train dépend donc d'un grand nombre de circonstances ; en palier et en alignement droit, on calcule cette résistance sur des valeurs moyennes fixées d'après la nature de la vitesse des trains, savoir :
| Trains de marchandises | 3.5 kg par tonne, environ |
| Trains mixtes | 5 kg par tonne, environ |
| Trains express | 7 kg par tonne, environ |
Résistance des machines. - La résistance au roulement de la machine comprend : la résistance du véhicule, c'est-à-dire celle qu'il faudrait vaincre pour tirer la machine après avoir démonté les bielles motrices, d'accouplement et des tiroirs, et la résistance du mécanisme, c'est-à-dire des tiroirs, des pistons et des bielles.
La résistance de la machine comme véhicule est toujours plus considérable que celle d'un train de même poids, surtout avec les machines à petites roues et à grand empattement ; la résistance totale à la marche se compose, comme pour les wagons, de la résistance au roulement et de la résistance due à la réaction de l'air ambiant.
La résistance au roulement sous vapeur est plus faible pour les machines à tiroirs cylindriques du réseau de l'Etat que pour les machines à tiroirs plans, par suite du frottement plus faible des tiroirs. Quant à l'influence de l'accouplement sur la résistance au roulement, elle est presque nulle lorsque la mise de longueur des bielles a été bien faite ; mais elle peut devenir très forte et même occasionner la rupture de ces bielles lorsque leur longueur n'est pas exactement égale à l'écartement des essieux de centre en centre.
D'une façon générale, d'ailleurs, la résistance d'une machine au roulement dépend beaucoup de l'état d'entretien, du degré de poli des surfaces frottantes et du graissage. On a toujours intérêt à augmenter ce dernier, notamment pour les cylindres et les tiroirs, et les mécaniciens ne doivent s'attacher, pour réaliser des économies, qu'à régler minutieusement le débit des mèches et des épinglettes et à supprimer les pertes par les couvercles et les joints ou garnitures des divers graisseurs. L'état d'entretien de la voie a également une grande influence sur la résistance au roulement : l'emploi de longs rails rigides et de traverses moins flexibles peut réduire cette résistance de 30 %.
En général, on peut estimer la résistance moyenne à la marche des puissantes machines actuelles, tant à marchandises que mixtes ou de vitesse, entre 10 et 15 kg par tonne de leur poids, en y comprenant le tender.
Avec les données qui précèdent, il sera facile de trouver, approximativement, la résistance totale d'un train quelconque à la marche.
Soit, par exemple, un train de marchandises de 300 t. remorqué par une machine à huit roues couplées et à tiroirs plans, du poids total de 70t, tender compris, sur une partie de voie en rampe de 15 mm et en courbe de 500 m.
La résistance par tonne du train sera de :
![]()
et la résistance totale de :
19,5 x 300 = 5.850 kg.
La résistance de la machine par tonne sera de :
![]() (à cause du nombre d'essieux accouplés)
(à cause du nombre d'essieux accouplés) ![]() .
.
et pour le poids total de la locomotive :
29 x 70 = 2.030 kg.
La résistance totale que la machine devra vaincre pour imprimer au train sa vitesse normale sera donc, approximativement, de :
5.850 + 2.030 = 7.880 kg.
Si le train marche à la vitesse de 25 km à l'heure, soit de 6,95 m par seconde, le travail développé en kgm à la jante des roues atteindra :
7.880 x 6,95 = 54.766 kgm
ou
![]()
Soit encore un train de voyageurs du poids de 150 t, remorqué par une machine de vitesse à quatre roues accouplées du poids total de 50 t, sur une partie de voie en rampe de 5 mm et en courbe de 1.000 m, à la vitesse de 60 km à l'heure.
La résistance par tonne du train sera de :
![]()
et la résistance totale de :
10,3 x 150 = 1.545 kg.
La résistance par tonne de la machine et du tender sera de :
![]()
et pour le poids total de :
17,3 x 50 = 865 kg.
La résistance totale opposée par le train à la vitesse de 60 km sera donc de :
1.545 + 865 = 2.410 kg.
À cette allure, le chemin parcouru en une seconde est de 16,66 m ; le travail développé par la machine pour maintenir cette vitesse constante devra s'élever par suite à : 2.410 x 16,66 = 40.165 kgm, soit 40.165 : 75 = 535 chx.
A régulateur fermé, la résistance des machines à simple expansion est inférieure de 10 % environ à la résistance en marche sous vapeur.
Diverses formules sont aussi utilisées pour calculer la résistance des trains et des machines ; celles de M. Nadal sont, aux trains express, en palier et en alignement droit :
Pour les voitures ordinaires à voyageurs :
![]()
V étant la vitesse en kilomètres par heure ;
et pour les locomotives compound à quatre cylindres et à bogie :
![]()
Pour la vitesse de 100 km la première formule donne 8,5 kg et la seconde 17 kg.
Dans des expériences effectuées sur des trains de voyageurs remorqués par la machine compound à deux essieux couplés, la résistance des voitures à voyageurs ordinaires a été trouvée de 4.63 kg à 60 km, 6.38 kg à 80 km et 8,50 et 10,98 kg à 100 et 120 km. Pour les mêmes vitesses, la résistance de la machine et du tender s'est élevée à 8.65 kg, 11,70 kg, 15.50 kg et 20 kg. Dans ces chiffres, la résistance de l'air entrait pour 4,7 kg à la vitesse de 80 km, 7 kg à 100 km et plus de 11 kg à 120 km.
La formule, pour les trains de houille circulant sur les lignes principales, est 1,45 + 0,008V2, qui donne seulement une résistance de 2,17 kg par t. pour une vitesse de 30 km ; celle des machines à huit roues couplées remorquant ces trains est de 12 kg.
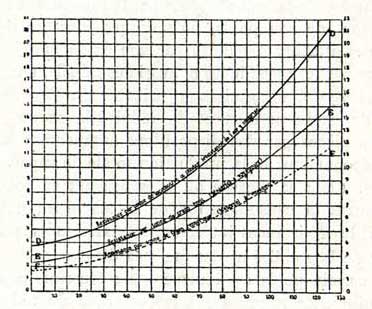
Résistance des trains et des machines à la marche suivant la vitesse
Ces formules se déduisent d'essais effectués au wagon-dynamomètre ; on relève en outre des diagrammes d'indicateur sur tous les cylindres de la machine à la fois, à un moment où le train marche à une vitesse uniforme sur une partie de voie en palier et en alignement droit, cette vitesse étant soigneusement notée, ainsi que l'effort au crochet du tender ; en retranchant de la puissance correspondant à ces divers relevés et aux constantes de la machine le travail absorbé par le train, on obtient le travail absorbé par la locomotive elle-même, dont la résistance totale est égale à ce travail, exprimé en kilogrammètres, divisé par la vitesse en mètres par seconde ; ce quotient, divisé à son tour par le poids de la locomotive, donne la résistance par tonne. Celle du train s'obtient plus simpleplement en divisant l'effort de traction au crochet du tender par le poids remorqué.
Puissance des locomotives. - Cette puissance, pour les locomotives compound récentes à haute pression, à foyer étroit et brûlant de bon combustible, est évaluée, de 500 à 600 chx par mètre carre de grille, suivant que l'alimentation est continue ou se trouve momentanément arrêtée.
Avec des foyers moins profonds et de plus grande surface de grille, la puissance paraît être comprise entre 350 et 500 chx par m. car.
La puissance aux jantes, qui peut être influencée par la nature du lubrifiant employé et par le degré de perfection de montage et d'entretien, puis par le nombre des cylindres, des mécanismes et des essieux couplés, est en moyenne les 0,85 de celle développée sur les pistons ; elle s'est élevée aux 0,88 de cette dernière, la marche étant poussée à son extrême limite.
D'autre part, le but qu'on se propose dans les chemins de fer, c'est la remorque des trains de composition et de poids donnés à des vitesses appropriées aux besoins du trafic ; suivant le profil et d'autres circonstances, ce travail de remorque exige de la locomotive la production au crochet d'un certain effort dont la proportion, par rapport à l'effort total de traction, constitue l'effet utile de la locomotive : moins l'effort se rapportant à la locomotive propre sera grand, plus l'effet utile que l'on a en vue sera élevé.
L'effort et le travail absorbés par la locomotive dépendant surtout de son poids, on voit que c'est ce dernier qu'il faut s'attacher à réduire par une étude judicieuse et serrée des parties essentielles et aussi des détails, une construction soignée, un graissage efficace, l'emploi de matériaux de choix permettant de réduire la section et le poids des pièces par des dispositions augmentant la production économique et la production totale de vapeur de la chaudière (dans la mesure où elles peuvent se concilier) et diminuant la consommation de la machine ; enfin en réduisant les résistances intérieures et extérieures sans rien sacrifier de la solidité ni des facilités d'entretien.
Un certain poids est indispensable toutefois pour obtenir l'adhérence nécessaire à la remorque du train considéré, mais ce poids sera aussi d'autant moindre que la machine sera elle-même moins lourde. C'est ainsi le poids par cheval utile qui est la véritable mesure de la valeur d'une locomotive. M. du Bousquet a établi qu'une locomotive pesant 100 t. par force de cheval devrait, pour remorquer un train de 100 t. sur une rampe de 5 mm, peser 400 t. et développer une puissance de 4.000 chx, tandis que des machines pesant respectivement 50 et 35 kg par cheval devraient seulement développer 1.333 et 1.112 chx, leur poids étant de 66,6 et 39 t.
En comptant sur une production de vapeur de 5.000 kg par mètre carré de grille, on évalue la puissance correspondante des locomotives à simple expansion et à distribution ordinaire timbrée à 12 kg à 445 chx, et celle des compound à 4 cylindres à 540 chx.
Pour une consommation de 10.000 kg de vapeur par heure, ces locomotives pourraient remorquer sur rampe de 10 mm, à la vitesse de 75 km, des charges respectives de 100 et 156 t ; sur rampe de 5 mm à 75 km également, 160 et 250 t, et en palier à la vitesse de 100 km, 120 et 184 t.
Consommations de vapeur et de charbon. - La consommation de vapeur varie, pour une même machine, suivant le degré d'admission et la vitesse ; elle diminue quand la pression augmente, et aussi avec l'emploi de distributions perfectionnées et du système compound. Les consommations par cheval indiqué et par heure de locomotives : à tiroirs plans ordinaires, à tiroirs cylindriques, et à quatre tiroirs timbrées à 12 kg, seraient respectivement de 11,31 kg, 10,12 kg et 9,62 kg. Ce dernier nombre se rapporterait également à la consommation des compound à quatre cylindres marchant à la pression de 12 kg ; pour la pression de 15 kg, la consommation de ces dernières machines s'abaisserait un peu au-dessous de 9 kg, et elle descendrait à 8,5 kg dans les compound à deux cylindres.
Pour un travail de 1,000 chx dans de bonnes conditions de fonctionnement, la dépense d'eau totale par heure de locomotive compound à quatre cylindres serait ainsi de 9.000 kg environ ; avec une vaporisation correspondante de 8 kg par kilogramme de charbon, la dépense de charbon s'élèverait à 1.125 kg, et les consommations respectives par kilomètre, pour une vitesse moyenne de marche de 80 km par heure, à 112,5 l. d'eau et 14 kg de charbon.
La consommation moyenne de charbon des locomotives à voyageurs est de 20 kg par kilomètre, avec un maximum de 25 kg, pour une charge de 350 à 500 t ; celle des machines à marchandises est de 30 kg en moyenne, avec un maximum de 45 kg pour des charges de 1.600 à 2.000 t. remorquées en palier à la vitesse de 30 km.
On brûle dans les locomotives les combustibles divers, le menu le gailletin et la briquette.
Ces combustibles sont fournis à l'administration des chemins de fer de l'Etat aux conditions du cahier des charges ci-après :
La réception se fait au charbonnage pour les charbons et à l'usine pour les briquettes si ces établissements sont situés en Belgique. Dans le cas contraire, la réception aura lieu à la station de fourniture. La réception du charbon pour fours à réchauffer est provisoire jusqu'à décision à prendre après l'essai fait à Luttre.
L'entrepreneur mettra à la disposition des fonctionnaires de l'Etat, les moyens de contrôle et de surveillance nécessaires à l'accomplissement de leur mission.
L'administration pourra, avant le chargement sur wagons, exiger la mise en tas des combustibles sous la surveillance des agents délégués.
Ces tas devront être établis de façon à permettre l'examen des fournitures et la constatation de leur qualité avant l'expédition. Les échantillons à soumettre aux essais en suite delà mise en tas seront fournis à l'Etat gratuitement et francs de port.
Les combustibles reçus seront conduits à la station de fourniture désignée dans la soumission.
La vérification du poids déclaré se fera, soit dans la station de fourniture, soit dans une station voisine si pour une cause quelconque, elle ne peut être faite dans la station de fourniture.
Ce poids sera vérifié par la pesée d'un ou de plusieurs wagons en déduisant du poids brut la tare inscrite sur le véhicule.
Dans le cas où la déclaration du fournisseur serait reconnue inexacte, le poids déclaré serait réduit proportionnellement au double de la différence en moins constatée sur les wagons pesés, c'est-à-dire que si, sur un wagon soumis à la pesée, il est constaté un manquant, le double de ce manquant sera déduit de chacun des wagons composant la fourniture.
La quantité de cendres contenue dans le combustible sera constatée aussi souvent que l'Administration le jugera convenable par l'incinération d'échantillons pris dans les fournitures, et leur teneur moyenne sera considérée comme appartenant à toute la fourniture correspondante.
L'Administration pourra refuser les charbons pour fours à réchauffer qui ne satisferaient pas aux conditions exigées, mais elle se réserve le droit d'en faire usage en appliquant :
Il est entendu que les réductions prévues ci-dessus, tant celles relatives à la durée que celles relatives à la consommation de charbon seront appliquées simultanément, c'est-à-dire que l'une n'empêchera pas l'application de l'autre.
Si l'entrepreneur croyait devoir réclamer contre les résultats de l'essai de chaude pratiquée en son absence, il serait procédé à un deuxième essai dont les résultats seraient seuls considérés comme définitifs.
Il ne sera procédé à ce second essai que pour autant que l'entrepreneur ou son délégué soient présent au jour et à l'heure fixés par les fonctionnaires de l'Administration.
Tant pour les charbons pour fours à réchauffer que pour les autres combustibles, l'entrepreneur devra assister lui-même ou par son délégué, à toutes les opérations auxquelles donneront lieu l'examen et la réception des combustibles ; s'il s'en abstient, il ne pourra arguer de son absence, et il demeurera soumis aux mêmes obligations que s'il avait été présent.
Indépendamment de ce qui a été dit ci-dessus, l'Administration se réserve le droit de prescrire telles mesures qu'elle jugera convenir pour s'assurer de la bonne qualité du combustible et de la loyale exécution du marché.
La désignation des parties des fournitures sur lesquelles porteront les essais appartient aux agents de l'Administration.
Procès-verbal de toutes les opérations auxquelles aura donné lieu l'examen des fournitures sera dressé par l'agent de l'Etat et signé par l'entrepreneur, qui pourra y faire insérer telles observations qu'il jugera convenir.
L'Administration pourra autoriser les essais qui seront demandés avant les adjudications par les concurrents pour s'éclairer sur la qualité des combustibles qu'ils se proposent de fournir.
L'entrepreneur sera libre d'assister à ces essais, mais il ne pourra dans le cours de l'entreprise, se prévaloir contre l'Administration des résultats obtenus.
Les charbons menus dont l'essai sera demandé, seront fournis à l'Etat gratuitement et francs de port. En ce qui concerne les autres combustibles, il ne pourra être essayé plus de 5000 kilogrammes de chaque concurrent.
Les combustibles d'essai autres que les charbons menus qui auront satisfait aux conditions énumérées dans le présent cahier des charges seront seuls payés et ce au prix moyen de l'adjudication.
Les combustibles à essayer, qui ne satisferaient pas aux conditions du présent cahier des charges, ne seront pas payés et seront acquis de fait à l'administration.
Le transport des combustibles d'essai, du lieu de fourniture au point de consommation sera à charge du fournisseur.
Cet article est modifié et complété comme suit :
A. Les combustibles qui ne seront pas livrés au lieu de réception à la date de rigueur donneront lieu, par semaine de retard, à l'application d'une amende égale à un demi pour cent (1/2 p.c.) de leur valeur.
Le total de ces amendes ne pourra toutefois excéder cinq pour cent (5 p.c.) de la valeur des fournitures auxquelles elles se rapportent.
D. Lorsqu'un adjudicataire est en retard de livraison, la quantité arriérée peut être exigée par l'Administration en même temps que l'exécution de la commande courante, sans que dans aucun cas la quantité à fournir puisse être, supérieure à 180 tonnes par semaine et par lot.
L'adjudicataire est tenu dans ce cas de mettre à la disposition de l'Administration tous les charbons qu'il pourrait posséder en tas et tous ceux qu'il parvient à extraire et ce à concurrence des quantités en retard de livraison.
Toutefois l'Administration se réserve le droit de ne pas prendre tout ou partie des charbons. Si l'adjudicataire possède des charbons tout venant il sera tenu de les trier de façon à présenter en réception la catégorie de charbons (gailleteux ou menus) qu'il s'est engagé à fournir.
Les charbons dont l'Administration prendra réception viendront en déduction des quantités comprises aux contrats, même lorsqu'ils sont de nature ou de composition autres que celles des charbons à livrer par l'adjudicataire en retard.
Si l'Administration prend livraison d'une catégorie ou d'un type de charbons autres que ceux à livrer en vertu des contrats, elle les payera aux prix moyens des lots de l'espèce approuvés en suite de l'adjudication à laquelle appartient le lot en souffrance et ce à l'exclusion des lots dont les prix comprennent des frais de transport.
Exemple : Un charbonnage doit fournir du type IV, et ne parvient qu'à extraire du type III. Dans ce cas l'Administration se réserve de prendre livraison, si elle le juge utile, de ce type III à payer au prix moyen de l'adjudication pour les charbons type III. La quantité fournie en type III vient en déduction de celle à fournir en type IV.
B. Force majeure. - Les télégrammes signalant les événements de force majeure seront adressés à M. l'Administrateur de la traction et du matériel, rue de Louvain, 13, à Bruxelles.
Les informations, confirmant les événements de force majeure signalés par télégramme, devront être adressées au Ministre, conformément à ce qui est prescrit au cahier des charges général.
Les réclamations ne pourront être admises que pour autant que l'adjudicataire ait satisfait aux prescriptions de l'article 12 précité, l'obligeant à mettre à la disposition de l'Administration tous les charbons qu'il pourrait posséder en tas et tous ceux qu'il parvient à extraire et à concurrence des quantités en retard de livraison.
Au 15 de chaque mois, pour les charbons menus, et à la fin de chaque mois, pour les autres combustibles, il sera dressé un état de réception des fournitures effectuées sur l'entreprise et il sera délivré à l'entrepreneur un certificat d'acompte.
Pour les charbons menus, il sera dérogé exceptionnellement à cette règle aux deux époques suivantes :
Au 31 décembre, un état de réception sera dressé comprenant les fournitures effectuées jusqu'à cette date à partir du 16 novembre.
Au 1 5 février, un état de réception sera dressé comprenant les fournitures effectuées jusqu'à cette date à partir du 1er janvier.
Le § C est modifié comme suit :
Le taux de l'intérêt prévu pour retard dans le payement des fournitures est réduit de 3 1/2 à 3 p.c.
Tous les charbons à fournir seront secs, graineux, de fraîche extraction bien propres et exempts de toutes pierres, havages, etc., ils ne pourront être pyriteux, ni donner, dans les locomotives, un mâchefer compact et collant à la grille ou des résidus de nature à rendre le service trop difficile en cours de route.
Pour s'assurer de la bonne qualité des combustibles et de la loyale exécution des marchés, l'Administration choisira aussi souvent qu'elle le jugera convenable, les combustibles présentés en réception ou livrés et les soumettra aux expériences dont question ci-dessus.
Les différentes espèces de combustibles devront, en outre, satisfaire respectivement aux conditions ci-après :
Ces charbons devront être propres à l'alimentation des foyers des locomotives des chemins de fer de l'Etat, mélangés dans une certaine proportion aux charbons plus maigres de l'Administration.
Cette catégorie de combustible est subdivisée en deux types suivant la quantité maximum de matière inerte (quartz) à laquelle les charbons peuvent être mélangés en donnant encore un coke agglutiné.
Le type I doit pouvoir supporter un mélange d'au moins 55 p.c. de quartz et 45 p.c. de charbon.
Le type II doit pouvoir supporter un mélange d'au moins 65 p.c. de quartz et 35 p.c. de charbon.
Un mélange intime, constitué dans les proportions ci-dessus, pulvérisé finement, chauffé au rouge vif, jusqu'à complète disparition des matières volatiles, dans un creuset en porcelaine et dans une atmosphère réductrice, devra s'agglutiner en une masse qui sera résistante ou qui, tout au moins, sous la pression des doigts, ne se brisera qu'en morceaux sans se débiter en poussier ; préalablement à l'introduction du mélange dans le moufle, celui-ci aura été amené à la température voulue.
Enfin, les charbons gras devront avoir une teneur minimum de 18 p.c. de matières volatiles et leur teneur en cendres ne pourra dépasser 15 p.c.
Ces charbons devront être propres à l'alimentation des foyers des locomotives des chemins de fer de l'Etat employés seuls ou mélangés dans une certaine proportion aux charbons gras de l'Administration.
Cette catégorie de combustible est subdivisée en quatre types, savoir :
Les pouvoirs de vaporisation seront déterminés en cours de fournitures au moyen d'une chaudière de locomotive à foyer Belpaire, dans les conditions suivantes :
La chaudière sera amenée, préalablement à l'essai à une pression de 6 atmosphères pour les essais des types I et II, et de 8 atmosphères pour les types III et IV. Le charbon à essayer sera pris en quantité de 600 kilogr. Le tirage artificiel produit par un jet de vapeur dans la cheminée, sera poussé aussi haut qu'il sera possible et jusqu'au point où la solidité du feu le permettra. L'intensité de ce tirage sera mesurée par le vide dans la boîte à fumée, exprimée en millimètres d'eau. Il devra atteindre au minimum 50 millimètres d'eau pour le type I ; 70 millimètres pour le type II, 85 millimètres pour le type III et 120 millimètres pour le type IV.
Lorsque la dernière pelletée des 600 kilogr, de charbon constituant la prise d'essai sera jetée dans le feu, la marche sera maintenue jusqu'au moment où la pression aura diminué d'une demi atmosphère.
Les combustibles devront pouvoir maintenir respectivement les pressions de 6 et 8 atmosphères dont question ci-dessus.
La conduite du feu et, en général toutes les opérations concernant les expériences seront faites par les agents de l'Administration. Les entrepreneurs auront la faculté d'assister ou de se faire représenter aux expériences qui les concernent.
Chaque soumissionnaire devra indiquer, dans sa soumission, la catégorie et le type des charbons qu'il se propose de fournir, l'Administration tiendra compte de cet élément pour l'appréciation des offres déposées.
Tout charbon devra réunir les conditions imposées au type désigné dans la soumission. Les résultats des essais ne pourront être inférieurs à ceux indiqués ci-dessus.
L'attention des soumissionnaires est attirée tout particulièrement sur la classification, par catégorie et par type, des charbons qu'ils s'engagent à fournir s'ils deviennent adjudicataires. Les entrepreneurs qui n'auraient pas la certitude de pouvoir remplir leurs engagements, sous le rapport de la qualité des charbons s'exposeraient à de graves mécomptes, tels que : mis en tas, rebuts, amendes pour retards, achats pour compte, etc.
Ces charbons seront demi-gras et contiendront au moins 40 p.c. de gailleteries de 0m035 et au dessus. Ils devront être propres à l'alimentation des foyers domestiques ainsi qu'à l'alimentation des locomotives à petit foyer du chemin de fer de l'Etat.
Leur teneur en matières volatiles ne pourra être inférieure à 13 1/2 p.c. ni supérieure à 16 1/2 p. c, eau d'humidité et pyrites écartées. Ils ne pourront contenir plus de 10 p.c. de cendres et ne se déliteront pas au feu.
Les charbons formés au moyen d'un mélange comprenant du charbon maigre ou quart-gras ne seront pas admis.
Nature du brai et quantité à employer : Le brai devra être sec ou demi-gras et provenir exclusivement de goudron de houille. La teneur en eau ne pourra être supérieure à 1 p. c, celle en cendres à 1 p.c. et la distillation en vase clos, dans une atmosphère réductrice, devra donner comme résidu un coke boursouflé dont le poids ne pourra pas être inférieur à 3 p.c. de celui de la quantité essayée.
La proportion de brai entrant dans les briquettes sera au maximum de 10 p.c.
Qualités physiques des briquettes : Les briquettes seront bien agglomérées, sonores, d'un poids sensiblement égal, entières et à vives arêtes.
Elles devront être dures et devront conserver toute leur dureté à 500 centigr. Leur degré de cohésion devra être d'au moins 55 p.c. La cassure sera nette et brillante, le gain sera fin, serré et homogène.
Manière de se comporter dans le foyer : Au feu elles devront s'allumer facilement sans se désagréger ni occasionner de fumées noires et épaisses, elles devront au contraire brûler avec une flamme vive et claire sans dégager ni odeurs sulfureuses, ni flammes bleues.
Les briquettes donnant du mâchefer collant ou des cendres fusibles adhérant au grilles ne seront pas admises.
Nature du charbon : Le charbon employé dans la fabrication des briquettes du type I devra être 1/2 gras ou tout au moins bon 1/4 gras ayant au minimum 12 p.c. de matières volatiles ; il devra être de fraîche extraction.
Composition des briquettes : La teneur en eau des briquettes ne pourra dépasser 4 p.c.
La teneur en cendres ne pourra être supérieure à 8 p.c. Toutefois pour les briquettes fabriquées au moyen de charbon demi-gras il sera admis une tolérance de 1 p.c. de cendres par 1 p.c. de matières volatiles données par le charbon au-dessus de 12 p, c. de telle sorte que pour les briquettes fabriquées avec un charbon contenant, par exemple, 14 p.c. de matières volatiles il sera toléré 10 p.c. de cendres. En aucun cas il ne sera admis de briquettes laissant à l'incinération plus de 11 p.c. de cendres.
Usages des briquettes et essais pratiques : Les briquettes devront convenir sous tous les rapports à l'alimentation des locomotives à foyer profond ou demi-profond des chemins de fer de l'Etat, autres que les locomotives type 17 et type 18.
En cours de route, sur le trajet de Termonde à Anvers G. C. et retour par un train ordinaire du type des trains 415 et 418 faisant le trajet, arrêts compris, respectivement en une heure 15' et en 51', la vaporisation donnée par une locomotive tender à voyageurs, type 15, à foyer profond, avec une charge minimum de 40 unités et au maximum de 45 unités ne pourra être inférieure à 8 kilogrammes d'eau par kilogramme de briquettes.
Nature du charbon : Le charbon employé dans la fabrication des briquettes type II devra réunir les conditions imposées au charbon 1/2 gras type IV de l'Etat ; il devra être de fraîche extraction.
Composition des briquettes : La teneur en eau des briquettes ne pourra dépasser 4 p. c, celle en cendres sera de 8 p.c. au maximum et leur teneur en matières volatiles ne pourra être inférieure à 15 1/2 ni supérieure à 18 p.c.
Usage des briquettes et essais pratiques : Les briquettes devront convenir sous tous les rapports à l'alimentation des locomotives type 17 et type 18 des chemins de fer de l'Etat.
En cours de route sur le trajet de Bruxelles-Nord à Verviers par un train direct du type du train 624 faisant le trajet arrêts compris, en 2 h. 50, la vaporisation donnée par une locomotive du type 17 avec une charge minimum de 45 unités et maximum de 55 unités ou par une locomotive du type 18 avec une charge minimum de 55 unités et maximum de 65 unités, ne pourra être inférieure à 9 kilogrammes d'eau par kilogramme de briquettes.
Les charbons pour forges seront gras et propres au service des forges du chemin de fer de l'Etat.
Les charbons seront roulants. Ceux contenant plus de 10 p.c. de cendres pourront être rebutés.
Les charbons seront propres au service des fours à réchauffer du chemin de fer de l'Etat, c'est-à-dire tels qu'ils puissent amener à la chaleur soudante en 1 heure 5 minutes au plus, 9 masses de fer mitraille remanié du poids total d'environ 1.100 kilogrammes, sans que la consommation totale du charbon utilisé à cet effet puisse dépasser 190 kilogrammes.
Le temps est compté à partir du moment où la 9e masse a été enfournée jusqu'au moment où la 1re masse est retirée du four après avoir été amenée à la chaleur soudante.
Quant à la consommation du combustible elle doit être évaluée en pesant le charbon employé depuis le moment où les 9 masses ont été enfournées jusqu'au moment ou la 9e masse va être retirée du four ; le feu étant remis à ce moment dans le même état qu'au moment où il a été chargé la dernière fois avec du charbon non soumis à l'essai.
Ces essais se feront exclusivement à. l'atelier central de Luttre.
Les gailletins seront très bons demi-gras et propres à l'alimentation des foyers domestiques, tant ouverts que fermés.
Leur teneur en matières volatiles ne pourra être inférieure à 13 1/2 p.c. ni supérieure à 18 p.c. eau d'humidité et pyrites écartées. Ils ne pourront contenir plus de 10 p.c. de cendres et ne se déliteront pas au feu.
Ils devront se composer de morceaux de 5 à 12 centimètres de côte et ne pourront être assez bitumeux pour encrasser d'une manière anormale les conduits d'évacuation et les cheminées. Ils devront être peu friables, résistant bien aux opérations ordinaires de chargement, de déchargement et de mise en cave.
Les gailletins formés au moyen d'un mélange comprenant du charbon maigre ou quart gras ne seront pas admis.
(1) Emploi de la surchauffe dans les locomotives des Chemins de fer de l'Etat Belge, par J. B. Flamme, Administrateur des ch. de fer belges. - 1906.
(2) Pour la dénomination des essieux, on s’est servi de la nomenclature américaine dans laquelle il y a 3 chiffres. Le premier chiffre indique le nombre de roues des essieux porteurs avant. Le deuxième chiffre indique le nombre de roues des essieux moteurs couplés. Le troisième chiffre indique le nombre de roues des essieux porteurs arrière. Par exemple : 4-4-2 indique qu’il y a 2 essieux porteurs à l’avant, 2 essieux couplés moteurs et un essieu porteur à l’arrière. La formule 4-4-0 indique qu’il y a 2 essieux porteurs à l’avant, 2 essieux couplés moteurs et pas d’essieu porteur à l’arrière. La formule 0-8-0 indique qu’il n’y a pas d’essieu porteur à l’avant, mais qu’il y a 4 essieux moteurs couplés et pas d’essieu porteur à l’arrière.
(3) D'après les indications ultérieures de l'Inspecteur Général des chemins de fer de l'Etat belge M. Flamme on réalisa même 32 % d'économie de charbon.
(4) Les chemins de fer d'Orléans avaient installé le surchauffeur sur 5 vieilles locomotives, construites en 1900, sans agrandir les dimensions des cylindres, ce qui explique la faible économie de charbon de 16,6 %
(5) Modification avec cylindres neufs.
(6) Construction avec cylindre neuf, à haute pression.
(7) à haute pression
(8) à basse pression